1
Изобретение относится к -области механосборочного произвбдства, в частности к сборочной оснастке для монтажа крупногабаритных прессовых соединений, навесных приводов конверторов.
Известно гидравлическое устройство для монтажа п&е гсовых соедине-. НИИ, содержащее смонтированные в корпусе равномерно по окружности силовые цилиндры с опорными штоками р..
Однако известное гидравлическое устройство не обеспечивает монтажа крупногабаритных прессовых соединений. .
Целью изобретения является расширение технологических возможностей за йче обеспечения монтажа де талей узлов различных типораз1мёров и повышения производительности.
Указанная цель достигается за счет того, что в корпусе гидравлического уст)0йства для монтажа прессоBfcw соединений, содержащем смонти- рованные в корпусе равномерно по окружности силовые цилиндрй с опорными штоками, равномерно по окружности выполнены радиальные пазы, а силовые цилиндры установлены в этих пазах с возможностью перемещения.
при этом силовые цилиндры имеют фиксаторы своего положения и захваты для демонтажа деталей.,
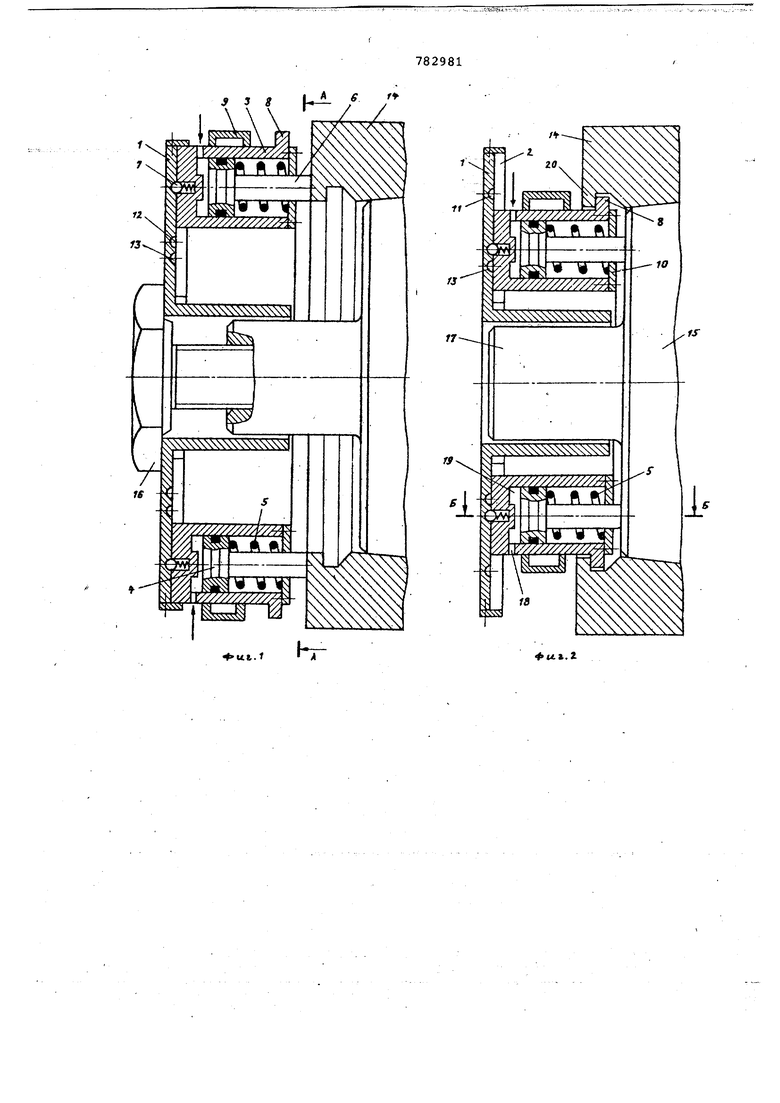
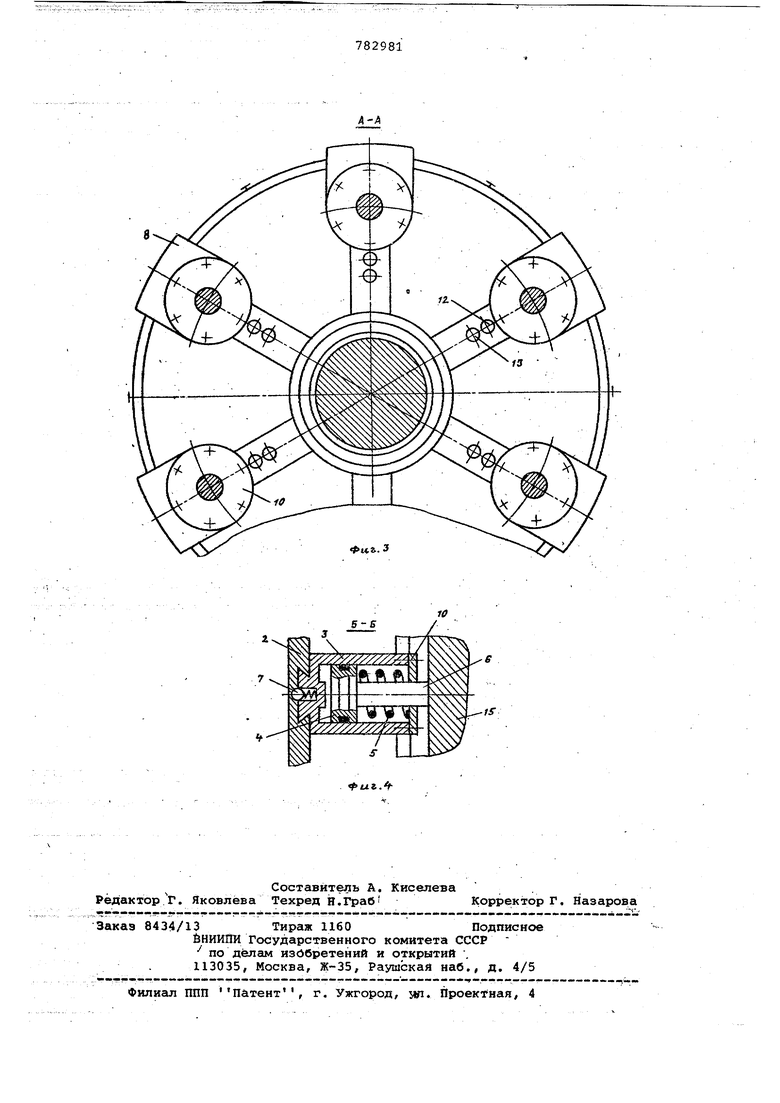
..На фиг.1 показано устройство в разрезе в процессе напрессовки втулки; на фиг.2 - то же, в процессе распрессовки втулки; на фиг.З - разрез. А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2. ,
10
Гидравлическое устройство для мон тажа прессовых соединений содержит смонтированные в корпусе 1 в радиальных пазах 2 с возможностью перемещения силовые цилиндры 3 . Поршни 4
15 виловьйс цилиндров 3, подпружиненные пружиной 5, имеют опорные штоки б. Силовые цилиндры 3 имеют подпружиненные фиксаторы положения 7 и захваты 8 для демонтажа деталей, а так20же ручки 9 и крышки 10, в которые упираются пружины 5.
В каждом из радиальных. пазов 2 на корпусе 1 имеются лунки 11,12 и 13 для фиксаторов положения 7. При этом
25 лунки 11 соответствуют положению запрессовки втулки 14, лунки 12 - положению распрёссовки втулки 14, а .лунки 13 -. промежуточно1 у положению.
Для фиксации корпуса 1 на цапфе 15 имеется болт 16.
30
Работа гидравлического устройства осуществляется следую1цим образом.
Для запрессовки втулки 14 на цапфу 15 гидравлическое устройство устанавливают на хвостйвик 17 цапфы 15 и за ручки 9 перемешают силовые цилиндры 3 в радиальных пазах 2 корпуica 1 до совпсщения подпружиненных фиксаторов положения 7 с лунками 11. Затем гидравлическое устройство фиксируют болтом 16 относительно цапфы и через отверстия 18 в полости 19 каждого сипойбго цилиндра 3 под давлением подают рабочую среду. .Корпус 1 остается неподвижным, а опорные штоки 6 поршней 4 пё рейёйШ:1бтся до упора в торец втулки 14 и производят ее напрессовку на цапфу 15. После создания необходимого натяга сопрягаема54 деталей 14 и 15 подачу рабочей среды прекращают. Поршни 4 под действием усилия пружин 5 возвращаются в исходное положение.
Для фиксации прессового соединения деталей 14 и 15 от самопроизвольной распрессовки в процессе эксплуатации болт116 завинчивают с натягом до упОра крышек 10 в торец втулки 14.
Распрессовка втулки 14 с цапфы 15 производится следуюлшм образом.
Болт 16 вьтинчивают из цап 15, а сдаовЫё цилиндры 3 перемещают за ручки 9 в радиальных пазах 2 корпуса 1 до совпадения подпружиненных фиксаторов 7 с лунками 13. Затем гидравлическое устройство для монтажных работ перемещают anpaso и за ручки 9 перемещают силовые цилиндры 3 в радиальных пазах 2 до совпадения подпружиненных фиксаторов 7 с лунками 12 и захода захватов 8 силовых цилиндров 3 за выступы 20 демонтиру мой втулки 14,
Через отверстия 18 вПОЙЪсти 19 каждого силового цилиндра 3 .под давлением подают рабочую ср1ёду .Поршни 4 перемещаются вправо до упора их опорньгх штоков 6 в торец цапфы 15, а Корпус 1 с силовыми цилиндрами 3 перемещается влево. При этом захваты 8 силовых цилиндров 3 упираются В выступы 20 втулки 14 и производят ее демонтаж с цапфк 15.
Даннсе гидравлическое устройство позволит значительно увеличить производительность.
Формула изобретения
Гидравлическое устройство для монQ тажа прессовых соединений, содержащее смонтированные в корпусе равномерно по окружности силовые цилиндры с опорными штоками, отличающ ее с я тем,что,с целью расширения технологических возможностей за счет обеспечения монтажа деталей узлов различных типоразмеров и повышения производительности, в корпусе равномерйо по окружности выполнены радиальные пазы, а силовые цилиндры установлены в этих пазах с возможностью перемещения, при этом силовые цилиндрйг Имеют фиксаторы своего положения и захваты для демонтазка деталей.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 581149, кл. В 23 Р 19/02, 1976.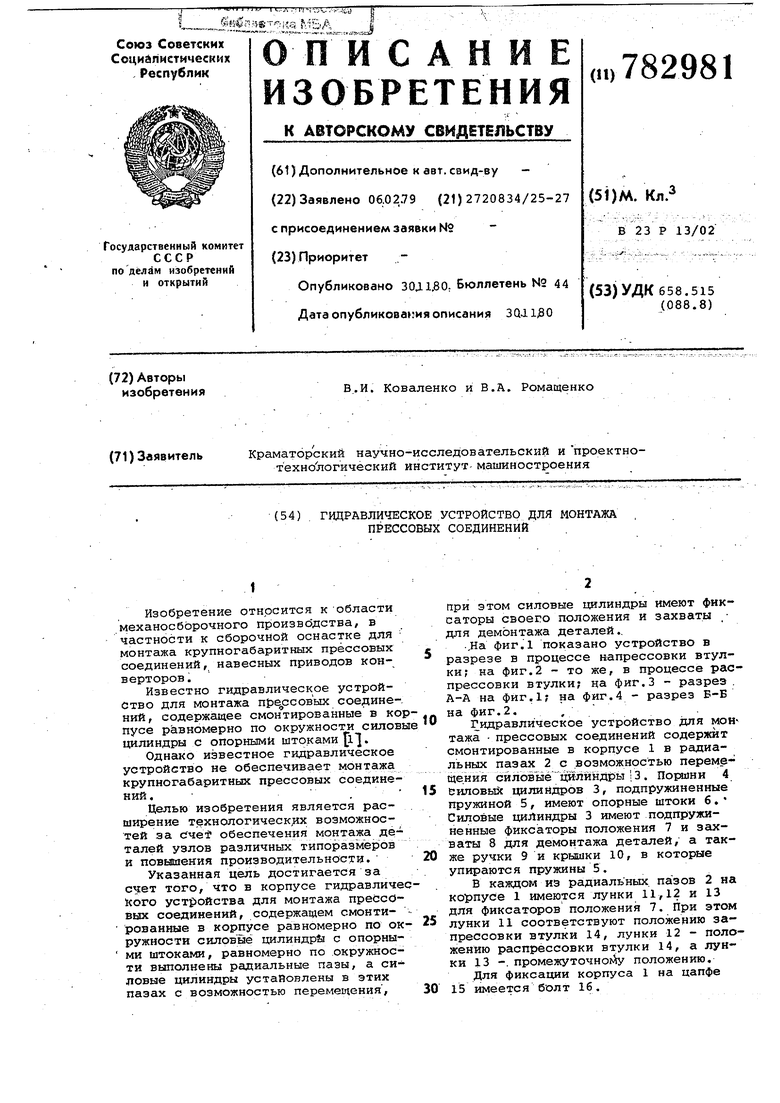
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрошайба | 1977 |
|
SU722724A1 |
| Гидрошайба | 1979 |
|
SU782980A1 |
| Устройство для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1057226A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для демонтажа и ремонта подшипниковых узлов | 1977 |
|
SU745641A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Механизм поворота конвертора | 1979 |
|
SU825649A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА И ДЕМОНТАЖАПРЕССОВЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙТИПА ВАЛ-ВТУЛКА | 1972 |
|
SU428905A1 |
| Ручное гидравлическое устройство для запрессовки-распрессовки деталей | 1972 |
|
SU492371A1 |
| Устройство для монтажа и демонтажа валков с подушками | 1980 |
|
SU941152A1 |
-ut.r
: ; S У S: SSSSS
(.Z
в - Б /
fUt.
