1
Изобретение относится к области прокатного производства, а точнее является усовершенствованием устройств для зацентровки трубной заготовки под прошивку.
Изобретение наиболее эффективно может быть использовано в автоматизированных поточных линиях трубопрокат: ь:х агр чатов.
Известно устройство для зацентровки, содержащее зацентровщик, зажимные верхний и нижний рычаги, шарнирно связанные между собой, поддерживающие рычаги, выполненные Д15уплечими, и рольганг 1. Сведение рычагов происходит по радиусу, что приводит к разбегу центров переднего конца заготовок.
Из известных устройств для центрирования трубных заготовок наиболее близким по технической сущности является устройст.во для зацентровки под прошивку, содержаш,ее пневматическую пушку, центрирующий рычажной захват, рольганг, расположенный перед пневмопушкой, и выбрасыватель 2. Имеется кулачок, который расположен под одним рычагом рычажного выбрасывателя, включающего ряд рычагов, сидящих на общем валу с приводом. Параллельно оси пневматической пушки установлен сталкиватель, выполненный в виде упора, установленного на штанге, с ияз,ииой со пггоком ииевмоиили1 дра.
Ие.чостаток известной конструкции устройства для зацентровки трубной заготовки иод проипшку зак. ючается в том, что при .оде pi iM;ira выбрасывате.чя при вь;бросе зацентр(М а11ПОЙ заготовки на поверхность кулачка попадает большое ко,1ичество окалины, которая может быть прижата к кулачку при возврате рычага выбрасывателя. В
рез,чьтлте этого снижается точность .настройки следующей трубной заготовки под. зацентровку с эксцентриситетом до 5 мм, а следовательно, качество трубы после прошивки вследствие ее разностенности по толщине стенки. Кроме того, прогрессирует износ поверхности кулачка, что также отрицательно влияет на точность настройки трубной заготовки.
Целью изобретения является повышение точности зацентровки при широком диапазоне диаметров заготовки.
Цель достигается устройством для зацентровки трубной заготовки под прошивку, снабженным соединенной с центрирующим захватом траверзой, установленной с возможностью перемещения относительно ствоЯа Пйевмопушки, и связанным с ней механизмом изменения положения рольганга по высоте.
Такое конструктивное выполнение устройства для центрирования трубной заготовки под прошивку позволяет повысить точ locTb зацентроЁки заготовок и, как следствТие, гильз после прошивки. Это достигают благодаря связи механизма изменения положения роликов рольганга по высоте посредством подвижной траверзы с центрирующим захватом. Благодаря этому обеспечивают синхронность их работы и точность установки трубной заготовки относительно бойка пневматической пушки. Кроме того, этим обеспечивают повышение долговечности работы устройства в связи с тем, что заготовка по всей длине выставляется посредством роликов рольганга, которые приэтом не испытывают никаких дополнительных нагрузок.
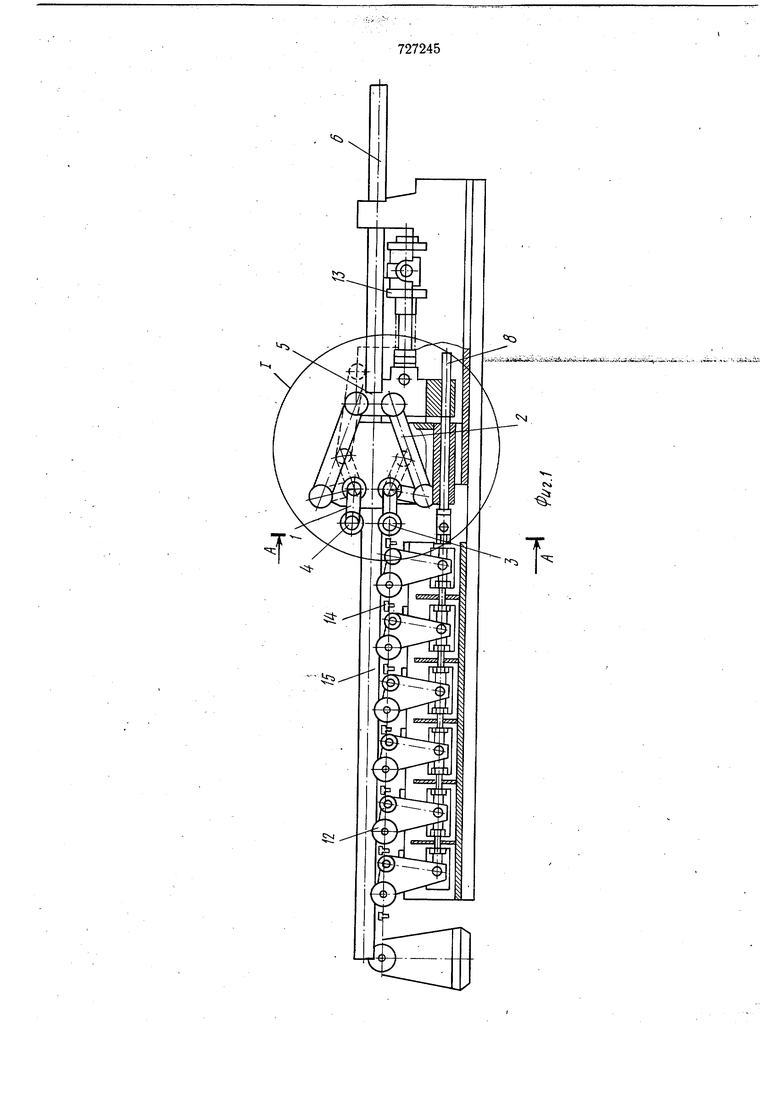
На фиг. 1 - общий вид устройства для зацентровки трубной заготовки под прошивку; на фиг. 2 - сечение А - А фиг. 1; на фиг. 3 - узел Г фиг. I.
