Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении и в металлургической промышленности для резки листового проката в холодном или полухолодном состояниях.
Применяются в прокатном производстве металлургической промышленности ножницы с верхним резом, как правило, с наклонным ножом. Нижний нож ножниц обычно установлен горизонтально. Угол наклона верхнего ножа выбирается в зависимости от механических (прочностных) свойств разрезаемого материала и его толщины с целью уменьшения металлоемкости станка и мощности привода. [Энциклопедический справочник, т.8, М., «Машгиз», 1949, стр.721, УДК621(03), М38].
К недостаткам ножниц с наклонными ножами относится изгиб наклонным ножом края листа при резании [Энциклопедический справочник, т.8, М., «Машгиз», 1948, стр. 721, стр. 968, УДК621(03), М38].
Изгиб края листа при резании приводит к увеличению отклонения от плоскостности. Качество выпускаемого проката регламентируется государственными стандартами, в том числе и по видам плоскостности.
В зависимости от отклонений от плоскостности на 1 м длины проката, поставляемого в листах, например ГОСТ 19903-74 «Сталь листовая горячекатаная», определяют нормы по видам плоскостности. Виды плоскостности определяют качество продукции и, следовательно, цену. При исследовании процесса резания наклонным ножом выявлено, что общее усилие, требующееся для резания листа наклонным ножом, слагается из двух основных величин: из собственного усилия резания, необходимого для преодоления сопротивления сдвигу одной части листа относительно другой, и усилия, затрачиваемого на изгиб листа, возникающего при резании наклонным ножом.
Величина изгиба края отрезаемой части листа в начальный момент резания общеизвестна и зависит от угла наклона ножа, толщины листа, механических свойств материала отрезаемого листа.
Известно устройство к гильотинным ножницам для обрезки продольной кромки листов (авт. свид. СССР №137379, 6 В23В 15/06, опубликованное в «Бюллетене изобретений» №7 за 1961 г.).
Известное устройство выполнено в виде опускающегося упора, установленного сбоку ножниц по ходу подачи листов, под отрезаемой кромкой с целью обратного изгиба под действием наклонного ножа ножниц.
Использование известного устройства для поперечной резки листа невозможно, т.к. длина ножа ножниц для поперечной резки больше ширины разделяемого листа и конструкция известных ножниц с наклонным ножом не позволяет производить последовательную резку в поперечном направлении листов большой длины.
Кроме этого известно, что при поперечной резке проката механическими ножницами с верхним резом наклонным ножом во время резания листа одновременно подвергается резке не вся площадь поперечного сечения листа, а в каждый момент времени только его часть, которая при установившемся процессе резания представляется треугольником [Энциклопедический справочник, т.8, М., «Машгиз», 1949, стр. 969, УДК621(03), М38].
В процессе поперечного реза листа длина реза растет, а оставшаяся неотрезанная часть листа уменьшается. Изгиб краев(кромок) листа при резании наклонным ножом направлен в сторону продольной оси отрезаемой части листа.
Предлагаемым изобретением решается задача улучшения качества реза отрезаемой части разделяемого листа при резке.
Улучшение качества реза достигается путем уменьшения изгиба края листа в конечный момент резания (в конце процесса реза) листа.
Для получения такого технического результата в предлагаемом способе улучшения качества реза листового материала, преимущественно длинномерного, ножницами с верхним наклонным ножом отрезаемую часть разделяемого листа при резке принудительно деформируют в области максимального статического прогиба в пределах упругости материала листа навстречу рабочему движению наклонного ножа. Деформируют в пределах упругости материала отрезаемой части разделяемого листа пропорционально длине реза на величину не менее статического прогиба центра тяжести отрезаемой части листа под действием собственной массы посредством выдвижных, регулируемых по высоте упоров с вращающимися роликами.
Отличительные признаки предлагаемого способа заключаются в принудительной деформации в области максимального статического прогиба отрезаемой части разделяемого листа навстречу рабочему движению наклонного ножа с учетом хода наклонного ножа в плоскости расположения упоров на величину не менее статического прогиба центра тяжести отрезаемой части разделяемого листа.
Это позволяет уменьшить изгиб края отрезаемой части листа в конечный момент резания (в конце реза).
