Изобретение относится к прокатному производству, в частности к средствам для разделения проката на мерные длины.
Цепь изобретения - повышение стойкости режущего проката инструмента - обеспечивается созданием перепада температур по сечению проката в плоскости разреза, что является предпосылкой оптимальной работы инструмента и условием максимальной его стойкости.
На фиг.1 показана линия резки сортового проката в плане; на фиг.2 - зона разреза проката с механизмом его зажима; на фиг .3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на 4ИГ.5 - разрез В-В нафйг.З
Линия резки сортового проката состоит из рольганга с подводящими 1 и отводящими 2 ручьями, дисковой пилы 3, установленной между ручьями 1 и 2, подвижного упора 4 .и левого 5 и правого 6 силовых цилиндров, обеспечивающих прижим проката 7 к бортам 8 и 9 рольганга при его разрезании на мерные дпины. Оппозитно смовым цилиндрам 5 и 6 на бортах 8 и 9 установлены губки-электроды 10 в обоймах И, которые к бортам прикреплены с помощью болтов через изолирующие пластины 12 (фиг.2). Силовые цилиндры 5 и 6 имеют штоки 13, снабженные буферами 14, на которые также через изолирующие пластины 12 с помощью болтов крепятся обоймы 11, а в последних установлены губки-электроды 10. Все обоймы, губки-электроды взаимозаменяемы и выполнены из чистой электротехнической меди.
К каждой из четырех обойм 11 подводится вторичное напряжение 12 В от трансформатора 15. Для этого обоймы 11 с трансформатором 15 соединены с помощью гибких шин 16 и 17. Каждая из обойм имеет водоохлаждаю- щие каналы 18 (фиг.5), к которым через ниппели 19 присоединены гибкие рукава. Охлаждение осуществляется проточной водой.
Губки-электроды 10 имеют Т-образную форму, а обоймы 11 - Т-образный паз (фнг.2), причем губки-электроды 10 выполнены в ,виде клина с углом (3-5), как показано на фиг.З, что позволяет надежно создавать электрический контакт между обоймой и губкой-электродом 10 и обеспечивает
5
0
5
0
5
0
5
0
5
быструю замену. Борт 8 подводящего ручья 1 рольганга снабжен отбонт - ком 20 (фиг.1), укрепленным на оси 21. Свободный конец отбойника 20 снабжен консольной балкой 22 (фиг.З и 4) через шарнир 23 с фигурной тягой 24, пропущенной через отверстия в консоли 23, которая крепится неподвижно на буфере 14. Тяга 24 на конце имеет гайку и контргайку 26. Консоль 25 проходит в опорной балке 27, снабженной направляющим пазом 28, что предотвращает проворот штока 13 гидроцилиндра 6 и снимает консольную нагрузку с него во время резания (когда прокат 7 прижат к неподвиж й1М губкам-электродам 10), так как буфер 14 опирается на балку. Левый цилиндр 5 также снабжен опорной балкой 27 с пазом 28, в котором проходит направляющая буфера 14, а сам он опирается на балку.
Линия резки сортового проката работает следующим образом. Прокат 7 подается по подводящему ручью 1 рольганга, затем по отводящему 2 до упора 4 и останавливается (между упором и пилой расстояние соответствует заданной мерной длине). За- тем с помощью силовых цилиндров 5 и 6 прокат перемещается к неподвижному борту 8 и 9 и зажимается между губками-электродами 10. При перемещении проката (фиг.З) консоль 25 упирается в квадратный выступ тяги 24 и перемещает отбойник 10 за поле рольганга, т.е. отбойник не касается проката, затем при достижении определенного усилия зажатия автоматически включается трансформатор 15 и на губки-электроды 10 подается по гибким шинам ток. При прохождении тока по прокату участок проката в
зоне резания интенсивно нагревается
I
(прежде всего в месте соприкосновения губок-электродов 10 с прокатом) так как сопротивление электрическому току наибольшее, что создает необходимый градиент температур по сечению проката. После нагрева (температура которого контролируется пирометром) в автоматическом режиме (или ручном)- трансформатор выключается, а вращающийся диск пилы 3 подается на рез, перерезает прокат и возвращается в исходное положение. Силовые цилиндры освобождают прокат и он по рольгангу перемещается дальше за упор.
а новый подается опять до упора. Цикл повторяется, при разжатии проката подвижные губки-электрода, размещенные на штоках силовых цилиндров 5 и 6, выводятся с поля рольганга за борт (фиг.2), при этом консоль 25 упирается в гайки 26 и выводит :Тягой 24 через консоль 22 отбойник 20, который выступает над неподвижными губками-электродами 10 (фиг.З и I), тем самым предохраняет их от удара прокатом. При нагреве проката автоматически включается и выключается после нагрева подача воды для охлаждения обойм I1 и самцх губок- электродов О.
