I
Изобретение относится к механосборочному производству, в частности к сборочной оснастке для сборки и разборки прессовых соединений, например конверторного оборудования.
Известна гидрошайба преимущественно для запрессовки и распрессовки навесного привода конвертера, содержащая корпус, навинченный на коническую втулку привода конвертера, в котором размещены неподвижные поршни со ступицами, насаженными на цапфу конвертера 1. Поршни соединены между собой болтами и фиксируются на цапфе упорной гайкой. Между поршнями имеется кольцевая перегородка, выполненная совместно с корпусом.
Однако эта гидрошайба имеет значительный осевой габарит вследствие того, что равные по диаметру поршни соединены между собой соосно. По этой причине между смежными конвертерами увеличивается межосевое расстояние, а на опорный узел конвертера передается значительная радиальная нагрузка, так как центр тяжести гидрошайбы отстоит на значительном расстоянии от этого узла, обуславливая большой изгибаюш,ий момент. Кроме того, эта гидрошайба не может быть изготовлена для самых больших конвертеров, например емкостью 400 т, поскольку в этом случае радиальный габарит гидрошайбы становится настолько большим, что для поршней гидрошайбы, достигающих в диаметре до 2 м, невозможно применять стандартные уплотнения, что повышает стоимость изготовления гидрошайбы.
Известна гидрошайба для монтажа и демонтажа прессовых соединений втулки и цапфы конвертерного оборудования, содержащая цилиндрический корпус с расположенными по окружности с угловым шагом силовыми цилиндрами, поршни которых выполнены с опорными выступами 2. Масло под поршнем подается шестью насосами высокого давления.
Недостатком такой гидрошайбы является то, что на действующих конвертерах по условиям эксплуатации гидрошайбы зафиксированы на соответствующих цапфах и не являются переносными. Во время работы конвертера они используются для фиксации прессового соединения от самопроизвольной распрессовки, поскольку конвертерное оборудование воспринимает большие динамические нагрузки. Эта особенность является благоприятной для выполнения операции по запрессовке и распрессовке конвертерного оборудования с одной установки гидрошайбы. Однако известной гидрошайбой невозможно производить указанные операции ее переналадки, т. е. без перестановки гидрошайбы и опорной гайки. Если учесть, что диаметр такой гидрошайбы близкий к 1300 мм, а вес равен 3,3 т, то станет очевидной сложность ее использования и низкая производительность, так как перестановка гидрошайбы и опорной гайки производится с использованием кранового оборудования.
Например, переналадка известной гидрошайбы с операции запрессовки на операцию распрессовки требует 80 - 90 мин.
Цель изобретения - сокращение времени на переналадку и упрощение ее обслуживания, т. е. повышение производительности.
Поставленная цель достигается тем, что гидрошайба снабжена подпружиненными плунжерами со штоками, каждый из которых размещен в осевой полости, выполненной в каждом опорном выступе поршня, а также упорами для установки на торце демонтируемой цапфы по окружности с угловым шагом, соответствующим угловому шагу расположения поршней, и с возможностью взаимодействия их с выступами поршней.
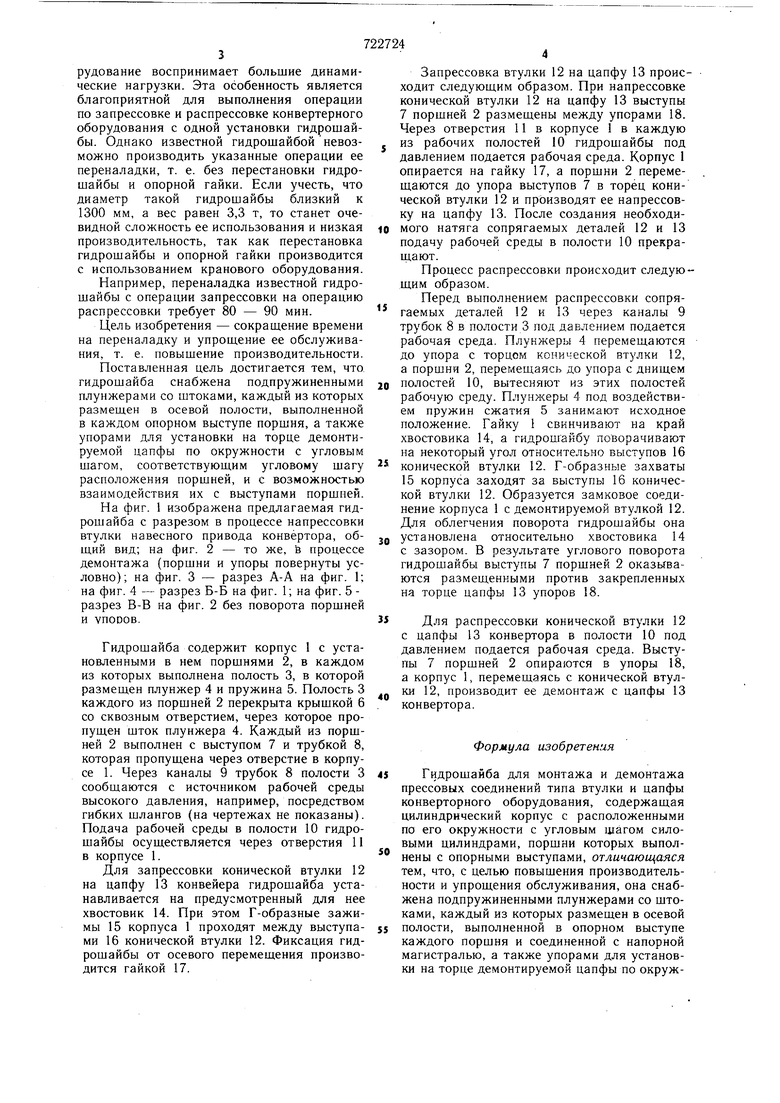
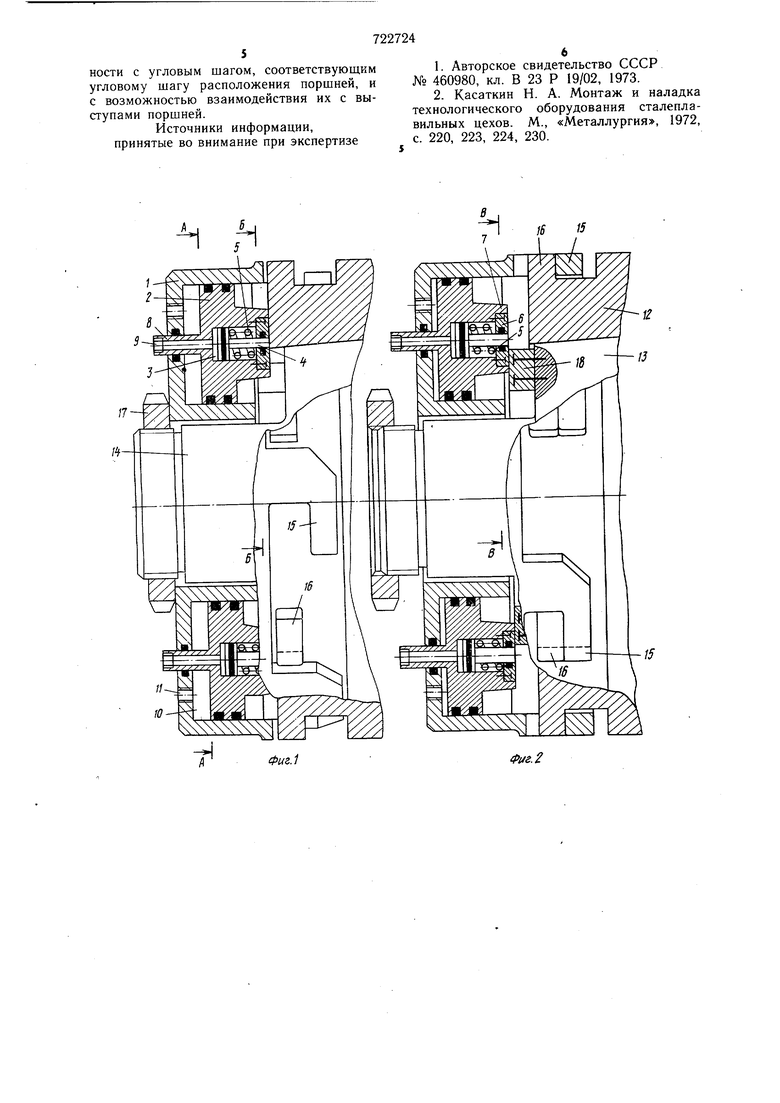
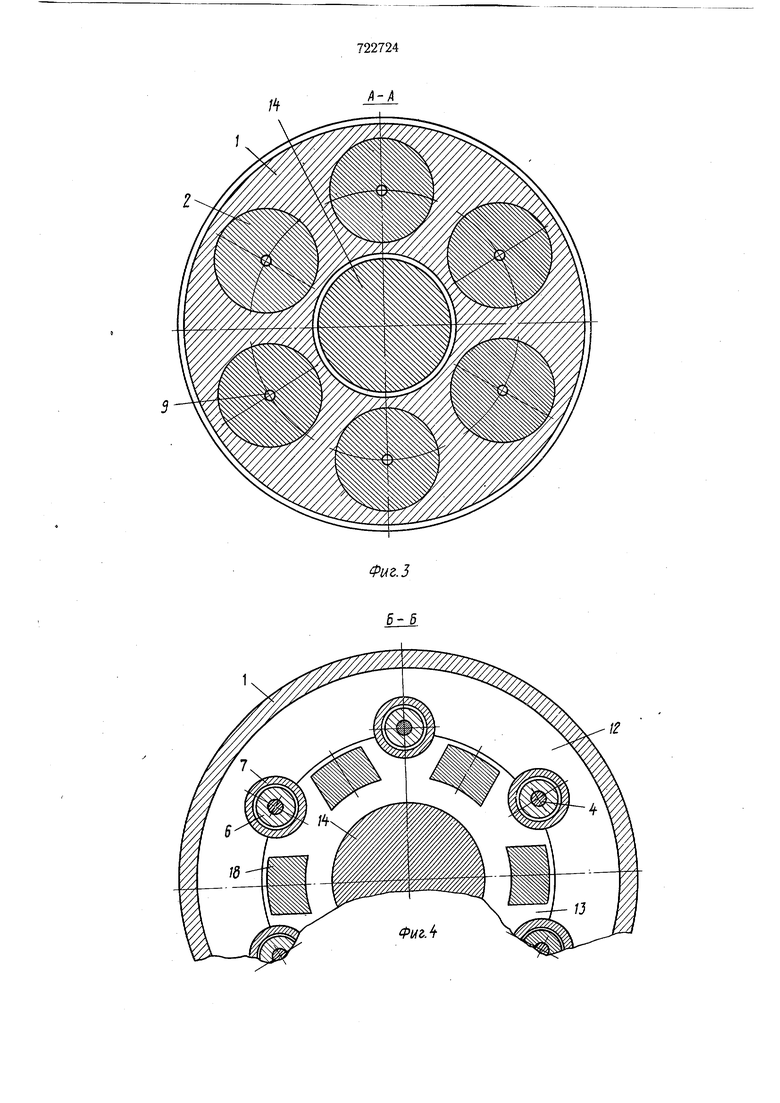
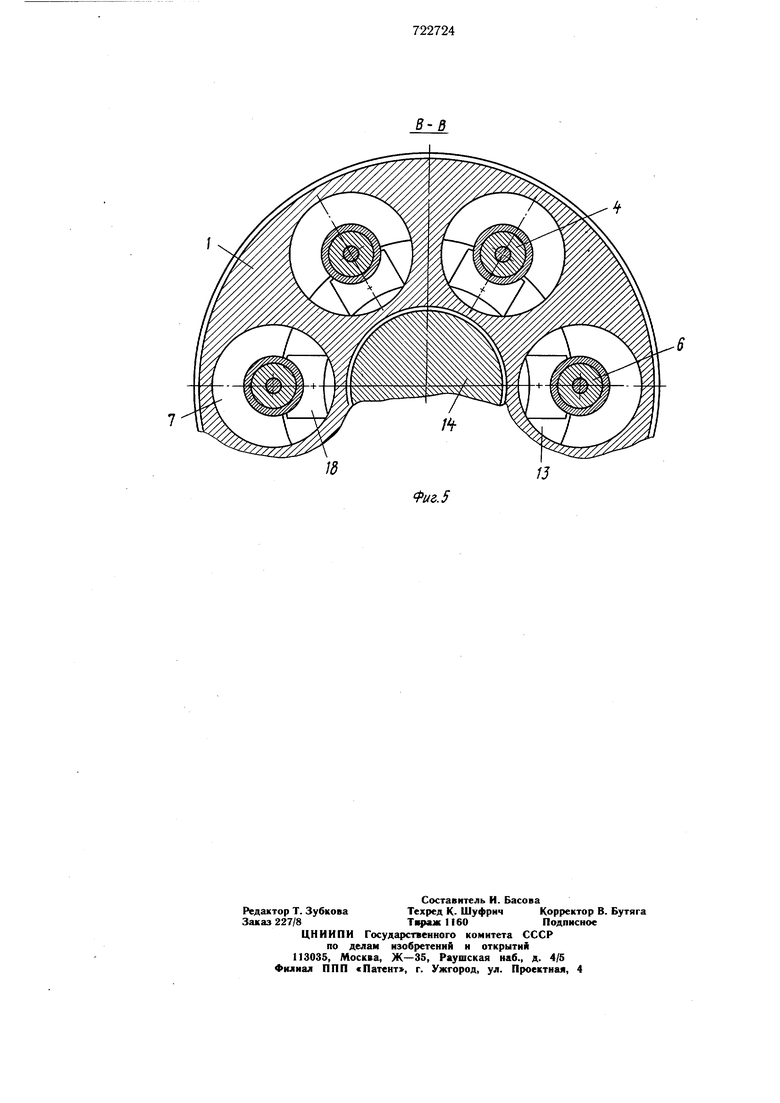
На фиг. 1 изображена предлагаемая гидрошайба с разрезом в процессе напрессовки втулки навесного привода конвертора, общий вид; на фиг. 2 - то же, в процессе демонтажа (поршни и упоры повернуты условно); на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 разрез В-В на фиг. 2 без поворота поршней и vnoDOB.
Гидрошайба содержит корпус 1 с установленными в нем поршнями 2, в каждом из которых выполнена полость 3, в которой размещен плунжер 4 и пружина 5. Полость 3 каждого из поршней 2 перекрыта крышкой б со сквозным отверстием, через которое пропущен шток плунжера 4. Каждый из поршней 2 выполнен с выступом 7 и трубкой 8, которая пропущена через отверстие в корпусе 1. Через каналы 9 трубок 8 полости 3 сообщаются с источником рабочей среды высокого давления, например, посредством гибких шлангов (на чертежах не показаны). Подача рабочей среды в полости 10 гидрощайбы осуществляется через отверстия 11 в корпусе 1.