При отработке заявляемого способа установлено, что изгиб края отрезаемой части листа в начальный момент резания наклонным ножом общеизвестен и слагается из двух основных величин: собственного усилия резания и усилия, затрачиваемого на изгиб листа, возникающего при резании наклонным ножом [Энциклопедический справочник, т.8, М., «Машгиз», 1949, стр. 969, УДК621(03), М38].
Величина изгиба края отрезаемой части разделяемого листа в конце реза (в конечный момент резания), в особенности при резке листов толщиной более 16 мм - 20 мм и длиной более 1500 мм - 2000 мм, начинает существенно превышать по абсолютной величине изгиб края отрезаемой части разделяемого листа в начале реза (в начальный момент резания).
Установлено, что в конце реза к общеизвестному усилию, затрачиваемому на изгиб листа, возникающему при резании наклонным ножом, добавляются силы, деформирующие неотрезанную часть отрезаемого листа, от собственной массы отрезаемой части листа.
В процессе поперечного реза листа длина реза растет, а оставшаяся неотрезанной часть поперечного сечения листа уменьшается. До реза вся масса отрезаемой части листа, как балки со свободно опертыми краями, равномерно распределена по площади поперечного сечения в плоскости опор (с одной стороны на нижнем ноже ножниц, а с другой - на приемном ролике прокатного стана или падающего стола).
В процессе реза площадь поперечного сечения неотрезанной части в плоскости реза листа уменьшается, следовательно, деформационные усилия по времени реза на оставшуюся недорезанную часть листа постоянно возрастают.
Наступает по времени момент, когда скорость деформации изгиба от собственной массы листа превышает по величине деформацию от сил резания. Величина изгиба края листа в этом случае существенно превышает величину изгиба края листа в начальный момент реза листа.
В отличие от известного устройства по авторскому свидетельству СССР №137379 предлагаемым способом принудительной деформацией в области максимального статического прогиба отрезаемой части разделяемого листа навстречу рабочему движению наклонного ножа с учетом хода последнего на величину не менее статического прогиба центра тяжести исключается составляющая остаточного деформационного изгиба края листа от собственной массы отрезаемой части разделяемого листа.
Для достижения названного технического результата предлагается устройство, которое, как и наиболее близкое к нему известное по авторскому свидетельству СССР №137379, содержит выдвижные упоры с вращающимися вокруг собственных осей роликами.
В отличие от известного выдвижные упоры предлагаемого устройства смонтированы на раме опускающегося стола ножниц для поперечной резки проката в листопрокатном цехе между цепями многорядного цепного конвейера в виде рычагов, не менее двух, кинематически связанных шарнирно посредством регулируемых по длине звеньев с силовой балкой, закрепленной на фундаменте ножниц.
Упоры снабжены роликами с возможностью вращения вокруг собственных осей, каждый в горизонтальном (в направлении движении проката) направлении в области максимального статического прогиба отрезаемой части разделяемого листа, т.е. на расстоянии от режущей кромки нижнего ножа ножниц не более половины длины отрезаемой части листа. В плоскости поворота рычагов каждый вращающийся ролик установлен выше режущей кромки наклонного ножа ножниц при нижнем положении рабочего хода последнего и при опущенном столе на величину не менее статического прогиба центра тяжести отрезаемой части листа под действием собственной массы.
Описанная предлагаемая конструкция апробирована в листопрокатном цехе №1 ОАО «АМЕТ». Установка выдвижных упоров на раме опускающегося стола в области максимального статического прогиба отрезаемой части листа, а не под отрезаемой кромкой, как в прототипе по авт. свидет. СССР №137379, и принудительная деформация отрезаемой части листа навстречу рабочему движению наклонного ножа позволили существенно уменьшить изгиб края листа (кромки) при резании. Действительные отклонения от плоскостности до внедрения предлагаемого устройства соответствовали нормальному виду плоскостности по ГОСТ 19903-74 «Сталь листовая горячекатаная», а после внедрения заявляемого устройства - высокому виду плоскостности по ГОСТ 19903-74.
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
на фиг.1 - схема устройства для осуществления предложенного способа, вид сверху;
на фиг.2 - опускающийся стол, вид по сечению А-А на фиг.1.
Предлагаемый способ осуществляют в следующей последовательности.
Исходя из геометрических размеров отрезаемой части разделяемого листа (толщина, ширина и длина) и механических характеристик (плотность и модуль упругости) определяют по общеизвестным формулам сопротивления материалов расчетом величины статического прогиба центра тяжести отрезаемой части листа, как свободно опертой балки. Практически, без проведения расчетов, эту величину можно получить измерением стрелы прогиба в центре тяжести листа перед началом реза.
Далее, определяют расчетом положение режущей кромки верхнего наклонного ножа ножниц в плоскости расположения каждого выдвижного регулируемого упора при нижнем положении рабочего хода верхнего наклонного ножа относительно режущей кромки нижнего ножа ножниц. Практически, без проведения расчетов, эти величины можно получить измерением расстояний от режущей кромки нижнего ножа до положения режущей кромки верхнего наклонного ножа в крайнем нижнем положении рабочего хода (в конце рабочего хода). Измерения эти необходимо производить в плоскостях движения выдвижных упоров.
Имея эти данные, выдвигают каждый упор в вертикальном направлении, увеличивая длину соответствующего звена, связывающего рычаг упора с силовой балкой, закрепленной на фундаменте ножниц таким образом, чтобы цилиндрическая поверхность ролика, установленного на рычаге, была выше расчетного положения режущей кромки верхнего наклонного ножа ножниц при крайнем нижнем положении рабочего хода на расчетную величину статического прогиба центра тяжести отрезаемой части листа.
При резке листа заявляемым способом происходит принудительная деформация материала листа навстречу рабочему движению наклонного ножа в пределах упругости материала разделяемого листа и исключается составляющая остаточной деформации края листа в конце реза под действием собственной массы отрезаемой части листа и, как следствие, существенно уменьшается абсолютная величина деформационного остаточного изгиба края листа в процессе реза, в особенности, в конце рабочего хода ножа. Предлагаемый способ более точен, чем известный по авторскому свидетельству СССР №137379, 6 B23D 15/06, т.к. во время реза при рабочем движении верхнего наклонного ножа лист под его действием не получает обратный остаточный деформационный противоизгиб, ухудшающий качество реза.
Пример.
Необходимо произвести резку холодного стального проката толщиной 0,030 м, шириной 2,0 м на листы длиной 4,0 мм на ножницах 1 с верхним наклонным ножом 2 (фиг.1 и фиг.2).
Определяем величину статического прогиба центра тяжести Р отрезаемой части как свободно опертой балки согласно фиг.3.
Для листа заданных геометрических размеров и материала эта величина (статический прогиб под действием собственной массы) равна 0,157 м.
Величину статического прогиба можно рассчитать по общеизвестным формулам сопротивления материалов.
Включив привод верхнего ножа, опускаем верхний наклонный нож 2 в крайнее нижнее положение.
Отмечаем положение режущей кромки верхнего наклонного ножа 2 (точки К, Л, М) на торце нижнего ножа 3 в плоскости поворота упоров 4 (см. фиг.4 - фиг.6).
Выдвигаем каждый упор 4 в вертикальном направлении (вверх) на определенную ранее величину Р статического прогиба (фиг.3) для листа заданных геометрических размеров и материала, т.е. на 0,157 м выше соответствующих точек К, Л, М (фиг.4 - фиг.6) при опущенном положении опускающегося стола 5 без учета жесткости упоров 4.
С учетом жесткости упоров 4 величина их выдвижения в вертикальном направлении превышает величину Р статического прогиба на величину податливости упоров 4 по действием массы отрезаемой части листа. Выдвижение упоров 4 с учетом податливости упоров приводит к дополнительному уменьшению величины изгиба края отрезаемой части листа при резании.
При резке листа опускающийся стол 5 занимает положение, изображенное на фиг.4 - фиг.6. Упоры 4 должны быть размещены относительно режущей кромки ножа 3 в горизонтальном направлении в области максимального статического прогиба, в данном случае на расстоянии не более половины длины отрезаемой части листа, т.е. на расстоянии меньше 2,0 м.
Подаем отрезаемую часть проката на опускающийся стол 5 на необходимую величину, в данном случае на 4,0 м относительно режущей кромки нижнего ножа 3 в заданном направлении и производим резку.
В процессе реза отрезаемая часть разделяемого листа принудительно деформируется упорами 4 в пределах упругости материала, без остаточной деформации, навстречу рабочему движению наклонного ножа 2, в результате исключается остаточная деформация (изгиб) края листа под действием собственной массы отрезаемой части разделяемого листа. Качество реза резко возрастает.
Предлагаемое устройство для улучшения качества реза листового материала ножницами 1 с верхним наклонным ножом 2 (фиг.1 и фиг.2) и нижним горизонтальным прямым ножом 3 содержит упоры 4 в виде поворотных рычагов, смонтированные на раме опускающегося во время резания стола 5 с рычажной системой обезвешивания 6 собственной массы.
Опускающийся стол 5 ножниц 1 с верхним наклонным ножом 2 имеет электропривод подъема и опускания, кинематически связанный с приводом ножа 2 ножниц 1, многорядный цепной конвейер 7 для удаления из зоны резания отрезанной части листа. На раме опускающегося стола 5 между цепями многорядного конвейера 7 смонтированы шарнирно упоры 4 в виде рычагов.
Рычаги упоров 4 кинематически связаны шарнирно посредством звеньев 8, регулируемых по длине, с силовой балкой 9, закрепленной на фундаменте 10 ножниц 1.
Упоры 4 снабжены роликами 11 с возможностью вращения вокруг собственных осей.
Упоры 4 смонтированы относительно режущей кромки ножей 2 и 3 ножниц 1 на расстоянии не более половины длины отрезаемого листа (фиг.4 - фиг.6).
В вертикальной плоскости (в плоскости поворота рычагов упоров 4) ролики 11 каждого упора 4 установлены таким образом, чтобы цилиндрические образующие роликов 11, соприкасающиеся с поверхностью отрезаемого листа, находились выше режущей кромки верхнего наклонного ножа 2 в крайнем нижнем положении рабочего хода последнего на величину статического прогиба центра тяжести отрезаемой части листа под действием собственной массы при опущенном положении стола 5 (фиг.4 - фиг.6).
Регулировка положения роликов 11 упоров 4 относительно режущей кромки верхнего ножа 2 в этом случае производится изменением длины звеньев 8 на необходимую величину.
На фиг.4 - фиг.6 показаны положения роликов 11 упоров 4 относительно режущей кромки верхнего наклонного ножа 2 при опущенном столе 5.
На фиг.2 показаны ролики 11 упоров 4 относительно опускающегося стола 5 в исходном (горизонтальном) положении последнего.
Устройство работает следующим образом.
Подвергаемый резке лист подается между ножами 2 и 3 ножниц 1 на опускающийся стол 5 для резки (фиг.2).
При резке отрезаемой части листа опускающийся стол 5 и выдвижные упоры 4 в виде рычагов с роликами 11 занимают положение, изображенное на фиг.4 - фиг.6.
После отрезки листа привод подъема стола возвращает стол 5 в горизонтальное положение (фиг.2). Цепной многорядный конвейер 6 удаляет отрезанную часть листа из зоны резания.
Далее цикл резки повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки листового проката | 1983 |
|
SU1074669A1 |
| Установка для подачи к ножницам, сортировки и удаления заготовок | 1985 |
|
SU1465196A1 |
| СПОСОБ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1981 |
|
SU1039101A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1996 |
|
RU2096139C1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К НОЖНИЦАМ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2093319C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1988 |
|
SU1656785A1 |
| Устройство к ножницам для поддержки разрезаемого листового материала | 1979 |
|
SU969472A1 |
| ЛИСТОВЫЕ НОЖНИЦЫ С УСТРОЙСТВОМ ОТОБРАЖЕНИЯ ЛИНИИ РЕЗА | 2007 |
|
RU2371286C2 |
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
Изобретения относятся к обработке металлов давлением и могут быть использованы в машиностроении для резки проката в холодном и полухолодном состояниях. При резке отрезаемую часть разделяемого листа принудительно деформируют в области максимального статического прогиба центра тяжести отрезаемой части листа навстречу рабочему движению наклонного ножа ножниц в пределах упругости материала разделяемого листа пропорционально длине реза на величину не менее статического прогиба центра тяжести отрезаемой части листа под действием собственной массы с использованием выдвижных регулируемых по высоте упоров. Устройство выполнено на раме опускающегося стола ножниц в виде рычагов-упоров, связанных шарнирно посредством регулируемых по длине звеньев с силовой балкой, закрепленной на фундаменте ножниц. Упоры в горизонтальной плоскости установлены в области максимального статического прогиба отрезаемой части листа на расстоянии от режущей кромки ножниц не более половины длины отрезаемой части листа, а в вертикальной плоскости - выше режущей кромки наклонного ножа ножниц при нижнем положении рабочего хода последнего и при опущенном столе на величину не менее статического прогиба центра тяжести отрезаемой части листа под действием собственной массы. Улучшается качество реза отрезаемой части разделяемого листа при резке. 2 н.п. ф-лы, 6 ил.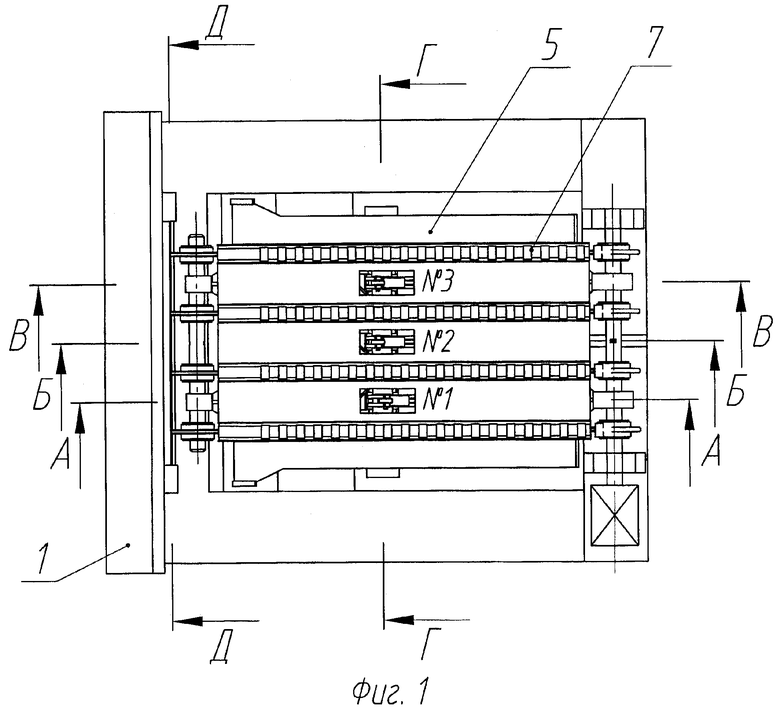
1. Способ резки длинномерного листового материала ножницами с верхним наклонным ножом, отличающийся тем, что в процессе резки отрезаемую часть листового материала принудительно деформируют в области его максимального статического прогиба навстречу рабочему движению верхнего наклонного ножа в пределах упругости листового материала пропорционально длине реза на величину не менее статического прогиба центра тяжести отрезаемой части листового материала под действием собственной массы, при этом деформацию осуществляют посредством выдвижных регулируемых по высоте упоров с вращающимися роликами с учетом величины рабочего хода верхнего наклонного ножа в плоскости расположения этих упоров.
2. Устройство для резки длинномерного листового материала ножницами с верхним наклонным ножом, содержащее фундамент, установленный на нем нижний нож ножниц, привод верхнего наклонного ножа, стол с приводом подъема и опускания во время резания и с рычажной системой обезвешивания собственной массы, кинематически связанный с приводом верхнего наклонного ножа, и цепной многорядный конвейер для удаления из зоны резания отрезанной части листового материала, отличающееся тем, что оно снабжено по меньшей мере двумя упорами в виде рычагов, шарнирно смонтированных на раме стола между цепями многорядного конвейера и шарнирно связанных посредством регулируемых по длине звеньев с силовой балкой, закрепленной на фундаменте, при этом на свободных концах рычагов с возможностью вращения вокруг собственных осей установлены ролики из условия расположения каждого из них в горизонтальной плоскости на расстоянии от режущей кромки ножниц, не превышающем половину длины отрезаемой части листового материала, а в плоскости поворота рычагов - выше режущей кромки верхнего наклонного ножа ножниц в крайнем нижнем его положении на величину не менее статического прогиба центра тяжести отрезаемой части листового материала под действием собственной массы при опущенном положении стола.
| Устройство к гильотинным ножницам | 1960 |
|
SU137379A1 |
| Устройство для поддержки листа при резке на ножницах | 1990 |
|
SU1731480A2 |
| Устройство для резки листового материала | 1984 |
|
SU1256891A1 |
| Ножницы для резки листового материала | 1987 |
|
SU1524970A1 |
| НОЖНИЦЫ для РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU389894A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА | 1996 |
|
RU2100150C1 |

