ч .:. г. ,. . .;.,i -., . , Г; ,..- ,., .у ;,. ,,
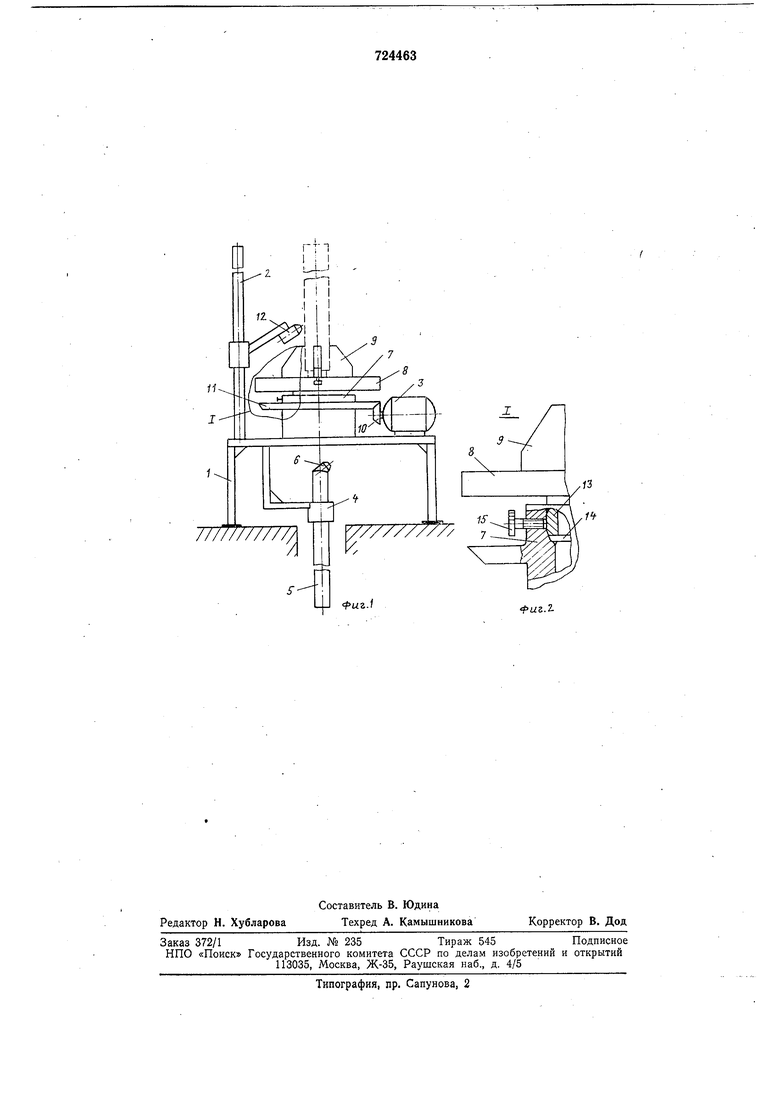
снабжен одной из составных частей шаровой пары - шаровым слоем 13, а шпиндель 7 имеет соответствующее гнездо 14. Патрон 8 неподвижно закреплен на шпинделе 7 фиксатором 15. ----.- -- -, ,. ,
Приводы для перемещения плазмотронов на чертежах не показаны. На фиг. 1 штриховой линией изображена кварцевая тру02.,iu-tii fel
Устройство может быть использовано как для раздельной, так и для одновременной плазменной обработки Внешней и внутренней поверхностей кварцевой трубы.
Одновременную плазменную обработку наружной и внутренней поверхностей трубь1, рассматриваемую в качестве примера работь устройства, осуществляют следующим образом.
Кварцевую трубу зажимают в патрон 8 и, поворачивая патрон 8 относительно шпинделя 7, доводят биение трубы до задаваемой величины. Фиксатором 15 закрепляют шаровую пару, образованную шаровым слоем 13 и гнездом 14, включают привод 3 и плазмотроны 6 и 12. Постененно под(водя плазмотронй к соответствующим поверхностям кварцевой трубы, производят предварительный ее нагрев, а затем включают приводы, которые перемещают плазмотроны 6 и 12 вдоль вращающейся трубы,
Вертикальное положение кварцевой трубы дает возможность осуществлять ее обработку за одну установку. Наличие шаровой пары позволяет сократить время на установку трубы в положение, при котором обеспечивается ее качественная обработка. В результате уменьшается доля вспомогательного времени и увеличивается производительность оборудования на 30-45%.
С помощью предлагаемого устройства была обработана партия из 15-ти кварцевых труб диаметром 8-15 см и длиной
1,8-2,2 м и получены хорощне результаты: удаление дефектного слоя 20-60 мкм, заплавление микротрещин, улучшение чистоты поверхности на 3-7 классов и т. д.
Время, затраченное на обработку наружной поверхности кварцевых труб длиной 2,2 м диаметрами 83 и 150 мм известными устройствами, составляло соответственно 40 и 70 мин, причем машинное время соответственно 25 и 40 мин. Использование предлагаемого устройства при обработке труб тех же размеров позволило сократить время обработки соответственно до 30 и 45 мин при машинном времени 25 и 40 ми:н, т. е. доля времени, затраченного на установку труб, была снижена до 7-10% против 35-50% в случае обработки известным устройством.
Таким образом, изобретение позволит повысить производительность плазменной обработки кварцевых труб на 30-45%.
Формула изобретения
Устройство для обработки кварцевых труб, содержащее станину, на которой смонтированы плазмотроны на держателях с возможностью -перемещения по направляющим, патрон для крепления и шпиндель для вращения трубы и приводы, отличающееся тем, что, с целью повышения производительности, оно снабжено фиксатором, установленным в месте соединения патрона со шпинделем, выполненным в виде шаровой пары.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР
по заявке № 2572661/29-33, кл. С ОЗВ 29/00,
26.01.78.
2. Авторское свидетельство СССР по заявке № 2552306/29-33, кл. С ОЗВ 29/00, 1977.
11
фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2005696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ДАННЫМ СПОСОБОМ | 2010 |
|
RU2433091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| Плазменный способ получения анортита | 2023 |
|
RU2829445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
| Установка для плазменного напыления | 1990 |
|
SU1781314A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| МОДУЛЬ ДЛЯ ПЛАЗМЕННОГО УПРОЧНЕНИЯ РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ | 1989 |
|
RU1734382C |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |