Изобретение относится к металлургии и машиностроению, в частности, к получению непрерывно литых заготовок из металлов и сплавов.
Процесс получения непрерывной литой заготовки начинается, как правило, с заливки расплава в верхнюю часть кристаллизатора из ковша или промежуточной емкости, нижняя часть которого закрыта затравкой. При контакте жидкого металла с массивной затравкой и водоохлаждаемым кристаллизатором он интенсивно охлаждается и затвердевает с образованием прочной твердой фазы. Последнее является основанием для начала вытягивания затвердевшей заготовки из кристаллизатора с продолжающейся заливкой расплава в верхнюю его часть. Такое совмещение вытягивания заготовки с заливкой жидкого металла продолжается до полного расходования жидкого металла.
Однако в результате такого довольно простого способа получения литых заготовок металл имеет существенные дефекты, связанные с тем, что только из начальной стадии вытягивания заготовки жидкий металл уже затвердел по всему ее поперечному сечению. В течение всего последующего времени вытягивания заготовки в осевой ее части остается лунка жидкого, незатвердевшего металла, сохраняющаяся на длине 6,5 - 9,5 м (см. Явойский В.И. И др. Металлургия стали. М.Металлургиздат, 1983, с. 396). Затвердевание жидкого металла лунки происходит при вторичном охлаждении при явном дефекте питания. Поэтому металл осевой части заготовки по всей ее длине порист, содержит повышенное количество ликвидирующих компонентов, газов и неметаллических исключений.
Следовательно, непрерывно литые заготовки на сегодняшний день по своему качеству едва ли пригодны для ответственного проката.
Известны устройства, направленные на устранение или уменьшение указанного выше дефекта металла непрерывно литых заготовок (см. А.С. N 506273, МПК B 22 D 11/00, 1976 и а.с. N 440203, МПК B 22 D 11/00, 1973).
Наиболее близким по технической сущности к заявляемому (прототип) является устройство (кн. Э.Германн "Непрерывное литье", М., Металлургиздат, 1961 г. , с. 379, рис. 1098) для получения непрерывно литых заготовок из металлов и сплавов, температура в жидком состоянии которых около 700oC, содержащее литниковую систему и отражатель струи жидкого металла. При заливке жидкой стали с температурой около 1600oC для получения стальных непрерывно литых заготовок такое устройство мгновенно выйдет из строя.
Задачей изобретения является создание такого устройства, с помощью которого обеспечивалось бы полное затвердевание металла заготовки, т.е. перед ее вытягиванием из кристаллизатора.
Сущность изобретения состоит в том, что на верхней торцевой поверхности основного кристаллизатора установлено устройство, имеющее литниковую систему и сферический экран, перекрывающий всю верхнюю поверхность кристаллизатора, под которым располагается полый водоохлаждаемый сферический отражатель струи жидкого металла.
В процессе заливки струя жидкого металла из литниковой системы плавно поступает на поверхность отражателя, и, растекаясь по ней, металл охлаждается до температуры его затвердевания или ниже нее и стекает в полость кристаллизатора. Слившийся охлажденный расплав, имея зародыши твердой фазы, интенсивно затвердевает в кристаллизаторе по всему объему, а затвердевшая заготовка вытягивается из кристаллизатора без лунки жидкого металла, с однозонной первичной кристаллической структурой металла, без наличия в металле зон ликвидации и с постоянными механическими свойствами металла по всему объему непрерывно литой заготовки.
На чертеже схематично представлено предлагаемое устройство, которое состоит из цельного огнеупорного корпуса 1, защищенного металлическим кожухом 2, в котором предусмотрены литниковая воронка 3, вертикальный литниковый ход 4, раструб 5 и сферический экран 6, предотвращающий дополнительное окисление жидкого металла при увеличении его поверхности. В противоположных боковых стенках корпуса выполнены отверстия, через которые проходят стальные трубы 7, защищенные огнеупорными втулками 8 для подвода и отвода воды при охлаждении полого металлического отражателя 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2151661C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИЙСОДЕРЖАЩЕГО БЛОКА ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2114918C1 |
| Способ полунепрерывного литья слитков из алюминиевых сплавов | 2018 |
|
RU2697144C1 |
| Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора | 2015 |
|
RU2628225C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Устройство для вертикального непрерывного литья чугунных трубных заготовок с вытягиванием вверх | 1984 |
|
SU1395135A3 |
Изобретение относится к металлургии и машиностроению, предназначено для получения качественных слитков при непрерывном литье. Устройство содержит литниковую систему, полый сферический отражатель, к которому подсоединены трубы для подвода и отвода охлаждающей воды, и сферический огнеупорный экран. Экран перекрывает верхнюю поверхность кристаллизатора. Поступающий при заливке из литниковой системы на отражатель жидкий металл охлаждается до температуры его затвердевания или ниже ее. В кристаллизаторе происходит объемное затвердевание металла. Сферический экран предотвращает дополнительное окисление металла при его растекании по поверхности отражателя. Обеспечивается получение слитков без ликвации с однозонной структурой. 1 ил.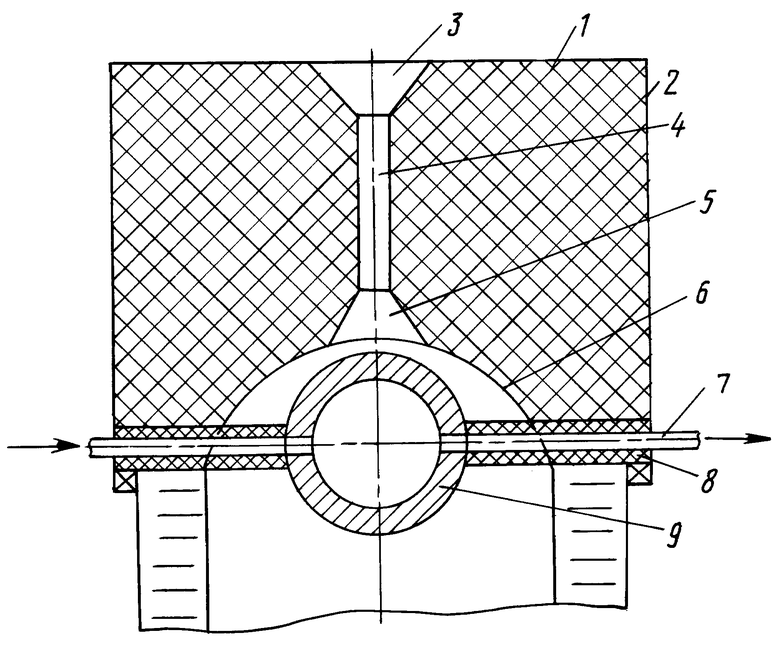
Устройство для заливки металлов и сплавов в кристаллизатор при непрерывном литье, содержащее литниковую систему и отражатель струи жидкого металла, отличающееся тем, что оно снабжено сферическим огнеупорным экраном, перекрывающим верхнюю поверхность кристаллизатора, при этом отражатель выполнен сферическим, полым и охлаждаемым водой.
| ЭРХАРД ГЕРМАН | |||
| Непрерывное литье | |||
| - М.: Металлургиздат, 1961, с.379, фиг | |||
| СЧЕТЧИК ЧИСЛА ПРОДАННЫХ В РАЗНЫХ КАССАХ БИЛЕТОВ КАК ОДНОЙ КАТЕГОРИИ, ТАК И РАЗНЫХ КАТЕГОРИЙ | 1911 |
|
SU1098A1 |
| Там же, с.380, фиг.1104 | |||
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА СВЕРХУ | 1991 |
|
RU2022688C1 |
| Устройство для разливки металла | 1983 |
|
SU1134285A1 |
| ВСЕСОЮЗНАЯ ^jTriJTiin T--\'""".rOt<feS<l | 0 |
|
SU395163A1 |
| Роторно-поршневая машина | 1987 |
|
SU1583659A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭТИЛОВОГО СПИРТА ИЗ ЗЕРНОВОГО СЫРЬЯ | 2000 |
|
RU2162103C1 |
