Изобретение относится к литейному производству и может быть использовано при производстве сплошных и полых заготовок с различным профилем поперечного сечения на металлургических заводах.
Известен способ непрерывного литья заготовок, включающий заливку жидкого металла из металлоприемника в охлаждаемый кристаллизатор, затвердевание металла и периодическое вытягивание заготовки из кристаллизатора (Совершенствование и начало промышленной эксплуатации горизонтальных машин непрерывной разливки стальных заготовок. Экспресс-информация, зарубежный опыт, металлургическое оборудование, вып.4, М., 1984.
Недостатками этого способa являются низкое качество поверхности слитка, обусловленное образованием глубоких спаев в местах соприкосновния фронтов кристаллизации, ограниченные возможности по сокращению величины и повышению скорости вытягивания каждого шага, влияющие на стабильность процесса, и пр.
Наиболее близким к предлагаемому изобретению является способ, включающий подачу жидкого металла через соединительный стакан в полость кристаллизатора и извлечение по циклическому режиму затвердевающей заготовки, соединительному стакану подают возвратно-поступательное перемещение относительно кристаллизатора с частотой, равной частое вытягивания отливки, и амплитудой, в 1,1-2,0 раза меньшей шага вытягивания отливки за цикл, причем начало движения отливки и соединительного стакана относительно кристаллизатора в направлении извлечения отливки а течение каждого цикла осуществляют одновременно, а возвращение соединительного стакана в исходное положение производят во время остановки отливки [1].
Недостатком этого способа является то, что затвердевающий металл в кристаллизаторе претерпевает сминание и сжимающие усилия от действия торца разливочного стакана на кольцевом участке кристаллизатора, открывающегося для намораживания жидкого металла во время сдвига оболочки слитка и одновременно перемещающегося вслед за оболочкой с отставанием торца соединительного стакана. Причем сжимающие усилия не передаются сформировавшейся, вытягиваемой из кристаллизатора оболочке слитка, на которую действуют только растягивающие напряжение со всеми вытекающими от этого проблемами литья. Непрерывное вытягивание слитка в прототипе исключено.
Техническим результатом данного изобретения является то, что в способе, включающем подачу жидкого метала через соединительный стакан в полость кристаллизатора, формирование оболочки слитка и извлечение из кристаллизатора затвердевающей отливки, торцевой частью соединительного стакана периодически сдвигают сформированную оболочку слитка посредством относительного движения соединительного стакана и/или кристаллизатора, амплитуда которого равна или пpевышает величину перемещения отливки за период, а начало движения соединительного стакана и/или кристаллизатора относительно сформированной оболочки отливки не зависят от цикличности вытягивания отливки из кристаллизатора. Это позволяет повысить производительность установки и повысить качество заготовок.
Сущность изобретения заключается в том, что вовнутрь водоохлаждаемого кристаллизатора с передней стороны вводят соединенный с металлоприемником разливочный стакан, наружная форма и размеры которого соответствуют внутренней форме и размерам передней части кристаллизатора. Разливочному стакану относительно стенок кристаллизатора или кристаллизатору и разливочному стакану одновременно или в определенной последовательности придают какие-либо относительные колебательные движения (возвратно-поступательные, вращательно-возвратно-поступательные и пр.). С выходной стороны в кристаллизатор вводят затравку, связанную с механизмом вытягивания затравки.
Осуществление способа заключается в следующем.
Из металлоприемника через разливочный стакан кристаллизатор заполняют жидким металлом. Металл затвердевает на стенках кристаллизатора, торце разливочного стакана и затравке. Затравка, связанная с механизмом вытягивания, извлекает (вытягивает) слиток из кристаллизатора аналогично, как и в существующих способах непрерывного литья, сохраняя ту же обратную зависимость скорости вытягивания слитка от его качества. Известно, что увеличение шага и времени вытягивания каждого шага или чередующихся совместных движений слитка и кристаллизатора положительно влияет на стабильность процесса и производительность установки, но отрицательно сказывается на качестве поверхности слитка. При уменьшении шага и уменьшении времени его вытягивания повышается качество слитка, но повышается вероятность обрыва оболочки и прекращения процесса литья.
При предлагаемом относительном колебательном движении разливочного стакана и кристаллизатора на затвердевающую корочку, дополнительно растягивающим усилиям, возникающим при вытягивании слитка, добавляются сжимающие усилия со стороны торца разливочного стакана или стенок кристаллизатора, перемещающихся по затвердевающей отливке. Стабильность процесса в этом случае не зависит от скорости и амплитуды колебаний, поэтому они могут быть выбраны наиболее благоприятными для качества слитка, т.е. минимальный шаг при максимальной скорости сдвига каждого шага.
