I
Изобретение относится к металлургии в области непрерывного литья и предназначено для получения преимущественно полых заготовок заданной длины методом непрерьшного намораживания из расплава.
Известен способ непрерывного литья, в котором жидкий металл через неподвижную литниковую систему подают в кристаллизатор, установленный с возможностью возвратно-поступательного движения. После заполнения кристаллизатора и образования корочки металла кристаллизатор вместе, со слитком перемещают oтнocиteльнo литниковой системы на величину его хода. В освободившееся пространство поступает новая порция металла, затем кристаллизатор перемещают вдоль неподвижного слитка в исходное положение 1.
Однако для получения заготовОк заданной длины необходимо применять специальное режущее устройство. Кроме того, процесс резки ведет также к уменьшению выхода годных заготовок.
Целью изобретения является разделение полых заготовок на заданные длины и процессе непрерывного литья. Поставленная
цель достигается тем, что в процессе непрерывного литья полых заготовок через определенное число циклов качания кристаллизатора заготовку вытягивают на высоту 1,02-1,2 высоты уровня металла в кристаллизаторе относительно неподвижной литниковой системы. Таким образом, кристаллизатору придают возвратно-поступательное движение, при этом стенку заготовки формируют в нижней части кристаллизатора, а извлекают затвердевшую часть заготовкН из зоны формирования и выталкивают ее из кристаллизатора циклическим ходом последнего на высоту, большую на 1,02-1,2 высйты уровней мёталлав кристаллизаторе.
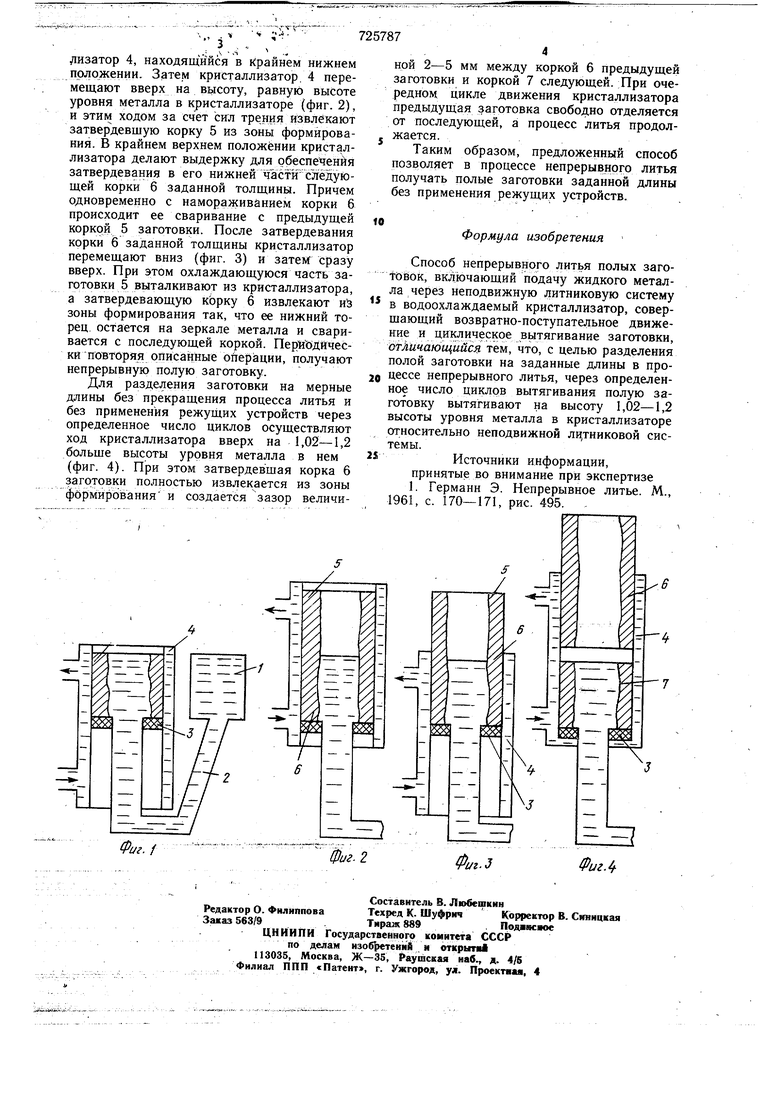
На фиг. 1 показано начало процесса 5 литья; rta фиг. 2-3 - процесс литья при ходе кристаллизатора, равном высоте уровня металла на фиг. 4- разделение заготовки на мерные длины.
Предложенный способ осуществляют следующим образом.
Жидкий металл через заливочную чащу I (фиг. 1), сифонную литниковую систему 2 и неподвижный поршень 3 заливают до заданного уровня в водоохлаждаемый кристал 1изатор 4, находящийся в Крайнем нижнем положении. Затем кристаллизатор. 4 перемещают вверх на высоту, равную высоте уровня металла в кристаллизаторе (фиг. 2), и этим ходом за счет сил извлекают затвердевшую корку 5 из зоны формирования. В крайнем верхнем положении кристаллизатора делают выдержку для обеспечения затвердевания в его нижней частиследующей корки б заданной толщины. Причем одновременно с намораживанием корки 6 происходит ее сваривание с предыдущей коркой 5 заготовки. После затвердевания корки б заданной толщины кристаллизатор перемещают вниз (фиг. 3) и зате сразу вверх. При этом охлаждающуюся часть заготовки 5 выталкивают из кристаллизатора, а затвердевающую корку б извлекают и1з зоны формирования так, что ее нижний торец, остается на зеркале металла и сваривается с последующей коркой. ПерйЪДйчески повторяя описанные операции, получают непрерывную полую заготовку. Для разделения заготовки на мерные длины без прекращения процесса литья и без применения режущих устройств через определенное число циклов осуществляют ход кристаллизатора вверх на 1,02-1,2 больще высоты уровня металла в нем (фиг. 4). При этом затвердевшая корка 6 заготовки полностью извлекается из зоны фЬрмирбвания и создается зазор величиной 2-5 мм между коркой б предыдущей заготовки и коркой 7 следующей. При очередном цикле движения кристаллизатора предыдущая заготовка свободно отделяется от последующей, а процесс литья продолжается. Таким образом, предложенный способ позволяет в процессе непрерывного литья получать полые заготовки заданной длины без применения режущих устройств. Формула изобретения Способ непрерывного литья полых загоtOBok, включающий подачу жидкого металла через неподвижную литниковую систему в водоохлаждаемый кристаллизатор, совершающий возвратно-поступательное движение и циклическое вь1тягивание заготовки, отличающийся тем, что, с целью разделения полой заготовки на заданные длины в процессе непрерывного литья, через определенное число циклов вытягивания полую заготовку вытягивают на высоту 1,02-1,2 высоты уровня металла в кристаллизаторе относительно неподвижной литниковой системы. Источники информации, принятые во внимание прН экспертизе 1. Германн Э. Непрерывное литье. М., 1961, с. 170-171, рис. 495. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| Устройство для горизонтального непрерывного литья | 1980 |
|
SU921671A1 |
| Способ литья чугунных полых заготовок | 1986 |
|
SU1764783A1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛОВ И СПЛАВОВ В КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1997 |
|
RU2151665C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВОК | 2005 |
|
RU2288067C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2758485C1 |
