Металлизатор работает следующим образом.
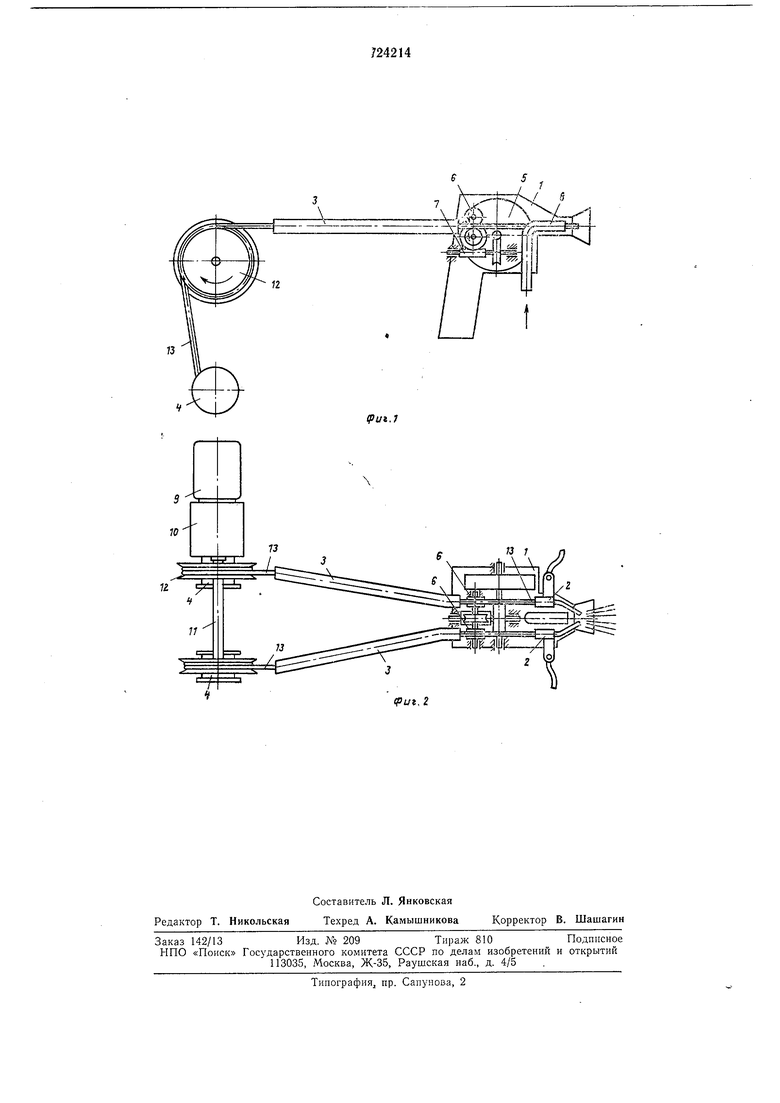
Концы проволок с катушки 4 одним-двумя витками обматывают вокруг шкивов 12, нроиускают через наиравляюш,ие трубки 3 и между тянушими роликами 6 закреиляют в токоподводах 2 так, чтобы при пропускании тока между концами могла образоваться электрическая дуга. Во время горения дуги тянушие ролики 6 подают проволоку с установленной скоростью до образования фрикционного сцепления между нею Ч1 сматываюш,ими шкивами 12. Так как скорость этих шкивов минимум в 4 раза больше скорости подачи проволоки, то за счет фрикционного зацепления быстро образуется проволочная петля перед паправляюш,ими трубками 3, а фрикционное сцепление проволоки со шкивами прекращается, и электромотор работает вхолостую. Образование петли, во-первых, разгружает тянущие ролики от усилия сматывания, исключает натяжение проволоки в направляющих трубках. Во-вторых, образование петли облегчает ручное манипулирование распылительной головкой. Все это обеспечивает постоянн ю скорость подачи проволоки в зону дуги и хорошее качество покрытия. По мере подачи проволоки петля уменьщается, и в конце концов вновь
возникает фрикционное сцепление со шкивами 12, и, следовательно, вновь образуется петля.
Шкивы фрикционного сцепления с проволокой могут быть установлены при любом
исполнении распылительной головки, а
именно при встроенном и при вынесенном
механизме подачи проволоки.
Металлизатор надежен в работе и имеет простое конструктивное оформление.
Формула изобретения
Проволочный электродуговой металлизатор, содержащий распылительную головку с токоподводами, направляющие трубки, катущки и механизм подачи проволоки, имеющий двигатель с редуктором, отличающийся тем, что, с целью повышения качества покрытия за счет обеспечения постоянства скорости подачи проволоки в распылительную головку, между катушками и направляющими трубками на выходном валу редуктора установлены сматывающие шкивы, фрикционно сцепленные с 1-2 витками проволоки.
Источники информации, принятые во внимание при экспертизе 1. Антошин Е. В. Газотермическое напыление покрытий, М., «Машиностроение, 1974, с. 17-19 (прототип).
(Риг, г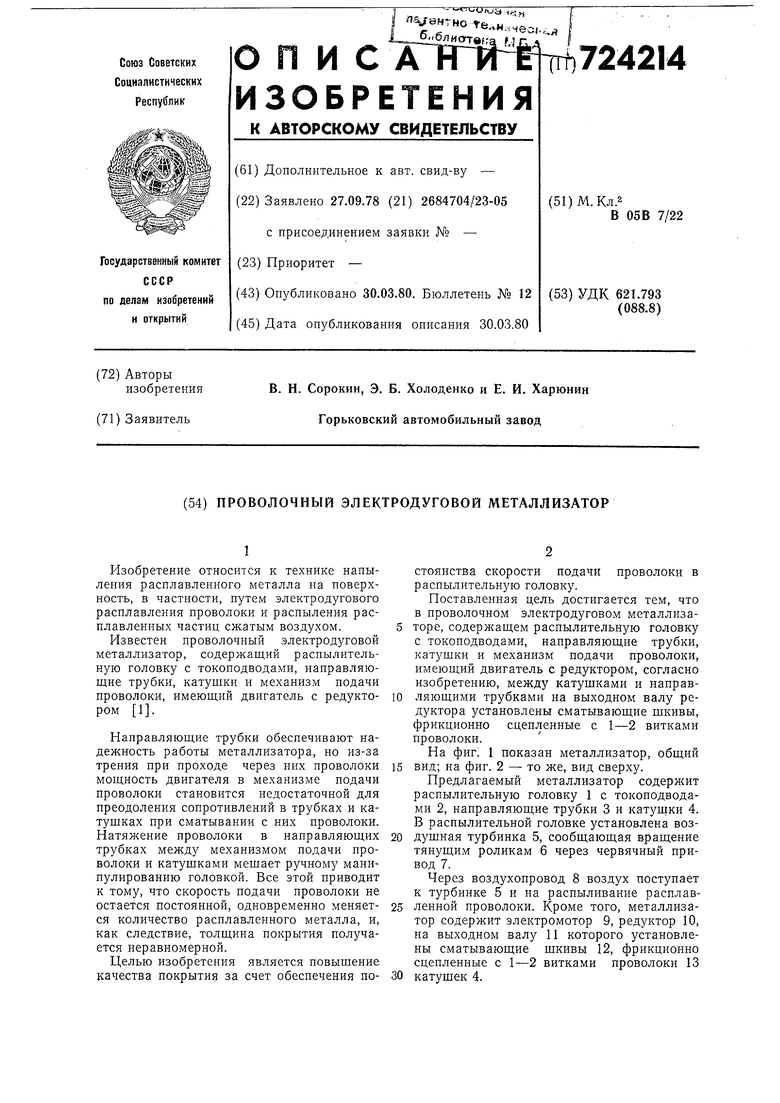
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочный электродуговой металлизатор | 1987 |
|
SU1484378A1 |
| Проволочный электродуговой металлизатор | 1991 |
|
SU1790452A3 |
| Проволочный электродуговой металлизатор | 1986 |
|
SU1442264A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 2000 |
|
RU2191637C2 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНОГО ПОКРЫТИЯ ПРИ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2016 |
|
RU2641427C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |