1
Изобретение относится к обработке ме-. таллов давлением, в частности к оборудованию для резки, и может быть использовано в агрегатах поперечной резки.
Известны ножницы с регулируемым перекрытием между ножами, верхний нож кото,рых перемещается по дуге от привода через кривошипно-шатунный механизм и взаимодействует с нижним подвижным ножом. Узел регулировки перекрытия ножей выполнен в виде червячно-винтовой передачи, связанной с приводом и с нижним ножом. Для установки определенного перекрытия в зависимости от толщины листа перемещают нижний нож 1.
Однако с изменением перекрытия изменяется положение нижнего .ножа по отношению к уровню прохождения полосы, что ведет к необходимости перед ножницами и за ножницами устанавливать приводные качающиеся рольганги.
Известны ножницы, содержащие нижний неподвижный прямолинейный иож и верхний радиусный нож с кривошипно-щатунным механизмом, ножи установлены в разъемной станине, состоящей из нижней неподвижной и верхней подвижной частей. Между собою части станины соединены направляющими колоннами, на верхних концах которых на резьбе насажены червячные колеса привода перемещения верхней станины. С помощью привода перемещения верхней станины достигается изменение перекрытия ножей вертикального зазора между верхним и нижним ножами 2.
Верхняя подвижная станина с приводом реза весит больще половины веса ножниц. Из-за этого на каждой колонне необходимо
устанавливать приводы перемещения подвижной станины и их синхронизации, что значительно усложняет конструкцию ножниц и существенно увеличивает их вес. Кроме того, наличие зазоров между цилиндрическими направляющими верхней станины и колонн нарущает постоянство величины бокового зазора между ножами, что отрицательно сказывается на качестве реза.
Известны ножницы для резки толстолистового проката, содержащие станину, на
которой закреплен прямолинейный нож, и установлен суппорт, перемещаемый по дуге посредством кривошипно-щатунных механизмов и несущий криволинейный нож и размещенные на его торцах ролики, взаимодеиствующиё с у по ром и копйрбМГ размещенными в боковинах станины,а также механизм регулировки перекрытия ножей, состоящий из эксцентриков, связанных с приводами поворота.
Недостатки известной конструкции.
Г. Усилие резания передаётся ifie через
радиусные опоры щатунов, как в классических конструкциях, а только через оси дополнйfёльныx эксцентриков щатунов. При значительных усилиях резания, во избежание болБщих удельных давлений в подщипниках осей, увеличиваются их диаметры, а это влечет за собою увеличение габаритов и BecffвёрхйёТб с5/пп6рта, слёдбвательно, и всей конструкции ножниц.
2. Наличие зубчатых зацеплений в труднодоступных местах верхнего подвижного суппорта усложняет изготовление и обслу жйванйеЙ05КНИЦ.
Цель изобретений - снижениевеса ножниЦ k упрощение их конструкции.
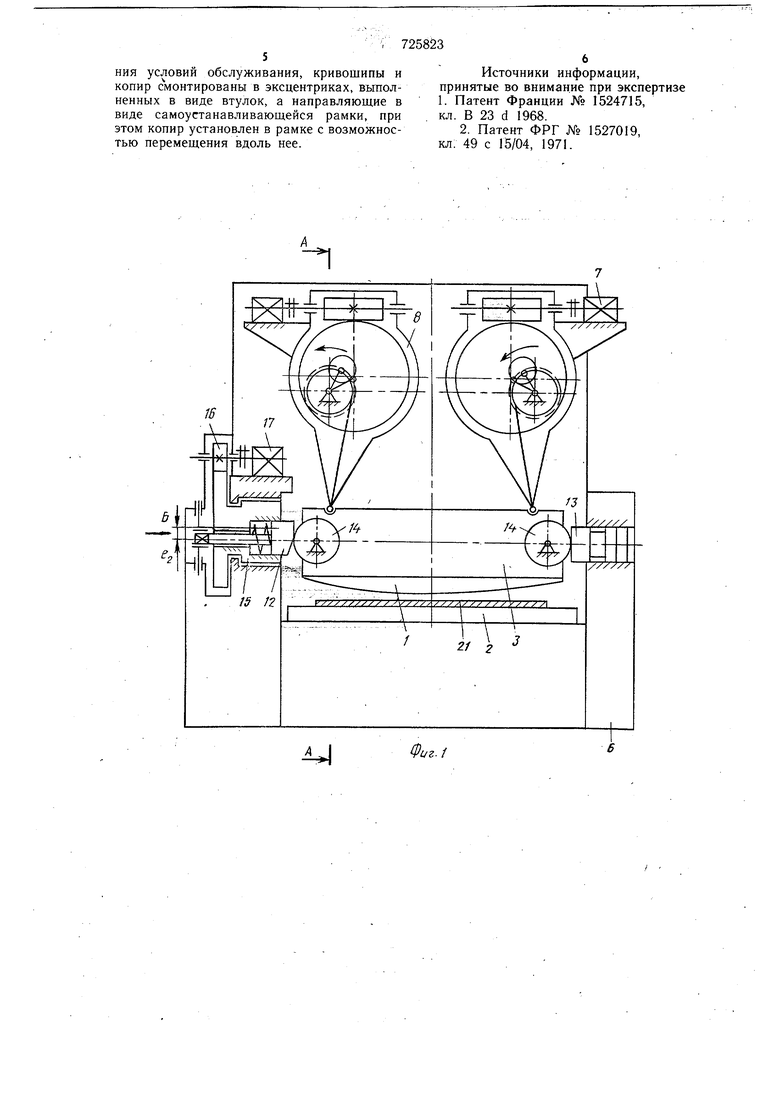
Эта цель достигается тем, что кривощипы и копир смонтированы в эксцентриках, вЪГпйлйеНньтх в виде втулок, а направляющие - в виде самоустанавлйвающейся рамки, прй этом копир установлен в рамке с возможностью перемещения вдоль нее.
На фиг. 1 изображены ножницы, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Ножницы для резки толстолистового проката содержат верхний криволинейный нож 1 и нижний неподвижный прямой нож 2. Верхний нож прикреплен к суппорту 3 и связан с приводом 4 через крив,ошйпйо-щатунный механизм 5, а нижний Нож закреплен на станине 6.
Механизм регулировки перекрытия (вертикального зазора) между ножами имеет два привода 7, связанные с зубчатыми передачами, зубчатые эксцентричные колеса 8 koTOpbix насажены на эксцентрики главных кривощипных валов 9. Кроме того, зубчатые колеса 8 через эксцентричные втулки 10, закрепленные с обеих сторон зубчатого колеса 8, связаны с корпусом шатунов 11. Суппорт 3 контактирует с копиром 12 и с подвижным упором 13 через ролики 14. Упор выполнен в виде силового цилиндра. Копир 12 смонтирован в эксцентричной втулке 15, которая через зубчатое зацепление 16 связана с приводом 17. Хвостовик 18 копира 12 имеет прямоугольную форму в сечении и размегден с возможнбстью перемещения в плавающих направляющих 19, выполненных в виде самоустанавливающейся рамки. Направляющие расположены на боковине станины в подщипниках скольжения 20.
Работают ножницы следующим образом. Листовой прокат 21 подается между ножами, когда верхний суппорт 3 находится в верхнем исходном положении. Нри включеййи кривошипно-щатунного механизма 5 верхний нож 1 круговым движением разделяет прокат на листы.
В зависимости, от толщины прбката., между верхним 1 и нижним 2 ножами регулируется перекрытие (вертикальный зазор). При этом, ножницы отключаются, верхний суппорт 3 находится в верхнем исходном положении и в силовом цилиндре упора 13 отсутствует давление.
Регулировка перекрытия (вертикального
зазора) осуществляется от приводов через зубчатые зацепления. Эксцентричные втулки 10 зубчатых колес 8 имеют регулируемый эксцентриситет ti. На щатунах перемещается верхний суппорт с ножом 1, изменяя величину вертикального зазора. Для сохранения кинематики катящегося реза (верхний криволинейный нож, обкатываясь по прямому нижнему ножу, имеет минимальНбё относительное скольжение с разрезаемым металлом) на величину изменившёг.ося перекрытия ножей изменяется и положение копира 12 от привода 17 через зубчатое з ацепление 16 и эксцентричную втулку 15. Этим самым достигается постоянная линия контакта между суппортом 3 через ролик 14 и копиром 12, имеющая вид циклоиды и описываемая точкой мгновенного контакта между ними. Контакт между копиром 12 и суппортом 3 поддерживается за счет подвижного упора 13 через, ролики 14. При развороте Эксцентричной втулки 15
копир 12 перемещается за счет эксцентриситета -Ei. Чтобы копир сохранял постоянно вертикальное полбжение, он зафиксирован в плавающих направляющих 19.
Ножницы позволяют резать листы и плиты различной толщины с оптимальным перекрытием между ножами, что обеспечит наиболее качественный рез и минимальный их изгиб. Кроме того, изменяя перекрытие, толстые плиты можно резать в несколько проходов на ножницах меньщей мощности. Предложенные ножницы по сравнению с известными имеют меньщий вес, проще по конструкции и удобны в обслуживании и эксплуатации.
Формула изобретения
Ножницы для резки толстолистового проката, содержащие станину, на которой закреплен прямолинейный нож и установлен
суппорт, перемещаемый по дуге посредством двух кривощипно-шатунных механизмов и несущий криволинейный нож и размещенные на его торцах ролики, взаимодействующие с упором и копиром, расположенными в боковинах станины, направляющие, а также
механизмом регулировки перекрытия ножей, состоящий из эксцентриков, связанных с приводом поворота, отличающиеся тем, что с целью повыщения качества и улучщения условий обслуживания, кривошипы и копир смонтированы в эксцентриках, выполненных в виде втулок, а направляющие в виде самоустанавливающейся рамки, при этом копир установлен в рамке с возможностью перемещения вдоль нее.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 1524715, кл. В 23 d 1968.
2. Патент ФРГ № 1527019, кл. 49 с 15/04, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Летучие ножницы | 1976 |
|
SU599933A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| Летучие ножницы | 1982 |
|
SU1085706A1 |
| Ножницы для резки листового металла | 1974 |
|
SU696695A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2056982C1 |
| Летучие ножницы | 1981 |
|
SU994161A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| КРИВОШИПНО-РЫЧАЖНЫЕ НОЖНИЦЫ для РЕЗКИ ПРОКАТА | 1965 |
|
SU171247A1 |
| Летучие ножницы | 1981 |
|
SU984730A1 |

Фиг. 2
В ид Б
