Изобретение относится к области литейного производства и предназначено для получения полых заготовок.
Целью изобретения является повышение производительности и стабильности геометрических параметров заготовки.
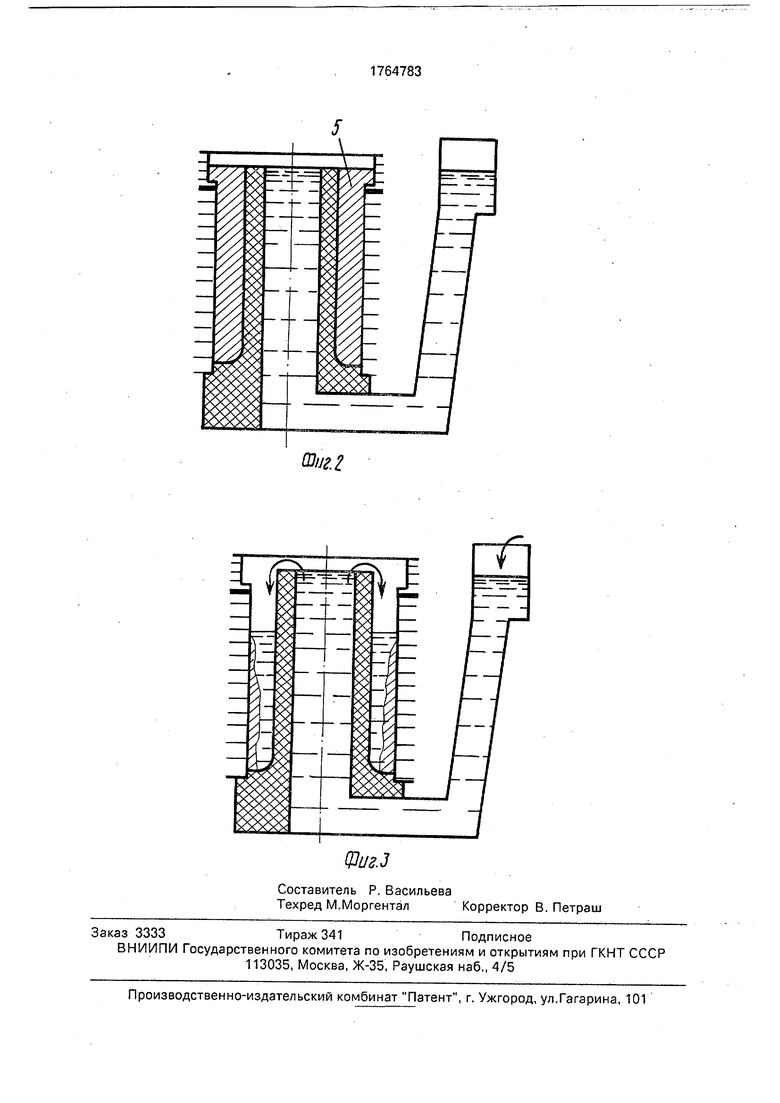
Изобретение поясняется чертежами, где на фиг. 1-3 изображено устройство для осуществления способа, различные стадии процесса.
Устройство содержит кристаллизатор 1 с формообразующей полостью 2, полый огнеупорный стержень 3, сифонную литниковую систему 4. Готовая заготовка обозначена позицией 5.
Способ реализуется следующим образом.
Жидкий металл через сифонную литниковую систему 4 (фиг. 1) заливают в полый огнеупорный стержень 3 и делают выдержку для разогрева стенки до температуры заливаемого металла. После выдержки продолжают заливать металл в сифонную
литниковую систему 4 и заполняют формообразующую полость 2 (фиг. 3), образованную кристаллизатором 1 и наружной поверхностью стержня 3. Затем делают выдержку для полного намораживания с одновременным равномерным по периметру и высоте отводу тепла от наружной поверхности затвердевающей заготовки 5. При этом тепло отводится только от металла, находящегося в формообразующей полости 2, т. е. осевая (центральная) часть жидкого металла отделена стенкой огнеупорного стержня 3. Кроме того, наличие огнеупорного стержня существенно уменьшает конвективные потоки, возникающие в кристаллизаторе, по сравнению с литьем по способу, описанному в прототипе. Это обстоятельство и позволяет при меньшем времени выдержки наморозить больше металла, что увеличивает производительность процесса.
В процессе намораживания, когда фронт затвердевания дойдет до наружной
со С
V4 О 4
00
СА
поверхности огнеупорного стержня, заготовку 5 (фиг. 5) извлекают из кристаллизатора 1 и продолжая процесс, заливают формообразующую полость 2 очередной порцией жидкого металла, цикл повторяется
Таким образом, получают в непрерывном режиме полые заготовки (отливки) мер- ной длины, равной высоте кристаллизатора.
Наличие полого огнеупорного стержня ограничивает продвижение фронта затвердевания, что обеспечивает получение заданной геометрии отливки независимо от температуры заливаемого металла. Кроме того формирование внутренней поверхности огнеупорным стержнем .гарантирует получение ее ровной и гладкой, чтс. умень шает припуск на механическую обработку. Пример осуществления способа.
Производили отливку заготовок из серого чугуна наружным диаметром 100 мм внутренним 76 мм и высотой 200 мм. Полый огнеупорный стержень выполняли из гра- фита марки МГ-1. После заполнения стерж- я жидким чугуном делали выдержку для разогрева стержня в течение времени, со ставляющего 0,53 времени формирования отГвкГчто составляло 8 с при времени
формирования 15 с, с последующим заполнением формообразующей полости. Затем после 15 с выдержки отливку извлекали полностью из кристаллизатора. Сразу же после извлечения отливки опять заполняли формообразующую полость, через 15 с выдержки вновь извлекали отливку и т. д. Процесс литья осуществлялся стабильно и отливки получались одинаковых геометрических размеров с хорошим качеством внутренней поверхности, при этом производительность составила 240 отливок в час.
Способ позволяет получить качественные полые заготовки со стабильными геометрическими параметрами.
Формула изобрете н ия Способ литья чугунных полых заготовок включающий подачу жидкого металла в кристаллизатор через полый огнеупорный стержень и извлечение из кристаллизатора заготовки, отличающийся тем, что, с целью повышения производительности и стабильности геометрических параметров заготовки, перед подачей жидкого металла в кристаллизатор осуществляют его выдержку в огнеупорном стержне в течение 03 13 времени затвердевания заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Металлический стержень | 1986 |
|
SU1713729A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ непрерывного литья полых заготовок | 1977 |
|
SU725787A1 |
| Устройство для подачи металла в кристаллизатор | 1978 |
|
SU700277A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
Изобретение относится к области литейного производства и предназначено для получения полых заготовок. Цель - повышение производительности и стабильности геометрических параметров заготовки Металл через сифонную литниковую систему заливают в кристаллизатор с помощью полого огнеупорного стержня. Перед снятием первой заготовки метал/г выдерживают в полом стержне в течение 0,3...1,3 времени затвердевания заготовки, что позволяет снизить разнотолщинность заготовки и стабилизировать процесс литья. 3 ил.
азиг.2
Составитель Р. Васильева
Техред М.МоргенталКорректор В. Петраш
Щиг.З
| Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом | 1985 |
|
SU1435144A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