Процесс этот осуществляется следующим образом.
При отходе разливочного стакана в противоположную вытягиванию сторону на кристаллизаторе появляется свободное от затвердевающего металла место и туда затекает жидкий металл. Металл несколько затвердевает, а затем сдвигается обратным ходом торца разливочного стакана и прижимается к уже достаточно упрочненной затвердевающей оболочке слитка периодически или непрерывно вытягиваемой затравкой. Аналогично протекает процесс и при неподвижном разливочном стакане и подвижных стенках кристаллизатора. При перемещении кристаллизатора в противоположную вытягиванию сторону на открывающихся частях кристаллизатора буде намораживаться металл. Встречаясь с торцом разливочного стакана, намороженный металл будет сминаться при некотором увеличении его толщины. При ходе кристаллизатора в сторону вытягивания отливки со скоростью, равной или большей чем скорость его вытягивания, а при периодическом вытягивании отливки с амплитудой, равной или большей величины перемещения отливки за период, намороженный на кристаллизаторе металл упирается в извлекаемую из кристаллизатора корочку отливки и, испытывая сам сжимающие напряжения, передает эти сжимающие напряжения извлекаемой из кристаллизатора корочку отливки и, испытывая сам сжимающие напряжения, передает эти сжимающие напряжения извлекаемой из кристаллизатора отливке. Благодаря действию на образовывающуюся оболочку сжимающих усилий нет необходимости выжидать, пока прочность оболочки достигнет величины, позволяющей вытягивать ее без разрывов. Образующаяся оболочка (первичная) будет сминаться, сдвигаться и упрочняться, соединяясь с вытягиваемой из кристаллизатора оболочкой (вторичной). Металл при этом будет находиться в таком состоянии, когда возможен процесс "самоизлечения" дефектов.
Благодаря малому шагу и высоким частоте и скорости сдвига каждого шага, благодаря сминанию, уплотнению и "самолечению" затвердевающей оболочки повышается равномерность нарастания оболочки, дробится зерно, значительно уменьшается глубина проникновения спая шагов в слитке, исключается трещинообразование, появляется возможность значительного повышения средней скорости литья независимой от прочностных характеристик оболочки слитка в начальный момент ее затвердевания.
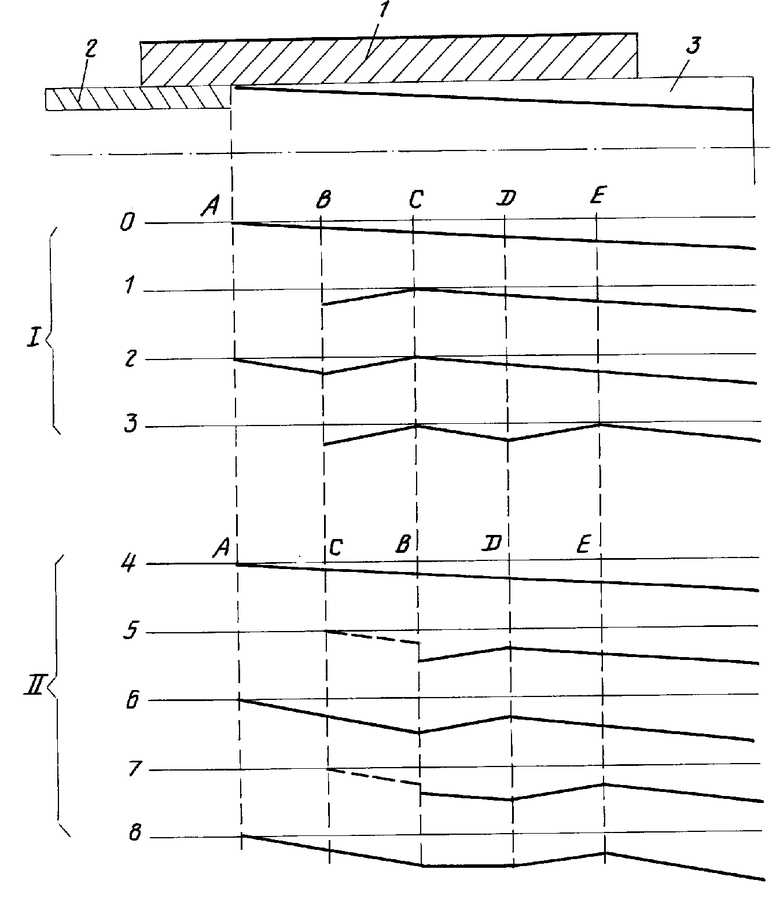
На чертеже схематично представлен процесс затвердевания и сдвига корочки металла в прототипе I и предлагаемой заявке II при циклическом вытягивании слитка.
На чертеже изображены кристаллизатор 1, разливочный стакан 2, отливка 3. Нулевая горизонталь под чертежом условно изображает начальный момент разливки по прототипу. Отрезок АС - СЕ и т.д. - шаг вытягиваемой отливки, отрезок АВ - амплитуда возвратно-поступательных колебаний разливочного стакана, которая в 1,1- 2,0 раза меньше шага вытягивания отливки и выбирается из условия исключения воздействия на затвеpдевающую корочку металла.
На горизонтали 1 показано положение отливки после завершения первого шага вытягивания. Как видно на чертеже точка А по горизонтали сместилась на шаг в точку С. За это же время стакан сместится из точки А в точку В. Металл, который застынет на кристаллизаторе в зазоре, образовывающемся из-за разных скоростей вытягивания слитка и перемещения стакана, будет сминаться стаканом и смещаться в сторону слитка, но не взаимодействуя с ним. Во время остановки отливки стакан возвращается в исходное положение и на стенках кристаллизатора на участке ВА наморозится металл (горизонталь 2). При следующем шаге металл сдвинется на величину АС, повторяя профиль намораживания на горизонтали 1 (горизонталь 3). Получается своеобразная ломанная линия намораживания металла с утонениями в точках стыков шагов. Металл деформируется и сминается сжимающими усилиями только на участке ВС, на всех остальных участках будут действовать растягивающие усилия.
На горизонтали 4 изображен начальный момент разливки по предлагаемому способу. Здесь отрезок АС - шаг вытягиваемой отливки. Он меньше отрезка АВ - амплитуды колебаний разливочного стакана. На горизонтали 5 изображена затвердевающая корочка отливки за один шаг вытягивания (отрезки кривых в интервале ВDE). В этом случае шаг отливки закончился в точке С, а до точки В металл сдвинут разливочным стаканом, Толщина корочки за счет этого увеличилась. В затвердевающем металле всего слитка возникнут сжимающие силы подпора со стороны разливочного стакана.
На горизонтали 6 изображено возвращение стакана в исходное положение.
На горизонтали 7 приведена кривая затвердевания отливки после второго шага.
В предложенном способе получается также своеобразная ломанная линия намораживания металла, но в ней нет утонений, доходящих до стенок кристаллизатора, как в прототипе. Для нормального процесса не требуется увеличенное до 5 раз время остановки ко времени вытягивания слитка. Поэтому процесс отливки может вестись по сравнительно укороченному циклу или непрерывно без остановок, а возвратно-поступательные движения могут совершать либо стакан в кристаллизаторе, либо кристаллизатор относительно соединительного стакана, либо стакан и кристаллизатор совместно.
Предлагаемый способ непрерывного литья был опробован на лабораторной установке ВНИТИ наклонного типа. Жидкий металл (алюминий) из металлоприемника подавался по соединительному стакану в охлаждаемую полость кристаллизатора диаметром 80 мм, длиной 300 мм. Кристаллизатору придавали возвратно-поступательные движения с амплитудой 5 мм и частотой до 350 кол/мин. Вытягивание слитка осуществлялось непрерывно со скоростями 0,8; 1,2 и 1,5 м/мин.
Качество слитков на всех исследованных режимах вытягивания было лучше, чем качество слитков полученных на этой же установке при колебаниях кристаллизатора с амплитудой 30-35 мм, частотой 25 кол/мин и при непрерывном вытягивании слитка со скоростью 0,8 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| Способ горизонтального непрерывного литья заготовок и установка для его осуществления | 1983 |
|
SU1168319A1 |
| Устройство для непрерывной разливки металлов | 1982 |
|
SU1100040A1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1740124A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
В способе непрерывного литья заготовок, включающем непрерывную подачу жидкого металла через соединительный стакан в полость кристаллизатора, формирование оболочки слитка и извлечение из кристаллизатора затвердевающей отливки, сформированную оболочку слитка сдвигают периодически посредством относительного движения соединительного стакана и/или кристаллизатора, а начало движения соединительного стакана и/или кристаллизатора относительно сформировавшейся оболочки отливки не зависит от цикличности вытягивания отливки из кристаллизатора. 1 ил.
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ, включающий непрерывную подачу жидкого металла через соединительный стакан в полость кристаллизатора, формирование оболочки слитка и извлечение из кристаллизатора затвердевающей отливки, отличающийся тем, что торцевой частью соединительного стакана периодически сдвигают сформированную оболочку слитка посредством относительного движения соединительного стакана и кристаллизатора, или соединительного стакана относительно кристаллизатора или кристаллизатора относительно соединительного стакана.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