Для запрессовки конической втулки 12 на цапфу 13 конвейера гидрошайба устанавливается на предусмотренный для нее хвостовик 14. При этом Г-образные зажимы 15 корпуса 1 проходят между выступами 16 конической втулки 12. Фиксация гидрошайбы от осевого перемещения производится гайкой 17.
Запрессовка втулки 12 на цапфу 13 происходит следующим образом. При напрессовке конической втулки 12 на цапфу 13 выступы 7 порщней 2 размещены между упорами 18. Через отверстия 11 в корпусе 1 в каждую
из рабочих полостей 10 гидрошайбы под давлением подается рабочая среда. Корпус 1 опирается на гайку 17, а поршни 2 перемещаются до упора выступов 7 в торец конической втулки 12 и производят ее напрессовку на цапфу 13. После создания необходимого натяга сопрягаемых деталей 12 и 13 подачу рабочей среды в полости 10 прекращают.
Процесс распрессовки происходит следующим образом.
Перед выполнением распрессовки сопрягаемых деталей 12 и 13 через каналы 9 трубок 8 в полости 3 под давлением подается рабочая среда. Плунжеры 4 перемещаются до упора с торцом конической втулки 12, а поршни 2, перемещаясь до упора с днищем
полостей 10, вытесняют из этих полостей рабочую среду. Плунжеры 4 под воздействием пружин сжатия 5 занимают исходное положение. Гайку 1 свинчивают на край хвостовика 14, а гидрошайбу поворачивают на некоторый угол относительно выступов 16
конической втулки 12. Г-образные захваты 15 корпуса заходят за выступы 16 конической втулки 12. Образуется замковое соединение корпуса 1 с демонтируемой втулкой 12. Для облегчения поворота гидрошайбы она
установлена относительно хвостовика 14 с зазором. В результате углового поворота гидрошайбы выступы 7 порщней 2 оказываются размещенными против закрепленных на торце цапфы 13 упоров 18.
Для распрессовки конической втулки 12 с цапфы 13 конвертора в полости 10 под давлением подается рабочая среда. Выступы 7 поршней 2 опираются в упоры 18, а корпус 1, перемещаясь с конической втулки 12, производит ее демонтаж с цапфы 13 конвертора.
Формула изобретения
Гидрошайба для монтажа и демонтажа прессовых соединений типа втулки и цапфы конверторного оборудования, содержащая цилиндрический корпус с расположенными по его окружности с угловым шагом силовыми цилиндрами, поршни которых выполнены с опорными выступами, отличающаяся тем, что, с целью повышения производительности и упрощения обслуживания, она снабжена подпружиненными плунжерами со штоками, каждый из которых размещен в осевой
полости, выполненной в опорном выступе каждого поршня и соединенной с напорной магистралью, а также упорами для установки на торце демонтируемой цапфы по окружности с угловым шагом, соответствующим угловому шагу расположения поршней, и с возможностью взаимодействия их с выступами поршней.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 460980, кл. В 23 Р 19/02, 1973.
2.Касаткин Н. А. Монтаж и наладка технологического оборудования сталеплавильных цехов. М., «Металлургия, 1972, с. 220, 223, 224, 230.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрошайба | 1979 |
|
SU782980A1 |
| Гидрошайба для монтажа конвертерного оборудования | 1976 |
|
SU581149A1 |
| Механизм поворота конвертора | 1979 |
|
SU825649A1 |
| Гидрошайба | 1975 |
|
SU539735A1 |
| Гидрошайба для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1136924A1 |
| Гидрошайба | 1980 |
|
SU929386A2 |
| Гидрошайба | 1973 |
|
SU460980A1 |
| Гидравлическое устройство для монтажа прессовых соединений | 1979 |
|
SU782981A1 |
| Механизм поворота конвертера | 1967 |
|
SU267655A1 |
| КОНЦЕВАЯ ГАЙКА | 1996 |
|
RU2109993C1 |
-Н ,-Н
Фцг.З 5-5
/f
