1
Изобретение относится к обработке металлов давлением, в частности к летучим ножницам, и может быть использовано в агрегатах резки, прокатных станах и т. п.
Известны летучие ножницы 1, содержащие коленчатые валы с шатунами, в головках которых закреплены ножи, и направляющие в виде плит с пазами, в которых перемещаются ролики, установленные на концах щатунов.
При вращении двигателей ножи будут сближаться перпендикулярно к разрезаемому прокату, так как радиус кривизны пазов плит равен радиусу коленчатых валов и щатуны двигаются поступательно. Эти ножницы тихоходны.
Известны летучие ножницы 2, содержащие кривощипные валы, на щейках которых щарнирно установлены суппорты с ножами, и направляющие с роликами. Направляющие выполнены в виде вертикальной щтанги, свободно проходящей через расточки, сделанные в приливах суппортов.
При вращении кривошипных валов соединенные штангой суппорты с ножами совершают плоскопараллельцое движение, а вертикальная щтанга перемещается по горизонтали вдоль оси прокатки.
Основным недостатком этих ножниц является их тихоходность, так как движущиеся массы вертикальных направляющих совершают
возвратно-поступательное движение и создают большие динамические нагрузки.
Кроме того, соединение суппортов через штангу выполнено на подшипниках скольжения, в которых при интенсивной работе вследствие износа образовывается зазор и точно такой же зазор появляется между рел ущими кромками ножей. Это приводит к резкому ухудшению качества реза, вызывает дополнительные нагрузки в соединениях суппортов и т. д.
С целью повышения скорости резания и производительности направляющие размещены по
обоим концам суппортов, жестко с ними связаны и выполнены в виде прямоугольной пластины и охватывающей ее П-образной пластины, а ролики установлены на концах каждой пластины.
С целью обеспечения регулировки зазора между ножами ножницы снабжены узлами регулировки зазора между ножами, выполненными в виде планок с зубчатыми выемками и зубчатых секторов, взаимодействующих между
собой и расположенных соответственно на пластинах и осях роликов, выполненных с эксцентриками.
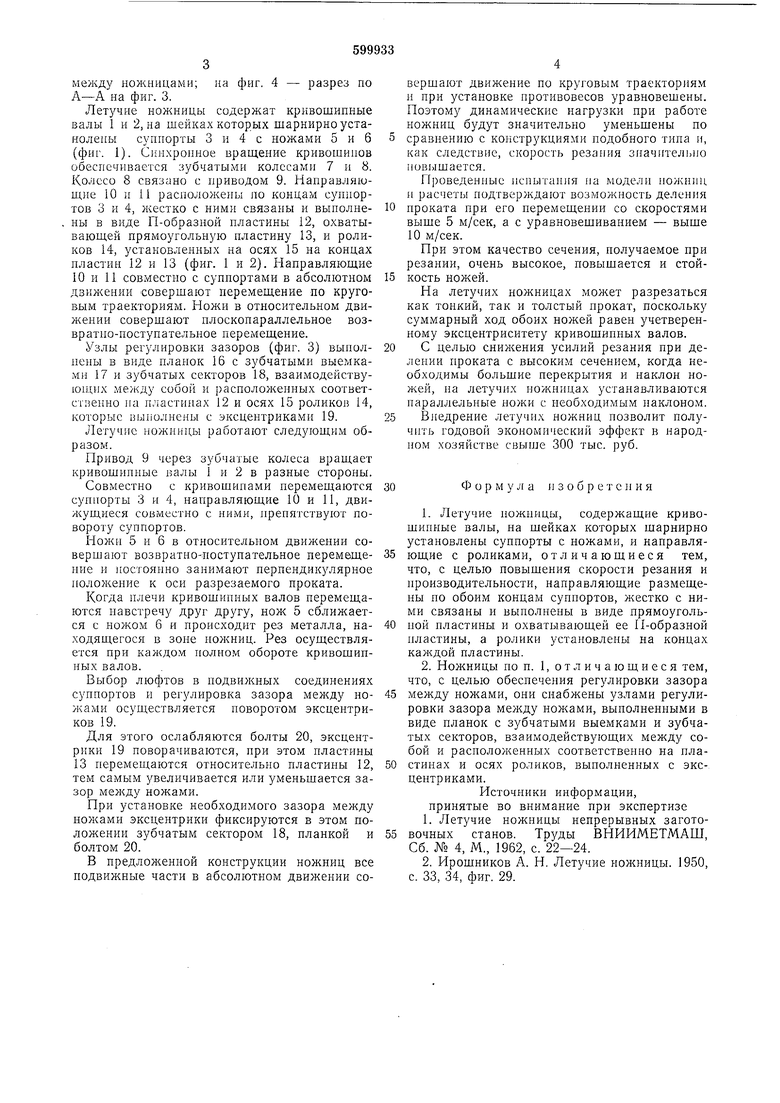
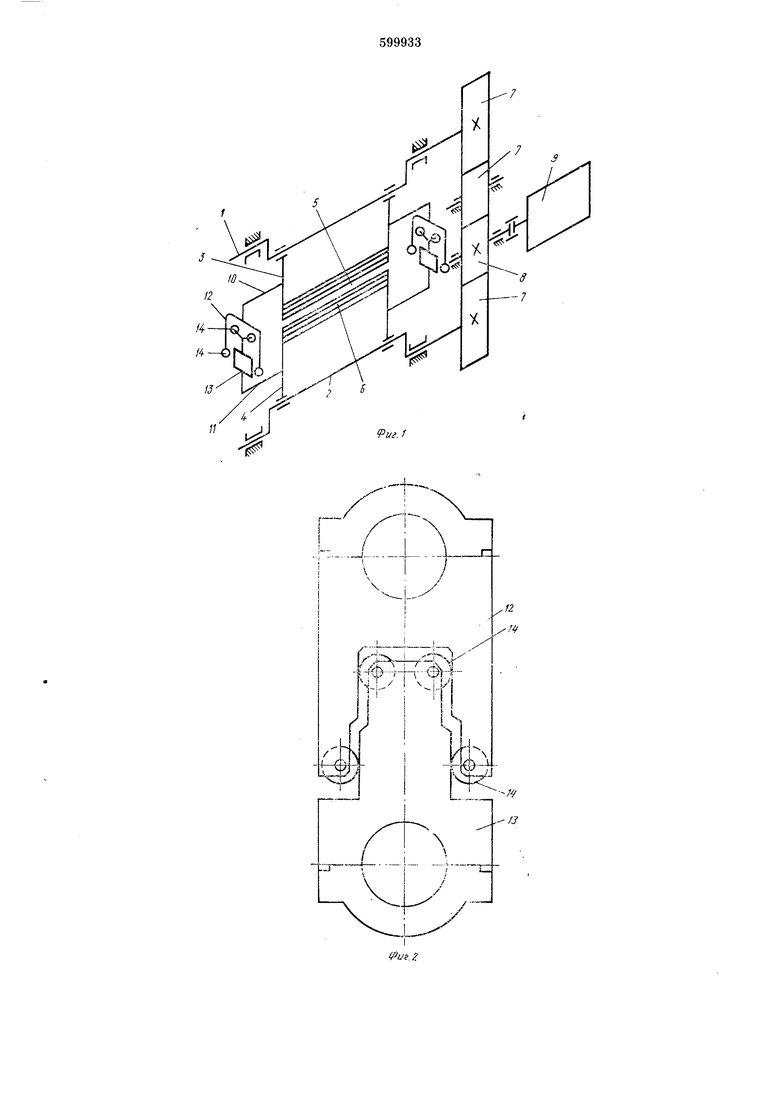
Па фиг. 1 приведена кинематическая схема летучих ножниц; на фиг. 2 - узел направляющих; на фиг. 3 - узел регулировки зазоров
между ножницами; на фиг. 4 - разрез по А-А на фиг. 3.
Летучие ножницы содержат кривошипные валы 1 и 2, на шейках которых шарнирноустанолепы суппорты 3 и 4 с ножами 5 и 6 (фиг. 1). Синхронное вращение кривошипов обеспечивается зубчатыми колесами 7 и 8. Колесо 8 связано с приводом 9. Нанравляюш,ие 10 п 11 расположены по концам суппортов 3 п 4, жестко с ними связаны и вынолнены в виде П-образной пластины 12, охватывающей прямоугольную пластнну 13, п роликов 14, установленных на осях 15 на концах пластин 12 и 13 (фиг. 1 и 2). Направляющие 10 и 11 совместно с суппортами в абсолютном движении совершают перемещение по круговым траекториям. Ножи в относительном движении совершают нлоскопараллельное возвратно-поступательпое перемещение.
Узлы регулировки зазоров (фиг. 3) вынолнены в виде планок 16 с зубчатыми выемками 17 и зубчатых секторов 18, взаимодействуЮ1ЦПХ .между собой и расположенных соответственно па пластинах 12 и осях 15 роликов 14, которые выполнены с эксцентриками 19.
Летучие ножницы работают следующим образом.
Нривод 9 через зубчатые колеса вращает кривошиппые валы 1 и 2 в разные стороны.
Совместно с кривошипами перемещаются суппорты 3 и 4, направляющие 10 и 11, движущиеся совместно с ними, препятствуют повороту суппортов.
Ножн 5 п 6 в относительном движении совершают возвратно-поступательное перемещение и постоянно занимают нерпендикулярное положение к оси разрезаемого проката.
Когда плечи кривошипных валов перемещаются навстречу друг другу, нож 5 сближается с ножом 6 и происходит рез металла, находящегося в зопе иожниц. Рез осуществляется при каждом полном обороте кривошипных валов.
Выбор люфтов в подвижных соединениях суппортов п регулировка зазора между ножами осуществляется поворотом эксцентриков 19.
Для этого ослабляются болты 20, эксцентрики 19 поворачиваются, при этом пластины 13 перемещаются относительпо пластины 12, тем самым увеличивается или уменьшается зазор между ножами.
При установке необходимого зазора между ножами эксцентрики фиксируются в этом положении зубчатым сектором 18, планкой и болтом 20.
В предложенной конструкции ножниц все подвижные части в абсолютном движении совершают движение по круговым траекториям п при установке противовесов уравновешены. Поэтому динамические нагрузки при работе ножниц будут значительно уменьшены по сравнению с конструкциями подобного тина и, как следствие, скорость резания значител1)ПО повышается.
П)оведенные испытания на модели ножниц н расчеть подтверждают возможность деления нроката при его перемещении со скоростями выще 5 м/сек, а с уравновешиванием - выше 10 м/сек.
При этом качество сечения, нолучаемое при резании, очень высокое, повышается и стойкость ножей.
На летучих ножницах может разрезаться как тонкий, так и толстый прокат, поскольку суммарный ход обоих ножей равен учетверенному эксцентриситету кривошинных валов.
С целью снижения усилий резания нри делении проката с высоким сечением, когда необходимы большие перекрытия и наклон ножей, на летучих ножницах устанавливаются параллельные ножи с необходимым наклоном.
Внедрение летучих ножниц позволит получпть годовой экономический эффект в народном хозяйстве свыше 300 тыс. руб.
Формула изобретения
1.Летучие пожпицы, содержащие кривошипные валы, на шейках которых шарнирно установлены суннорты с ножами, и направляющие с роликами, отличающиеся тем, что, с целью повыщения скорости резания и производительности, направляющие размещены но обоим концам суппортов, жестко с ними связаны и выполнены в виде прямоугольной пластины и охватывающей ее П-образной иластины, а ролики установлены на концах каждой пластины.
2. но п. 1, отличающиеся тем, что, с целью обеспечения регулировки зазора между ножами, они снабжены узлами регулировки зазора между ножами, выполненными в виде планок с зубчатыми выемками и зубчатых секторов, взаимодействующих между собой и расположенных соответственно на нластинах и осях роликов, выполненных с эксцентриками.
Источники информации, принятые во внимание при экспертизе
1.Летучие ножницы непрерывных заготовочных станов. Труды ВНИИМЕТМАШ, Сб. № 4, М., 1962, с. 22-24.
2.Ирошников А. Н. Летучие ножницы. 1950, с. 33, 34, фиг. 29.
9иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Летучие ножницы | 1982 |
|
SU1085706A1 |
| Ножницы для резки толстолистового проката | 1977 |
|
SU725823A1 |
| Летучие ножницы | 1981 |
|
SU994161A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| Летучие ножницы | 1975 |
|
SU524623A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| Летучие ножницы | 1981 |
|
SU984730A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
-и х/ .
С
-terpr п- Дm- -р
18
