(54) СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА В ЛИТЕЙНОЙ ФОРМЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металла в литейной форме | 1977 |
|
SU727325A1 |
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| Способ модифицирования металла в литейной форме | 1978 |
|
SU749563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Экзотермическая смесь для обогрева литейных прибылей | 1976 |
|
SU608608A1 |
| Модификатор для низкотемпературного серого чугуна | 1989 |
|
SU1705387A1 |
| Лигатура на основе бора | 1989 |
|
SU1705388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Способ производства высокопрочного чугуна | 1986 |
|
SU1401052A1 |
| Способ модифицирования чугуна | 1976 |
|
SU603667A1 |
Изобретение относится к черной .металлургии и литейному производству, в частности к вопросу обра- ботки металла в форме. Известен способ модифицирования металла в форме, зак.гаочаю1цийся в ,том, что между реакционной, камерой и перегородкой устанавливается легкоплавкая пробка из полистирола, которая задерживает попадание первы порций металла в полость будущей отливки на 0,5-1,0 с. Это приводит к увеличению времени контакта перво порции металла с модификатором и об печивает лучшее его растворение в первой порции металла 1, Известен способ получения отлйво к из чугуна, вк.пючающий обработку чугуна модификатором,. который перед установкой в полость литейной формы нагревают до 200-300°С. Этот способ позволяет удлинить время диффузии паров магния из вставки в определен ный поверхностный слой ртливки 2 . Известен также способ обработки расплавленного металла L изложнице, включающей размещение в ней присадок и экзотермического .вещества и заливку распларленным металлом 3. Однако способ не приспособлен для обработки металла в литейной форме, он не позволяет получить отливки равной микроструктуры. Цель изобретения - улучшение растворения .присадки в первой порции металла, выравнивание микроструктуры и повышение физико-механических свойств металла в различных сечениях отливок, . . Поставленная цель достигается тем, что на поверхность порции присадки экзотермический состаЬ вводят в количестве 3,5-12,0% от общего количества присадки, который имеет температуру начала протекания термохимических реакций в пределах 685890°с,удельную теплопроизводительность 350-680 ккал/кг. Ввод экзотермического состава на поверхность порции п ййсадки обусловлен тем, что при определенных удельной тёплопроизводительности и составе смеси начало протекания в ней термохимических реакций, наступает в момент соприкосновения с ней металла, заливаемого в форму. В период протекания реакций происходит выделение тепла и развивается высокая температура.
Величина температуры термохимичесих реакций з а1Вйсйт от кблйчёства свойства используемых восстановиелей и окислителей и регулируется оличеством и свойствами наполнителя, сследования показывают, что для покойного протекания термохимичесих реакций и обеспечения растворения рисадок в первой порции металла удельная теплопроизводительность экзотермической смеси должна находиться в пределах 550-680 ккал/кг. При удельной теплопроиэводительности 550 ккал/кг в сместл протекание реакций начинается не сразу после соприкосновения с жидким металлом, а через некоторый период, обычно называемый инкубационным, В этом случае в первой порции металйарастворяется присадкименьше, чем необходимо для модифицирования или легирования сплава. При использовании смесей с удельной теплопроизводительностью более 680 ккал/кг сразу после соприкосновения с жидким металлом начинается бурное протекание термохимических реакций. При этом наблюдается перегрев и насыщение газами пер,вой порции металла, и, в конечном счете, при модифйци-. ровании чугуна комплексными модификаторами происходит значительное . испарение модифицирующий элементов, например магния, и чугун оказывается недомодифицированным, V .
Большую роль играет температура протекания термохимических реакций. Для решения поставленных в предлагаемом изобретении целей эта температура должна находиться в пределах 685-890°С. Температуру начала реакций меньше 685с имеют экзотермические смеси, в которых в качестве восстановителя исполь- зуются измельченные алюминиевые сплавы с большим содержанием элементо с низкой температурой кипения, например магний или цинк, В этом случае протекание реакций происходит бурно с большим газовыделением и процесс растворения присадок в первой порции металла получается не стабиль HbiM, Если температура начала реакций выше 890°С, то протекание в смеси реакций начинается не сразу после соприкосновения с жидким металлом. Поэтому в первой порции
металла оказывается меньше оптимального количества растворенной присадки, а это отрицательно влияет на микроструктуру и свойства первой порции металла,
Использование в качестве наполнителя экзотермического состава присадки для обработки металла обеспечивает |растворение в первой порции металла не только присадки с поверхности, , соприкасающейся с экзотермическим
составом, а и в значительной степени присадки, входящей в экзотермический состав в качестве наполнителя. Это гаран тирует растворение в первой порции металла необходимых коли-
5 честв присадки и получение оптимальных микроструктур и свойств металла.
Оптимальный расход экзотермического состава составляет 3,5-12,0%
0 от количества используемой присадки, Если количество экзотермического состава меньше 3,5%, то выделившегося тепла оказывается недостаточно .для доведения до температуры плавления присадки и в первую порцию металла переходит меньше необходимого количества присадки, а если количество экзотермического состава больше 12,0%, то количество выделившегося тепла в процессе протекания
0 термохимических реакций оказывается достаточно для расплавления и пе рехода в металл большего, чем оптимально необходимо, количества присадки, 5 Повышенный расход экзотермического состава порядка 8,5-12,0% рационально использовать, когда температура заливаемого ч угуна недостаточно высока для стабильного и надежного осуществления процесса обработки металла в форме, например при получении этим способом чугуна с шаровидной формой графита, и для заливки форм исходного чугуна с температурой 1360-1380°С,
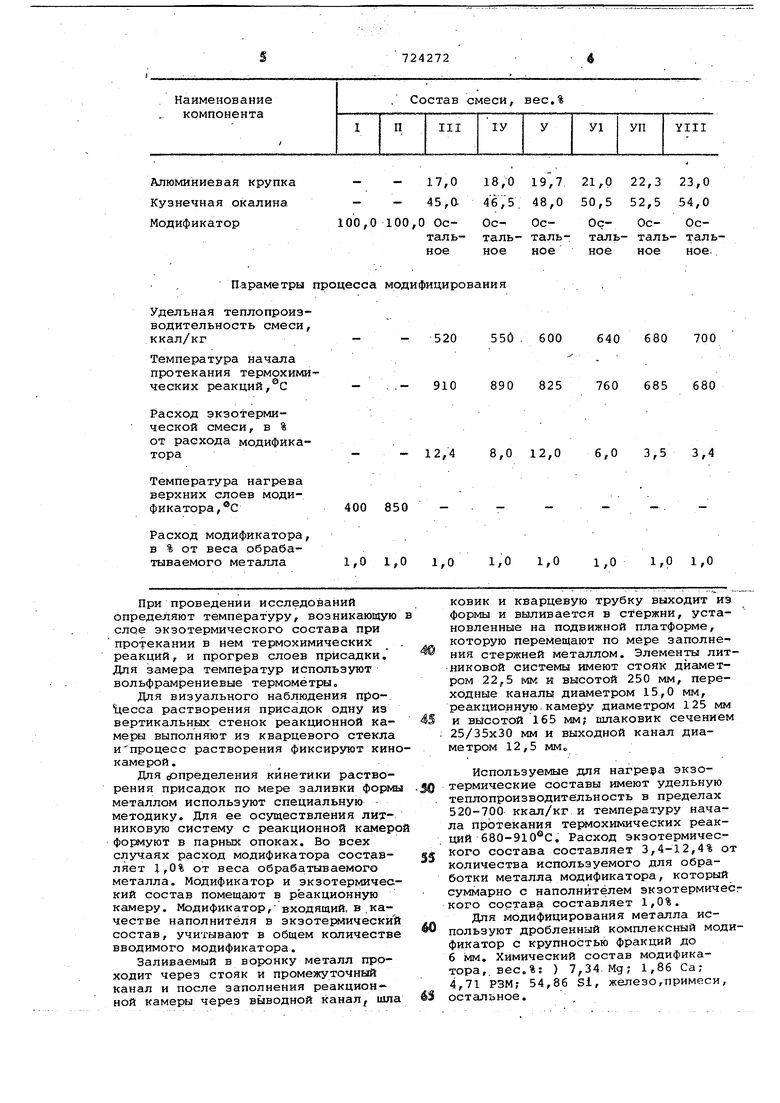
5 В таблице приведены состав, удельная теплопроизводительность .и свойства экзотермических составов и их действие на растворение присадок в первой-порции заливаемого в форму
0 металла. Здесь же приведены данньзё по темпера туре нагрева поверхности модификатора по известному способу обработки металла в форме.