4742
Формула изобретения
Линия резки сортовог о проката, содержащая станок для резки ,пр оката с режущим инструментом, рольганг, 5 механизм зажима проката, устройство его нагрева, о тличагощаяся тем, что, с целью повышения стойкости режущего инструмента за счет создания перепада температур по сечению проката , механизм зажима проката выполнен в виде двух пар неподвижных и подвижных губок электродов, установленных на рольганге по обе стороны от режущего инструмента с возможностью зажима проката и его местного контактного нагрева в зоне зажима.
fO
J5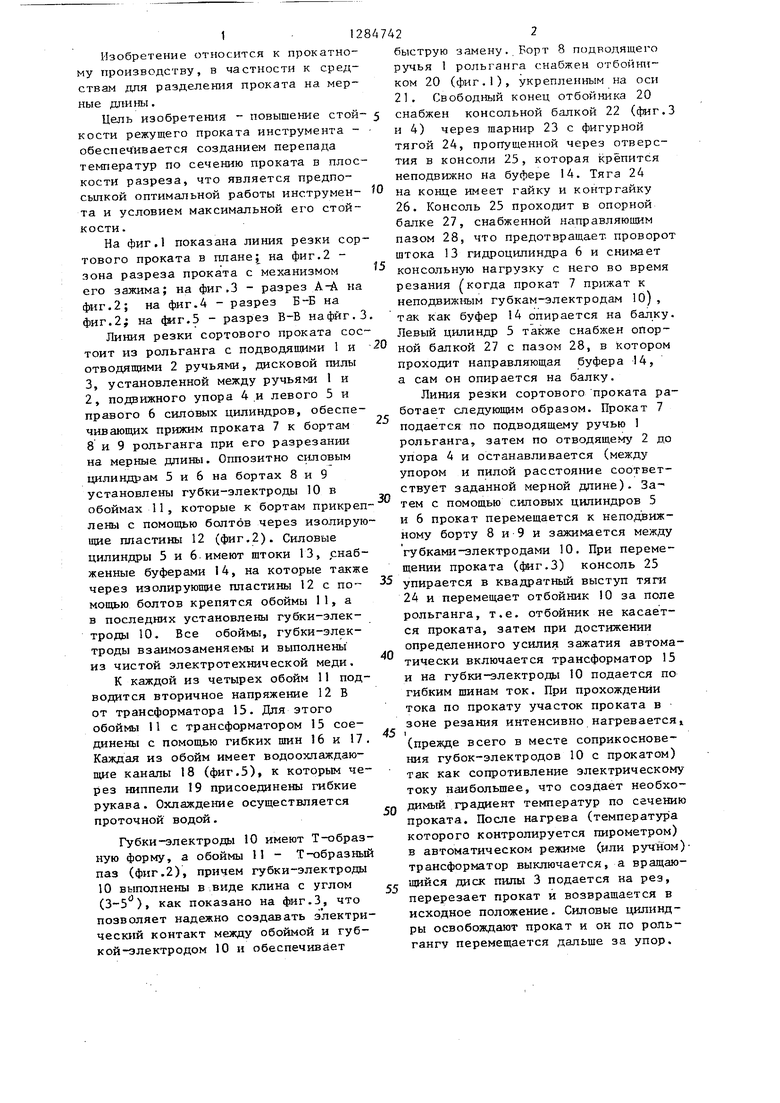

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для резки проката | 1982 |
|
SU1146150A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Устройство для удаления заготовок из зоны обработки | 1976 |
|
SU570434A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |

Изобретение относится к области прокатного производства, в Ч астности к средствам для разделения проката на мерные длины. Цель изобретения - повышение стойкости режущего инструмента (пилы 3) - обеспечивается созданием перепада температур по сечению проката в плоскости разряда. Механизм зажима проката выполнен заодно с устройством его нагрева в виде двух пар неподвижных и подвижных губок-электродов 10, установленных на подводящем 1 и отводящем 2 ручьях рольганга по обе стороны от пилы ,3 с возможностью .зажима проката и его местного контактного нагрева в зоне зажима за счет прохожде- НИН электрического тока через сечение проката. 5 ил. . W /ff 1чЭ 00 4 
3 , ZV
ю
20
Фиг.2
Фиг.З
Б-Б
BzS
19
ФигЛ
Составитель А.Котов Редактор А.Ворович Техред Л.Сердюкова
Заказ 7501/14Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул- Прмг ктная, 4
Корректор М. Самборская
| Механизация и автоматизация производства, 1979, № 10, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
