Изобретение относится к трубопрокатному производству, а именно к вспомогательному оборудованию прошивных станов, а точнее к устройствам для зацентровки заготовок под прошивку.
Известно устройство для зацентровки заготовки под прошивку, содержащее транспортирующее средство, зажимной механизм, размещенная в расточке его корпуса штанга, несущая боек, пневмоцилиндр осевого перемещения штанги с бойком, пневматический механизм извлечения бойка.
Зажимной механизм выполнен в виде роликов, закрепленных на рычагах, установленных на осях с внешней стороны корпуса зажимного механизма [1]
Недостатком этого устройства является возможное радиальное смещение оси заготовки относительно оси бойка в случае неровности поверхности заготовки в зоне зажима из-за недостаточности усилий зажима.
Кроме того, применение пневматического привода бойка не обеспечивает получение глубоких центровых отверстий, так как для этого требуется значительное усилие зацентровки, что не может быть достигнуто пневматическим приводом.
Из известных устройств для зацентровки заготовки под прошивку наиболее близким по технической сущности является устройство для зацентровки заготовки, содержащее транспортирующее средство, станину, установленные на ней зажимной механизм, боек, гидроцилиндр вдавливания бойка, гидравлический механизм извлечения бойка.
Зажимной механизм имеет привод зажима от гидроцилиндра и состоит из двух губок. Верхняя губка перемещается от гидроцилиндра зажима, а нижняя неподвижна. Губки образуют круглый калибр по размеру зажимаемой заготовки. Боек установлен в ползуне, смонтированном в траверсе, связанной с гидроцилиндром вдавливания бойка и механизмом его извлечения. Ползун, несущий боек, подвижен в вертикальном направлении и при движении бойка к заготовке входит в кинематическую связь с верхней зажимной губкой. Происходит автоматическая подстройка бойка при отклонении диаметра заготовки от номинала [2]
Однако, от нагрузок при зацентровке возможно радиальное смещение бойка ввиду наличия многих подвижных сочленений узла, соединяющего боек с гидроцилиндром его вдавливания, что приводит к снижению точности. Причем такая механическая система вносит погрешность от собственного износа.
Кроме того, удерживание заготовки трением требует создания больших усилий прижима, что увеличивает габариты и энергозатраты. Причем накопление окалины на нижней губке и возможность ее удаления только при замене губки приводит также к неточности при зацентровке отверстий.
При этом необходимость замены изношенных элементов, а также зажимных губок при изменении типоразмера увеличивает затраты вспомогательного времени.
Задача настоящего изобретения состоит в создании устройства, позволяющего производить с высокой точностью зацентровку литых заготовок.
Поставленная задача достигается том, что устройство для зацентровки литых заготовок под прошивку, содержащее станину, транспортирующее средство, зажимной механизм, состоящий из губок с приводом зажима от гидроцилиндра, боек, гидроцилиндр его вдавливания, механизм извлечения бойка, согласно изобретению, оно снабжено стержнем, несущим боек, зажимной механизм и гидроцилиндр вдавливания бойка размещены внутри станины коаксиально друг другу, станина выполнена замкнутой с наклонными плоскостями и с направляющими, закрепленными внутри нее посредством осей, зажимной механизм имеет установленные в направляющих станины штанги, каждая из которых шарнирно связана одним концом с губкой, а другим посредством тяг с корпусом гидроцилиндра зажима, смонтированным с возможностью горизонтального возвратно-поступательного перемещения, губки выполнены клиновыми, установлены внутри станины с возможностью взаимодействия с ее наклонными плоскостями и расположены по отношению друг к другу через 120o, при этом зажимной механизм имеет установленный в станине винтовой упор, контактирующий со штоком гидроцилиндра зажима, и пружинные упоры, взаимодействующие с направляющими, механизм извлечения бойка выполнен в виде упора-плунжера с осевым отверстием под стержень и сообщенного с ним дополнительного поршня, размещенных в расточке, выполненной в штоке гидроцилиндра вдавливания бойка, а в станине предусмотрена дополнительная опора под свободный конец упора-плунжера.
Такое конструктивное выполнение устройства для зацентровки литых заготовок под прошивку обеспечивает точную установку центра заготовки по оси бойка.
Это достигается за счет коаксиального размещения внутри эамкнутой станины эажимного клинового механизма и жестко связанных между собой элементов, несущих и перемещающих боек. Это позволит избежать необходимость регулирования положения бойка при отклонениях фактического размера заготовки от номинального, а также осуществить зажим заготовок с прижимными усилиями, соответствующими по величине усилиям зацентровки. Так как последние передаются через заготовку на подвижные клинья и замыкаются на станину, то можно применять такие усилия зацентровки, обеспечивающие выполнение центровых отверстий значительной глубины и диаметра.
Кроме того, снижение зажимных усилий, сокращение времени на регулировку положения клиновых губок с помощью гидроцилиндра зажима и винтового упора, исключение необходимости регулирования положения бойка при изменении типоразмера заготовки существенно уменьшают затраты времени на вспомогательные операции при работе устройства.
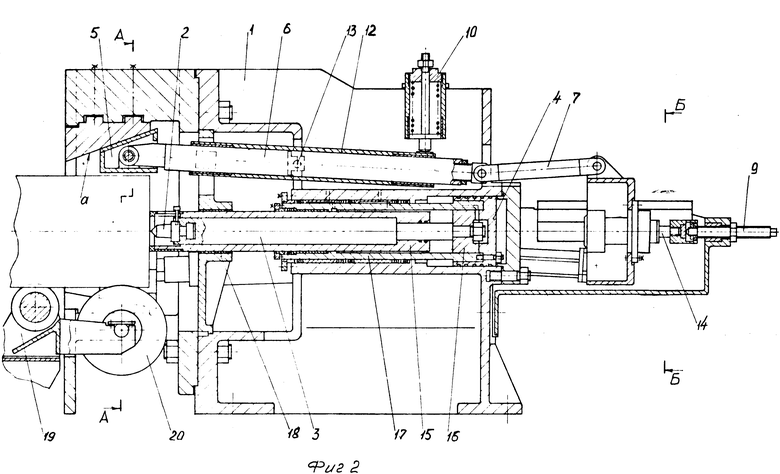
На фиг. 1 представлена кинематическая схема устройства; на фиг. 2 - изображено устройство для зацентровки заготовок под прошивку, общий вид; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 3.
Устройство для зацентровки литых заготовок под прошивку содержит транспортное средство, замкнутую станину 1 с наклонными плоскостями а, б, в, несущий боек 2 стержень 3, коаксиально размещенные внутри станины зажимной механизм с приводом зажима от гидроцилиндра 8, гидроцилиндр 4 вдавливания бойка, гидравлический механизм извлечения бойка.
Зажимной механизм выполнен в виде расположенных под углом 120o друг к другу клиновых губок 5 c зубчатыми насечками, взаимодействующих с наклонными плоскостями а, б, в станины, и штанг 6, шарнирно связанных одним концом с клиновыми губками, а другим посредством тяг 7 с корпусом 8 гидроцилиндра зажима. Кроме того, предусмотрены установленные в станине винтовой 9 и пружинные 10 упоры, предназначенные соответственно для настройки губок на заданный диаметр заготовки и для обеспечения тесного контакта губок с наклонными плоскостями. Корпус 8 гидроцилиндра установлен на площадках 11 станины. Штанги 6 установлены в направляющих 12, выполненных в станине. Направляющие 12 штанг закреплены на осях 13 и контактируют с пружинными упорами 10. Шток 14 гидроцилиндра зажима взаимодействует с винтовым упором 9. Гидравлический механизм извлечения бойка выполнен в виде упора-плунжера 15 и дополнительного поршня 16, размещенных в расточке штока 17 гидроцилиндра 4 вдавливания бойка. Упор-плунжер 15 имеет осевое отверстие под несущий боек 2 стержень 3, связанный с дополнительным поршнем 16. Причем свободный конец упора-плунжера 15 установлен в опоре 18, предусмотренной для него в станине вблизи бойка.
Транспортное средство выполнено в виде приводного рольганга 19 с опорным холостым роликом 20, размещенным между двумя нижними губками 5 зажимного механизма, гидроцилиндра 21 его подъема и средства для регулирования его положения по высоте, например, в виде винтового упора 22.
Последовательность операций по зацентровке заготовки осуществляется срабатыванием элементов устройства по сигналам фотореле 23, 25 и датчиков 24, 26, 27, 28, 29, 30 автоматической системы управления. В зависимости от последовательности операций при зацентровке используются следующие полости: поршневая Г и штоковая Д полости гидроцилиндра вдавливания бойка, поршневая Е и штоковая Ж полости механизма извлечения бойка.
Рольганг слитковоза и находящийся в нижнем положении рольганг 19 включаются одновременно и перемещают заготовку до контакта с упором-плунжером 15, находящимся в выдвинутом положении (под давлением полости Ж и Е).
Фотореле 23 дает команду на выключение рольганга 19, отвод упора-плунжера (слив жидкости из полости Е) и подъем рольганга 19 для выведения заготовки на ось зацентровки. После этого датчик 24 с выдержкой времени 1-4 секунды включает рольганг 19 для подачи заготовки в зону зажима. Фотореле 25 дает команду на выключение рольганга 19 и зажим заготовки.
Для этого цилиндром зажимного механизма осуществляется перемещение клиновых губок 5 по наклонным плоскостям а, б, в до контакта рабочих поверхностей губок с заготовкой. При этом заготовка плотно обжимается губками и центрируется по оси бойка.
Для лучшего центрирования заготовки производится ее поджатие упором-плунжером 15. Для этого датчик 26 включает подачу жидкости в полость Е механизма извлечения бойка.
Далее с выдержкой времени 1-2 сек по команде датчика 26 включается гидроцилиндр вдавливания бойка. При этом жидкость поступает в полость Г и сливается из полостей Ж и Е.
По окончании вдавливания датчик 27 дает команду на отвод дополнительного поршня 16, связанного с бойком, и поршня гидроцилиндра вдавливания бойка вправо относительно упора-плунжера, для чего жидкость поступает в полость Ж. Происходит выдергивание бойка, при этом заготовка удерживается упором-плунжером 15.
Далее датчик 28 отключает упор-плунжер при сливе жидкости из полости Ж и включает гидроцилиндр зажимного механизма на разжим заготовки. Упор-плунжер отключается, чтобы устранить возможность поломок в момент разжима.
После возврата клиновых губок 5 в исходное положение датчик 29 дает команду на выталкивание заготовки и включение рольганга 19. Жидкость поступает одновременно в полости Е и Ж механизма извлечений бойка. Фотореле 24 по заднему торцу заготовки дает команду на выключение и опускание рольганга 19, по окончании которого датчик 30 включает рольганг 19 для перемещения заготовки на слитковоз.
Далее последовательность операций повторяется.
Для облегчения настройки губок зажимного механизма используют гидроцилиндр зажимного механизма.
Предложенное устройство для зацентровки заготовок под прошивку по сравнению с известными позволяет с высокой точностью производить зацентровку заготовок.
Источники информации.
1. А.с. СССР N 472711, кл. B 21 B 19/14, 1975 г.
2. Патент США N 4103530, кл. B 21 D 28/04, 1978 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 2007 |
|
RU2345857C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 2000 |
|
RU2189880C2 |
| Гидравлическое устройство для зацентровки заготовок перед прошивкой | 1989 |
|
SU1657267A1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ | 2017 |
|
RU2645844C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 1998 |
|
RU2163176C2 |
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| ГРУЗОПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЗАГОТОВОК | 2006 |
|
RU2308336C1 |
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |


Использование: изобретение относится к трубопрокатному производству, данное устройство может быть использовано как вспомогательное оборудование прошивного стана. Сущность изобретения: устройство содержит транспортное средство, установленное с возможностью выведения заготовки на ось зацентровки, замкнутую станину с наклонными плоскостями, боек, несущий боек стержень, коаксиально размещенные внутри станины зажимной механизм с гидроцилиндром зажима и гидроцилиндр вдавливания бойка, гидравлический механизм извлечения бойка. Зажимной механизм выполнен в виде клиновых губок, взаимодействующих с наклонными плоскостями станины, штанг, шарнирно связанных одним концом с клиновыми губками, а другим - посредством тяг с корпусом гидроцилиндра зажимного механизма. Гидравлический механизм извлечения бойка выполнен в виде упора-плунжера и дополнительного поршня, размещенных в расточке штока гидроцилиндра вдавливания бойка. Упор-плунжер имеет осевое отверстие под стержень, несущий боек, и связан с дополнительным поршнем. Положительный эффект: такое конструктивное выполнение устройства позволяет производить зацентровку литых заготовок с высокой точностью за счет обеспечения точной установки центра заготовки по оси бойка, не требующего регулирования его положения при отклонениях фактического размера заготовки от номинала, а также осуществлять зажим заготовок с усилиями, соответствующими усилиям зацентровки. 4 ил.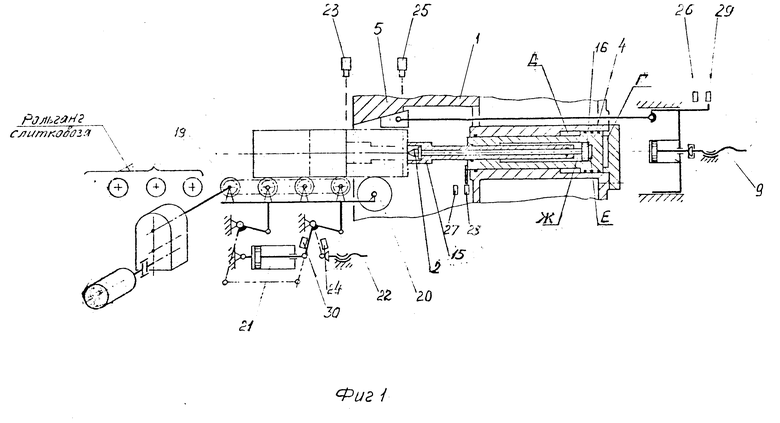
Устройство для зацентровки литых заготовок под прошивку, содержащее станину, транспортирующее средство, зажимной механизм, состоящий из губок, с приводом зажима от гидроцилиндра, боек, гидроцилиндр его вдавливания, механизм извлечения бойка, отличающееся тем, что оно снабжено стержнем, несущим боек, зажимной механизм и гидроцилиндр вдавливания бойка размещены внутри станины коаксиально друг другу, станина выполнена замкнутой с наклонными плоскостями и с направляющими, закрепленными внутри нее посредством осей, зажимной механизм имеет установленные в направляющих станины штанги, каждая из которых шарнирно связана одним концом с губкой, а другим посредством тяг с корпусом гидроцилиндра зажима, смонтированным с возможностью горизонтального возвратно-поступательного перемещения, губки выполнены клиновыми, установлены внутри станины с возможностью взаимодействия с ее наклонными плоскостями и расположены по отношению одна к другой через 120o, при этом зажимной механизм имеет установленный в станине винтовой упор, контактирующий со штоком гидроцилиндра зажима, и пружинные упоры, взаимодейстующие с направляющими, механизм извлечения бойка выполнен в виде упора-плунжера с осевым отверстием под стержень и сообщенного с ним дополнительного поршня, размещенных в расточке, выполненной в штоке гидроцилиндра вдавливания бойка, а в станине предусмотрена дополнительная опора под свободный конец упора-плунжера.
| SU, авторское свидетельство, 472711, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4103530, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