100,0 100,0 ОсПараметры процесса модифицирования Удельная теплопроизводительность смеси, ккал/кг Температура начала протекания термохимических реакций,®С Расход экзотермической смеси, в % от расхода модификатораТемпература нагрева верхних слоев модификатора, ®С 400 850 Расход модификатора, в % от веса обраба1,0 1,0 1,0 тываемого металла
При проведении исследований определяют температуру, возникающую слое экзотермического состава при протекании в нем термохимических реакций, и прогрев слоев присадки. Для замера температур используют вольфрамрениевые термометры
Для визуального наблюдения про цесса растворения присадок одну из вертикальных стенок реакционной камеры выполняют из кварцевого стекла ипроцесс растворения фиксируют кинокамерой .
Для (Определения кинетики растворения присадок по мере заливки формы металлом используют специальную методику. Для ее осуществления литниковую систему с реакционной камеро формуют в парных опоках. Во всех случаях расход модификатора составляет 1,0% от веса обрабатываемого металла. Модификатор и экзотермический состав помещают в реакционную камеру. Модификатор, входящий, в качестве наполнителя в экзотермический состав, учитывают в общем количестве вводимого модификатора.
Заливаемый в воронку металл проходит через стояк и промежуточный канал и после заполнения реакцион ной камеры через вь1водной канал шла
19,721,0 22,3 23,0
17,0
48,050,5 52,5 54,0 45,а
Ос-Ос- Ос- Осталь-таль- таль- тальтальнееное ное ное ное - 520 - 12/4
ковик и кварцевую трубку выходит из формы и выливается в стержни, установленные на подвижной платформе, которую перемещают по мере заполнения стержней металлом. Элементы литниковой системы имеют стояк диаметром 22,5 мм и высотой 250 мм, переходные каналы диаметром 15,0 мм, реакционную, кaMeiiy диаметром 125 мм и высотой 165 мм; шлаковик сечением 25/35x30 мм и выходной канал диаметром 12,5 ммо
Используемые для нагрела экзотермические составы имеют удельную теплопроизводительность в пределах 520-700 ккал/кг и температуру начала протекания термохимических реакций 680-910®С. Расход экзотермического состава составляет 3,4-12,4% от
5 количества используемого для обработки металла модификатора, который суммарно с наполнителем экзотермичесг кого состава составляет 1,0%.
Для модифицирования металла используют дробленный комплексный модификатор с крупностью фракций до 6 мм. Химический состав модификатора, вес.%; ) 7,34. Мд; 1,86 Са; 4,71 РЗМ; 54,86 Si, железо,примеси, остальное. 50 . 600 640 680 700 760 685 680 90 825 6,0 3,5 3,4 ,0 12,0 1,0 1,0 1,0 ,0 1,0
Для заливки форм используют чугун состава/ вес.-%: ,3,43-5,56 С; 1,741,82 Si; 0,34-0,39 Мп; 6,022-0,026 S и 0,061-0,068 Р. Темпера тура-чугуна в период заливки 1390-1460°С.
Способ модифицирОйанмя гГб ёОляёт улучшить растворение модификатора в первой порции металла и получить более равномерный химический Ьостав
W;; ;&ifi ;;iB;der4 Шрйёда тйгеггт ренйя модификатора Исследование микроструктуры разЛИЧНЫХ порций чугуна позволяет конс;татировать тот факт, ч во всех случаях получена шаровидная форма графита и графитные включения мало, отличаются по форме и величине.
Способ позволяет получить более высокие и более равномерные свойства. Можно Отметить повышение прёдёШ прочности при рЖстяжении на 7,0-14,8%, относительно удлинения на 12,0-16,5% и ударной вязкости на 16-20,5%.
Свойства первой порции металла практически не отличаются от свойств последующих порций металла и это
K ife §xK 4- iasi; :s:; x- v
является одним из основных преимуществ способа.
Формула изобретения Способ обработки расплавленного
металла в литейной форме, включающий размещение в элементах литниковой системы присадок, и экзотермического вещества, и заливку литейной формы жидким металлом, о т л и ч а ю щ и и. с я тем, что, с целью улуч Q шения распределения присадок в первой порции металла и повышения физи ко-механических свойств отливки, экзотермическое вещество размещают в количестве 3,5-12,0% от общего количества присадок с температурой 15 начала протекания термохимических реакций 685-890 с, удельной теплопроизвбдительностью 550-680 ккал/кг.
.Источники информации, принятые во внимание при экспертизе 20 1. Патент Австралии №465158, кл. 70.4, 1975.
