Изобретение относится к области упрочнения поверхностей изделий, в частности к способам нанесения газотермических покрытий при помощи электродуговых устройств, предназначенных для нанесения покрытий из проволочного материала.
Уровень техники заявляемого объекта известен из устройства (патент РФ 2001693), содержащего корпус с токопроводящими пластинами, воздуховоды и расположенные под острым углом мундштуки для подачи через них проволоки, воздушную камеру с выходным соплом, при этом воздуховоды на своих концах имеют разного диаметра выходные отверстия в воздушную камеру, причем ось отверстия, имеющего меньший диаметр, расположена к диаметральной плоскости, проходящей через воздуховоды, под углом не менее 90o, а ось отверстия, имеющего больший диаметр, расположена к упомянутой плоскости под углом не менее 115o, кроме того, суммарные диаметры выходных отверстий воздуховодов в два раза больше диаметра отверстия выходного сопла.
В известном устройстве сжатый воздух поступает в воздушную камеру по воздуховодам, отверстия которых расположены под углом к диаметральной плоскости, проходящей через воздуховоды. Вследствие такого конструктивного выполнения устройства воздушный поток, выходящий из отверстий, закручивается, и на выходе из сопла происходит увеличение угла раскрытия воздушной распыляющей струи, что приводит к ее расширению за срезом сопла и образованию зоны с сильно выраженной неравномерностью поля скоростей. В результате происходит расслоение двухфазного воздушного потока (воздух + частицы расплавленного металла), когда более легкие и мелкие частицы металла вымываются на периферию струи, образуя ореол. При этом на периферии струи окисление и охлаждение частиц под воздействием воздуха протекает более интенсивно, чем в центре струи, и, как следствие, снижается качество сцепления частиц металла между собой и с подложкой.
Таким образом, недостатком известного устройства являются низкие адгезионные и когезионные свойства покрытий, получаемых при эксплуатации известного устройства.
Задачей заявляемого объекта является создание устройства, обеспечивающего получение равномерного поля скоростей распыляющей воздушной струи.
Желаемый технический результат, достигаемый в процессе решения поставленной задачи, заключается в повышении адгезионных и когезионных свойств покрытия.
Желаемый технический результат достигается тем, что распыляемые частицы металла присадочной проволоки подвергаются менее интенсивному окислению и охлаждению в напыляющей (двухфазная воздушная струя, состоящая из газа и частиц расплавленного металла) струе вследствие повышения ее компактности. Это обеспечивается тем, что в полости воздушной камеры, примыкающей непосредственно к отверстию распыляющего насадка, отсутствуют осевые струйные течения воздушного потока. Исключение осевой струйности воздушного потока достигается перфорированной диафрагмой, установленной внутри камеры, через отверстия которой протекает сжатый воздух, поступающий в камеру по воздухоподводящей трубке. Истекающие из отверстий диафрагмы струйки воздушного потока смешиваются с воздухом, находящимся в камере за диафрагмой, в результате происходит торможение и смешивание воздушных струек с воздушной массой, и на расстоянии 8-12 диаметров отверстия диафрагмы происходит полное исчезновение струйности воздушного потока. В воздушном потоке сплошной турбулентности перед отверстием распыляющего насадка устанавливается равномерное поле скоростей.
Экспериментально установлено, что коноидальная форма отверстия распыляющего насадка способствует разгону металлических частиц присадочной проволоки при меньшем расходе воздуха, что в свою очередь также снижает степень окисления частиц металла.
Расположение точки схождения присадочной проволоки на оси распыляющей (однофазная воздушная струя без содержания частиц металла) струи в пределах ее ядра обеспечивает стабильность и равномерность расплавления проволоки и, следовательно, также связано с повышением адгезионных и когезионных свойств покрытия.
Существенные признаки, характеризующие заявляемое устройство.
Ограничительные: корпус распылительной головки электродугового металлизатора, токоподводы, воздушная камера с распыляющим насадком, наконечники для подачи через них проволоки, наконечники установлены под острым углом, воздуховод.
Отличительные: средство для формирования равномерного поля скоростей, установленное в воздушной камере, выполнено в виде перфорированной диафрагмы;
диаметр каждого отверстия диафрагмы равен 0,8-1,2 длины участка воздушной камеры, расположенной перед распыляющим насадком;
отверстие распыляющего насадка имеет коноидальную форму;
точка схождения проволок находится на оси распыляющей струи в пределах ее ядра.
На чертеже изображена распылительная головка электродугового металлизатора, содержащая: 1 - корпус, токоподводы 2 со сменными наконечниками 3, через которые проходят распыляемые проволоки 4, воздухоподводящую трубку 5, перфорированную диафрагму 6, участок воздушной камеры 7, расположенный перед диафрагмой (предкамера), участок воздушной камеры 8, прилегающий к распыляющему насадку 9.
Устройство работает следующим образом.
Сжатый воздух по трубке 5 поступает в предкамеру 7, из которой через отверстия в диафрагме 6, диаметры которых обеспечивают гашение струйности и выравнивание поля скоростей воздушной струи в пределах воздушной камеры 8, истекает из отверстия распыляющего насадка 9. Затем осуществляют подачу проволок. Проволоки с помощью механизма подачи (не показан) через наконечники поступают в точку схождения, находящуюся на оси распыляющей струи в пределах ее ядра. Электрический ток по токоподводам также поступает в точку схождения проволок, при соприкосновении проволок под воздействием электрического тока возникает вольтова дуга, под действием которой происходит расплавление металла проволок. Воздушная струя, истекающая из отверстия распыляющего насадка, распыляет расплавленный в вольтовой дуге металл и переносит его на подложку.
Вследствие того что выходящая из отверстия распыляющая воздушная струя компактна, т.е. не имеет расширенной зоны, в которой происходит интенсивное окисление расплавленных частиц металла, напыленное покрытие имеет высокие адгезионные и когезионные свойства, улучшается качество покрытия поверхности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2001 |
|
RU2191075C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2725785C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Проволочный электродуговой металлизатор | 1991 |
|
SU1790452A3 |
Распылительная головка электродугового металлизатора относится к области упрочнения поверхностей изделий, в частности к способам нанесения газотермических покрытий при помощи электродуговых устройств, предназначенных для нанесения покрытий из проволочного материала. Для повышения качества покрытия за счет улучшения адгезионных и когезионных свойств в полости воздушной камеры металлизатора устанавливают средство для формирования равномерного поля скоростей перед распыляющим насадком, выполненное в виде перфорированной диафрагмы, диаметр каждого отверстия которой равен 0,8-1,2 длины участка камеры, расположенного за диафрагмой перед распыляющим насадком, отверстие насадка имеет конусоидальную форму, а точка схождения проволок находится на оси распыляющей струи в пределах ее ядра. 1 ил.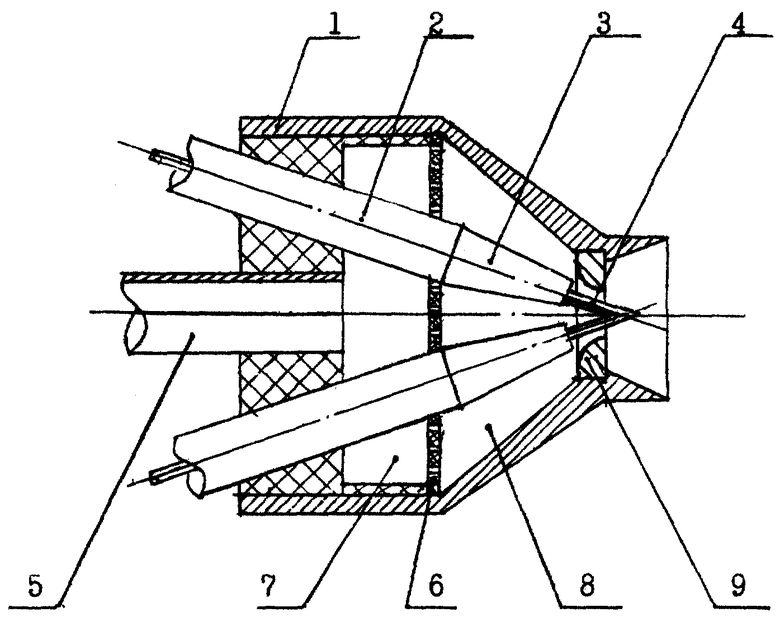
Распылительная головка электродугового металлизатора, содержащая корпус, токоподводы со сменными наконечниками для подачи через них проволоки, установленные под острым углом, воздушную камеру с распыляющим насадком и воздуховод, отличающаяся тем, что в воздушной камере установлено средство для формирования равномерного поля скоростей воздушного потока перед распыляющим насадком, выполненное в виде перфорированной диафрагмы, диаметр каждого отверстия которой равен 0,8-1,2 длины части воздушной камеры, расположенной перед распыляющим насадком, отверстие распыляющего насадка имеет конecоидальную форму, а точка схождения проволок находится на оси распыляющей струи в пределах ее ядра.
| RU 2001693 C1, 30.10.1993 | |||
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| Проволочный электродуговой металлизатор | 1991 |
|
SU1790452A3 |
| Электродуговой металлизатор | 1991 |
|
SU1807889A3 |
| КОМБИНИРОВАННАЯ ТЕРАПИЯ ИММУНОЦИТОКИНАМИ | 2012 |
|
RU2628089C2 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

