Фиг.1
Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано для глубокой зацентровки трубных заготовок.
Цель изобретения - повышение производительности.
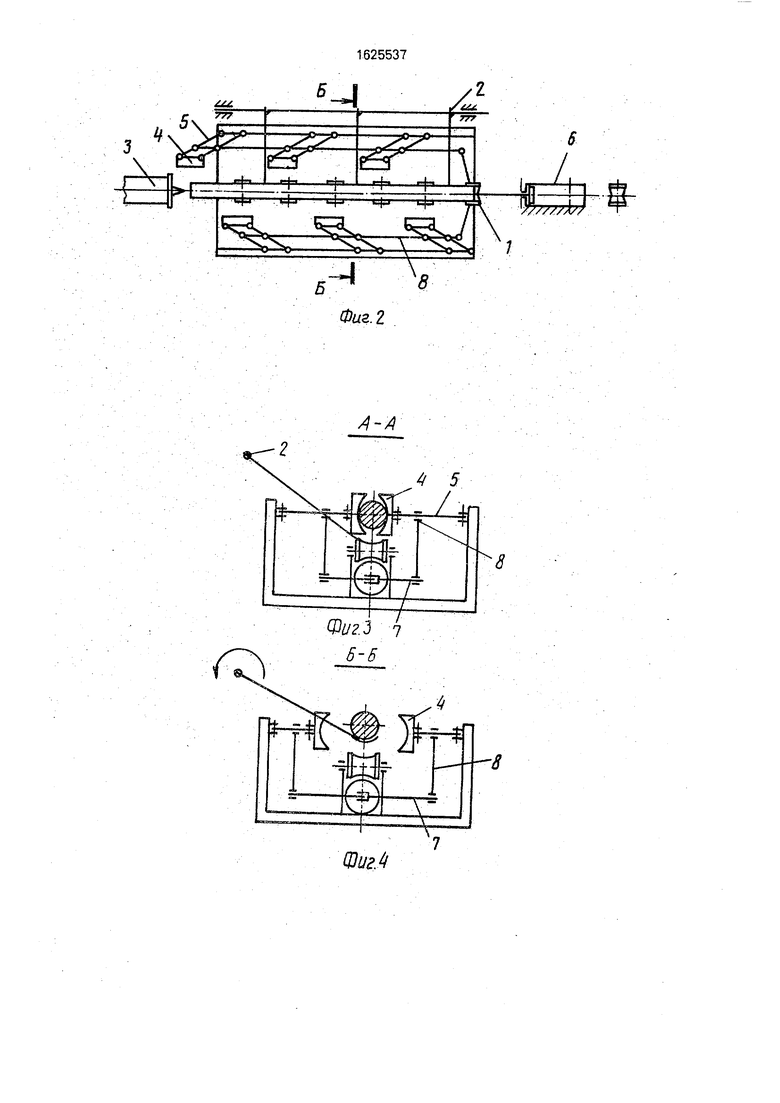
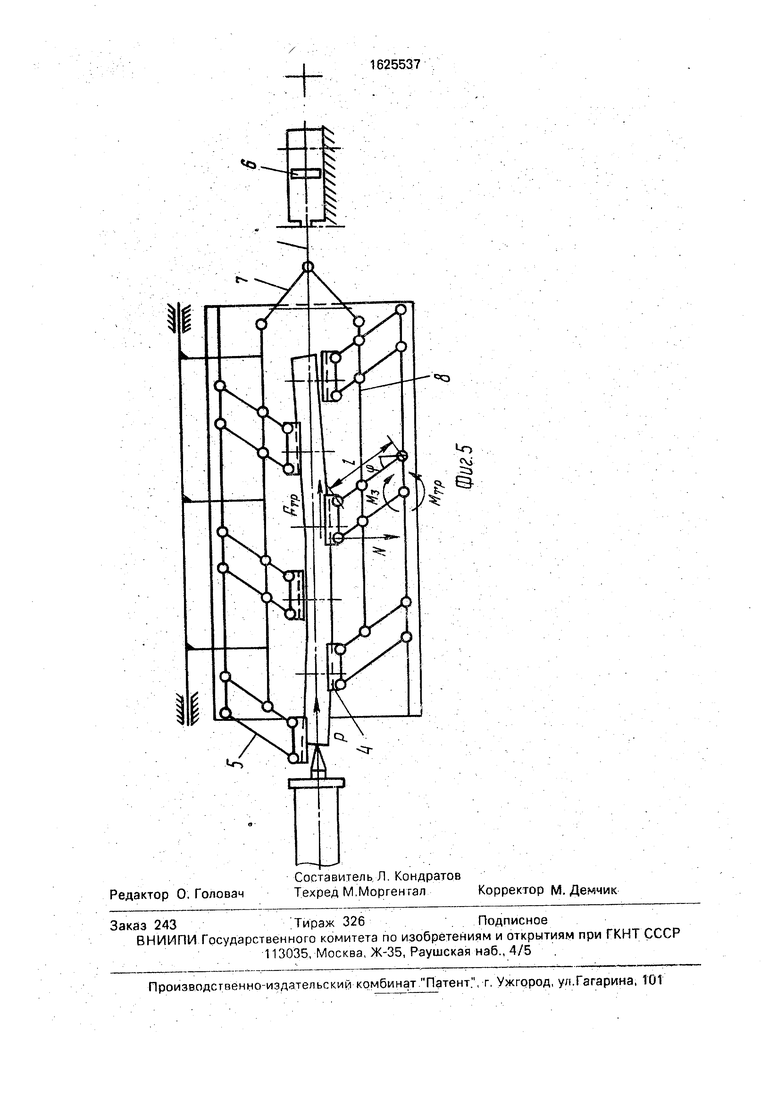
На фиг. 1 изображено предлагаемое устройство; на фиг. 2-тоже, губки разведены; на фиг. 3 - разрез А-А на фиг. 1; на фиг, А - разрез Б-Б на фиг. 2; на фиг. 5 - устройство при зажиме искривленной заготовки.
Устройство для подготовки заготовок содержит подводящий рольганг 1, выбрасыватель 2, зацентровщик 3, механизм зажима, выполненный в виде расположенных в горизонтальной плоскости губок 4, установленных на парах рычагов 5, привод синхрон- ного поворота, состоящий из пневмоцилиндра 6, рычагов 7 и тяг 8, связывающих пары рычагов. Губки с парами рычагов размещены вдоль рольганга в шахматном порядке с зазором между торцовыми поверхностями и одинаково наклонены в сторону зацентровщика.
Устройство работает следующим образом.
Заготовка по рольгангу 1 подводится к зацентровщмку 3. Губки 4 с помощью привода синхронного поворота сводятся и зажимают заготовку, причем, как под действием усилия зажима, так и под действием усилия зацентровки обеспечивается одинаковый поворот рычагов 5, несущих губки 4, так как все рычаги, находящиеся по разные стороны от оси зацентровки, шар- нирно связаны с двумя тягами 8, шарнирно соединенными через рычаги 7 со штоком пневмоцилиндра 6. Такая связь обеспечивает одинаковое сведение и разведение всех губок и при движении штока пневмоцилиндра и при смещении любой из губок от действия заготовки при зацентровке.
В начальный момент от действия пневмоцилиндра через рычаги 7, тяги 8, рычага 5 губки 4 сближаются и три из них, ближайшие к концам, и в месте наибольшего изгиба заготовки соприкасаются с ней и выводят на ось зацентровки. Затем зацентровщик, представляющий собой пневмопушку или
гидроцилиндр в зависимости от необходимой глубины центровочного углубления, начинает давить на торец заготовки. Поскольку осевое усилие, необходимое для правки, значительно меньше усилия внедрения бойка, заготовка начинает перемещаться. При этом губки, контактирующие с заготовкой, начинают сближаться, за счет чего осуществляется правка. Когда все губхи своими рабочими поверхностями соприкасаются с заготовкой (а это возможно, если заготовка выпрямилась), усилие, необходимое для дальнейшего изгиба, резко возрастает, изгиб становится невозможен и происходит внедрение бойка, т. е. зацентровка. После окончания и отвода бойка обратным ходом иневмоциличдра губки отводятся в исходное положение а заготовка выбрасывателем 2, рычаги которого перемещаются между губками, передается на
прошивку.
Предлагаемое устройство для подготовки заготовок к прошивке по сравнению с известными позволяет повысить произво дительность и надежно удерживать заготоеку при глубокой зацентровке.
Формула изобретения Устройство для подготовки заготовок к прошивке, содержащее заценгровщик, механизм зажима заготовок с приводом синхронного поворота, подводящий рольганг и выбрасыватель, отличающееся гем, что, с целью повышения производительности, механизм зажима заготовок выполнен в виде расположенных в горизонтальной
плоскости губок, установленных на парах рычагов, соединенных с приводом синхэон- HOio поворота, причем губки с парой рычагов расположены вдоль рольгрмга в шахматном порядке с зазором между торцовими поверхностями.
-о
-4
S
фффцрф.
s.
-A
Фиг. 2
A
.
777
L
///77/.
1
ч °
o-b o-Л- - e
8
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 1972 |
|
SU326003A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| Устройство для зацентровки нагретых заготовок | 1989 |
|
SU1616741A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ | 2017 |
|
RU2645844C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 2007 |
|
RU2345857C1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано для глубокой зацентровки трубных заготовок Цель изобретения - повышение производительности. Заготовку, подаваемую к зацеьтровщику 3, зажимают механизмом, выполненным в виде расположенных в горизонтальной плоскости губок 4, установленных на парах рычагов 5, через тяги 8 и рычаги 7, связанные с пневмоцилиндром 6 привода синхронного поворота. Причем губки с парой рычагов расположены вдоль рольганга 1 в шахматном порядке с зазором между торцовыми поверхностями. Пары рычагов одинаково наклонены в сторону зацентровщика 3 и с каждой стороны связаны общими тягами 8. Зажим заготовки обеспечивает надежную зацентровку заготооки то оси Благодаря такому конструктивному выполнению устройства повышается производительность за счет того, что по окончании процесса зацентровки губки разводятся в горизонтальной плоскости в стороны на расстояние, обеспечивающее удаление заголовки из механизма зажима выбрасывателем 2 без ее отвода Та мм образом сокращается цикл зэцентров.сп. 5 ил
8
Фиг4
«5
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 0 |
|
SU326003A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для зацентровки трубной заготовки | 1985 |
|
SU1245365A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