Устройство для зацентровки трубной заготовки под прошивку содержит центрирующий захват, состоящий из рычагов 1 и 2 с поворотными роликами 3 и 4, траверзу 5, шйрнирно соединенную с ними и установ лёйную с возможностью перемещения, пневмопушку со стволом б, бойком 7, плунжером 8 с упорами 9 и 10, серьгу 11, рольганг с приводными роликами 12, установленными
С возможностью регулирования своего положения по высоте и пневмоцилиндр 13. Выбрасыватель 14 предусмотрен для выбрасывания готовой заготовки 15.
Устройство работает следующим образом. Заготовку 15 подают по рольгангам к пневмопушке. Пневмоцилиндр ГЗ при включении передвигает траверзу 5, вызывая сведение рычагов 1 и 2, при этом поворотные ролики 3 и 4 поднимают и зажимают заготовку 15. Одновременно, траверза 5, передвигаясь по плунжеру 8, доходит до его упора 9 и поднимает ролики 12 рольганга, выставляя ось заготовки 15 по всей длине на ось ствола 6 пневмопушки. При ударе 5 бойка 7 на торце заготовки образуется отверстие-центр, после чего при обратном ходе штока пневмоцилиндра поворотные ролики 3 и 4 разводят. От воздействия одновременно на массу рольганга заготовки 15, рольганг опускается вниз на станину пневмопушки,
0 причём это его положение фиксирует упор 10 плунжера 8. Выбрасыватель 14 выбрасывает зацентрированную заготовку. При подходе следующей заготовки к пневматической пушке в процессе работы поворотные ролики 3
и 4 каждый раз меняют поверхность зажима. Устройство для зацентровки трубной заготовки под проЩйвку по сравнению с известным позволяет повысить качество трубных заготовок за счет повышения точности их настройки для центрирования с эксцент0 риситетом до 0,4 мм.
Формула изобретения
Устройство для зацентровки трубной j заготовки под прошивку, содержавшее пневмопушку, центрирующий рычажный захват, рольганг, расположенный перед пВевмопущкой, и выбрасыватель, отличающееся тем, что, с целью повышения точности зацентровки при широком диапазоне диаметров заго0 товки, оно снабжено соединенной с центрирующим захватом траверзой, установленной с возможностью перемещения относительно ствола пневмопушки, и связанным с ней механизмом изменения положения рольганга по высоте. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 541513, кл. В 21 В 15/00, 1975.
2.Авторское свидетельство СССР № 326003, кл. В 21 В 15/00, 1970.
. Ci
4i
i:ljtiStA,.Зi,Qч,l,
/1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |
| КЛЕЩЕВОЙ ЦЕНТРИРУЮЩИЙ ЗАХВАТ ПНЕВМАТИЧЕСКОЙ ПУШКИ | 1973 |
|
SU397243A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 1972 |
|
SU326003A1 |
| ПНЕВМАТИЧЕСКАЯ ПУШКА ДЛЯ ЗАЦЕНТРОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1971 |
|
SU304019A1 |
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| Пневматическое устройство для зацентровки трубной заготовки | 1971 |
|
SU441083A1 |
| Устройство для подготовки заготовки под прошивку | 1977 |
|
SU735341A2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |