оо,
Од 00 vj
CD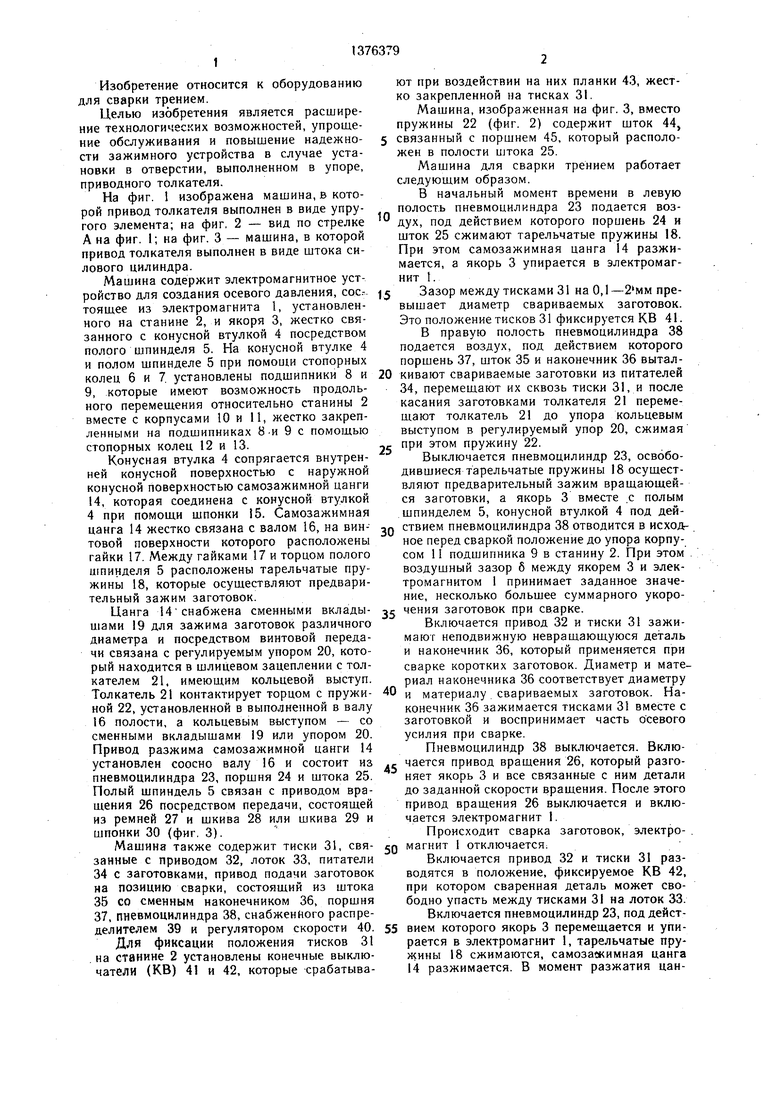
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1988 |
|
SU1600174A1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| Устройство для подачи заготовок | 1977 |
|
SU677868A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Автоматическая линия для изготовления трубных деталей | 1987 |
|
SU1669645A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
Изобретение относится к оборудованию для сварки треиий и может быть использоваио в ииструмеитальной, станкостроительной, автомобИлестрюительной и других областях промышленности пр.и изготовлеиии деталей и узлов с помощью сварки трением. Целью изобретения является расширение технологических возможностей, упрощение обслуживаиия и повышение надежности зажимного устройства в случае установки в выполненном в его упоре отверстии приводного толкатеяя. Зажимное устройство в виде самозвжнин ай цанги с установленный в ней посредством винтовой передачи упором сиаб- жено приводным толкателем, который иахо- дится в шяацевом зацеплении с упором. Толкатель имтет кольцевой выступ, расположенный между его торцами.. Выступ контактирует с упором или сменными вкладышами цанги. Привод тoлкateля может быть выполнен в виде пружины или штока, связанного с пневмо- или гидроцилиндром. 2 з.п. ф-лы, 3 ил. (Л
-Jb.
Изобретение относится к оборудованию для сварки трением.
Целью изобретения является расширение технологических возможностей, упрощение обслуживания и повышение надежности зажимного устройства в случае установки в отверстии, выполненном в упоре, приводного толкателя.
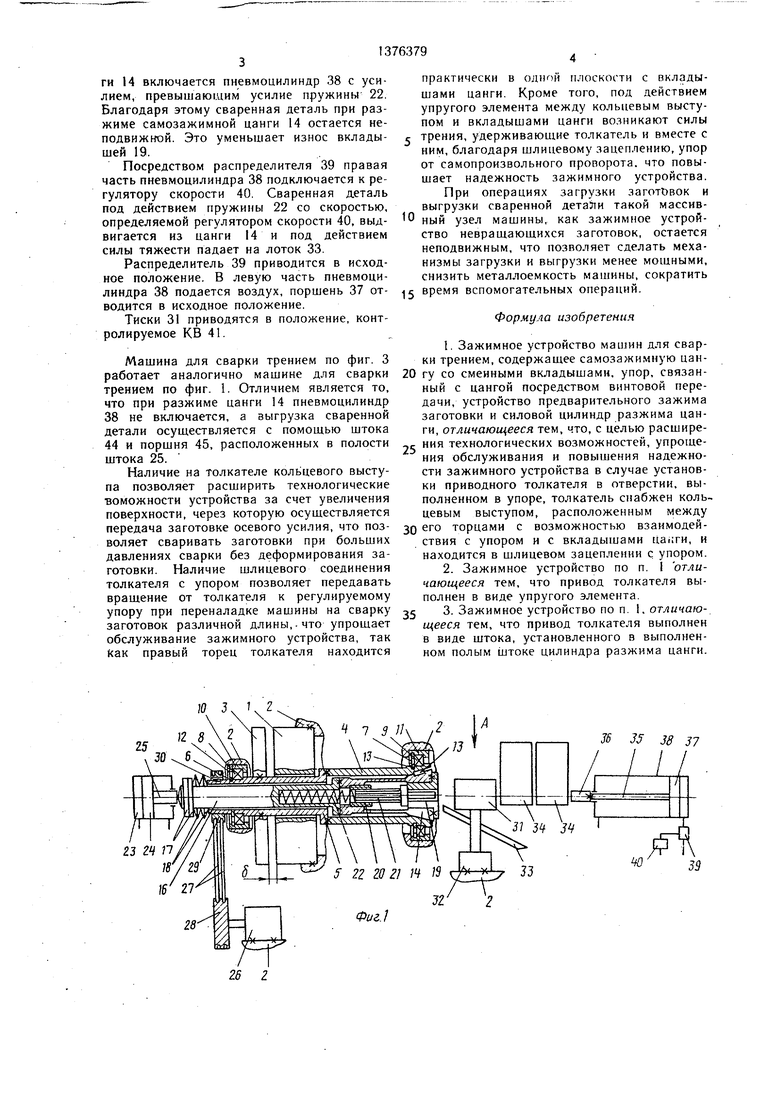
На фиг. 1 изображена машина, в которой привод толкателя выполнен в виде упругого элемента; на фиг, 2 - вид по стрелке А на фиг. I; на фиг. 3 - машина, в которой привод толкателя выполнен в виде штока силового цилиндра.
Машина содержит электромагнитное устройство для создания осевого давления, сосг. тояш,ее из электромагнита 1, установленного на станине 2, и якоря 3, жестко связанного с конусной втулкой 4 посредством полого шпинделя 5. На конусной втулке 4 и полом шпинделе 5 при помощи стопорных колец б и 7 установлены подшипники 8 и 9, которые имеют возможность продольного перемещения относительно станины 2 вместе с корпусами 10 и 11, жестко закрепленными на подшипниках 8-и 9 с помощью стопорных колец 12 и 13.
Конусная втулка 4 сопрягается внутренней конусной поверхностью с наружной конусной поверхностью самозажимной цанги 14, которая соединена с конусной втулкой 4 при помощи щпонки 15. Самозажимная цанга 14 жестко связана с валом 16, на винтовой поверхности которого расположены гайки 17. Между гайками 17 и торцом полого шпинделя 5 расположены тарельчатые пружины 18, которые осуществляют предварительный зажим заготовок.
Цанга 14 снабжена сменными вкладышами 19 для зажима заготовок различного диаметра и посредством винтовой передачи связана с регулируемым упором 20, который находится в шлицевом зацеплении с толкателем 21, имеющим кольцевой выступ. Толкатель 21 контактирует торцом с пружиной 22, установленной в выполненной в валу 16 полости, а кольцевым выступом - со сменными вкладышами 19 или упором 20. Привод разжима самозажимной цанги 14 установлен соосно валу 16 и состоит из пневмоцилиндра 23, поршня 24 и штока 25. Полый шпиндель 5 связан с приводом вращения 26 посредством передачи, состоящей из ремней 27 и шкива 28 или шкива 29 и шпонки 30 (фиг. 3).
Машина также содержит тиски 31, связанные с приводом 32, лоток 33, питатели
34с заготовками, привод подачи заготовок на позицию сварки, состоящий из штока
35со сменным наконечником 36, поршня 37, пневмоцилиндра 38, снабженного распределителем 39 и регулятором скорости 40.
Для фиксации положения тисков 31 . на ствнине 2 установлены конечные выключатели (KB) 41 и 42, которые срабатывают при воздействии на них планки 43, жестко закрепленной на тисках 31.
Машина, изображенная на фиг. 3, вместо пружины 22 (фиг. 2) содержит шток 44,
связанный с поршнем 45, который расположен в полости штока 25.
Машина для сварки трением работает следующим образом.
В начальный момент времени в левую полость пневмоцилкндра 23 подается воздух, под действием которого поршень 24 и шток 25 сжимают тарельчатые пружины 18. При этом самозажимная цанга 14 разжимается, а якорь 3 упирается в электромагнит 1.
Зазор между тисками 31 на 0,1-2 мм превышает диаметр свариваемых заготовок. Это положение тисков 31 фиксируется KB 41. В правую полость пневмоцилиндра 38 подается воздух, под действием которого поршень 37, шток 35 и наконечник 36 вытал0 кивают свариваемые заготовки из питателей 34, перемещают их сквозь тиски 31, и после касания заготовками толкателя 21 перемещают толкатель 21 до упора кольцевым выступом в регулируемый упор 20, сжимая
5 при этом пружину 22.
Выключается пневмоцилиндр 23, освободившиеся тарельчатые пружины 18 осуществляют предварительный зажим вращающейся заготовки, а якорь 3 вместе .с полым шпинделем 5, конусной втулкой 4 под дейQ ствием пневмоцилиндра 38 отводится в исходное перед сваркой положение до упора корпусом 11 подшипника 9 в станину 2. При этом . воздушный зазор б между якорем 3 и электромагнитом 1 принимает заданное значение, несколько большее суммарного укоро5 чения заготовок при сварке.
Включается привод 32 и тиски 31 зажимают неподвижную невращающуюся деталь и наконечник 36, который применяется при сварке коротких заготовок. Диаметр и материал наконечника 36 соответствует диаметру
0 и материалу свариваемых заготовок. Наконечник 36 зажимается тисками 31 вместе с заготовкой и воспринимает часть осевого усилия при сварке.
Пневмоцилиндр 38 выключается. Вклюс чается привод вращения 26, который разгоняет якорь 3 и все связанные с ним детали до заданной скорости вращения. После этого привод вращения 26 выключается и включается электромагнит 1.
Происходит сварка заготовок, электро- ,
Q магнит 1 отключается.
Включается привод 32 и тиски 31 разводятся в положение, фиксируемое KB 42, при котором сваренная деталь может свободно упасть между тисками 31 на лоток 33. Включается пневмоцилиндр 23, поддейст5 вием которого якорь 3 перемещается и упирается в электромагнит 1, тарельчатые пружины 18 сжимаются, самозажимная цанга 14 разжимается. В момент разжатия цанги 14 включается пневмоцилиндр 38 с усилием, превышающим усилие пружины 22. Благодаря этому сваренная деталь при разжиме самозажимной цанги 14 остается неподвижной. Это уменьшает износ вкладышей 19.
Посредством распределителя 39 правая часть пневмоцилиндра 38 подключается к регулятору скорости 40. Сваренная деталь под действием пружины 22 со скоростью.
практически в одной плоскости с вкладышами цанги. Кроме того, под действием упругого элемента между кольцевым выступом и вкладышами цанги возникают силы трения, удерживающие толкатель и вместе с ним, благодаря шлицевому зацеплению, упор от самопроизвольного пропорота, что повышает надежность зажимного устройства. При операциях загрузки заготовок и выгрузки сваренной такой массивопределяемой регулятором скорости 40, выд- О ный узел машины, как зажимное устрой- вигается из цанги 14 и под действием ство неврашающихся заготовок, остается силы тяжести падает на лоток 33.неподвижным, что позволяет сделать мехаРаспределитель 39 приводится в исход- низмы загрузки и выгрузки менее мощными, нее положение. В левую часть пневмоци- снизить металлоемкость машины, сократить линдра 38 подается воздух, поршень 37 от- время вспомогательных операций, водится в исходное положение.
Тиски 31 приводятся в положение, конт-Формула изобретения
ролируемое KB 41.
штока 25.
Наличие на толкателе кольцевого выступа позволяет расширить технологические воможности устройства за счет увеличения поверхности, через которую осуществляется
передача заготовке осевого усилия, что поз- зо его торцами с возможностью взаимодейволяет сваривать заготовки при больших давлениях сварки без деформирования заготовки. Наличие шлицевого соединения толкателя с упором позволяет передавать вращение от толкателя к регулируемому упору при переналадке машины на сварку ,5 заготовок различной длины,, что упрощает обслуживание зажимного устройства, так Как правый торец толкателя находится
ствия с упором и с вкладышами Цаг;ги, и находится в шлицевом зацеплении с упором.
25
7 5 ;/ч 2 А
/J
практически в одной плоскости с вкладышами цанги. Кроме того, под действием упругого элемента между кольцевым выступом и вкладышами цанги возникают силы трения, удерживающие толкатель и вместе с ним, благодаря шлицевому зацеплению, упор от самопроизвольного пропорота, что повышает надежность зажимного устройства. При операциях загрузки заготовок и выгрузки сваренной такой массивный узел машины, как зажимное устрой- ство неврашающихся заготовок, остается неподвижным, что позволяет сделать мехаствия с упором и с вкладышами Цаг;ги, и находится в шлицевом зацеплении с упором.
А
/J
35 38 37
39
30
29
V
п
I
т
23 5 25 11 18
16
Фиг.З
15
,Уч чУ х У Л1133Ш.
1Н 20 21 19
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| И | |||
| Методика проектирования приспособлений.- Л.-М.: Госмаш- метиздат, 1933, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Сварка трением в автомобилестроении | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
