1
Изобретение относится к вспомогательному оборудованию трубопрокатных агрегатов и касается устройства для зацентровки трубной заготовки, например, перед прошивным станом.
Известна пневматическая пушка для зацентровки трубной заготовки 1 содержащая зацентровщик и центрователь, который вьтолнен в виде открытой сверху вилки, смонтированной на рычагах, приводимых в действие рычагом, связанным с пневмоцилиндром, имеюшдм регулируемую величину хода.
Такое устройство требует регулировки хода дентрователя при смене сортамента заготовок, имеет погрешность в нахождении центра заготовки из-за разницы диаметров заготовок в пределах допуска.
Относительно оси зацентровки выставляется только передний торец, вследствие чего появляется перекос оси заготовки относительно оси зацентровки.
Известно также устройство для зацентровки трубной заготовки 2 , содержашее зацентровщик, установленный на рычагах.
образующих шарнирный параллелограм, а на свободный конец переднего рычага установлен прижим для заготовки, причем прижим имеет привод.
Это устройство обеспечивает автоматическое совмещение оси запентровщика с осью заготовки. Однако оно ненадежно в работе, вследствие быстрого износа и выхода из строя зацентровшика, так как при совмещении оси заготовки и оси зацентровщика перемещается сам зацентровщдк, установленный на качакщихся рычагах, что не обеспечивает достаточной его устойчивости.
Кроме того, в этом устройстве на выдачу зацентрованной заготовки затрачивается значительное время, так как прежде чем заготовку транспортировать дальше, сначала необходимо установить пушку в исходное положение, что снижает производительность.
Из известных устройств для зацентровки трубной заготовки наиболее близким по технической сущности является устройство, содержашее зацентровщик, зажимной меха3
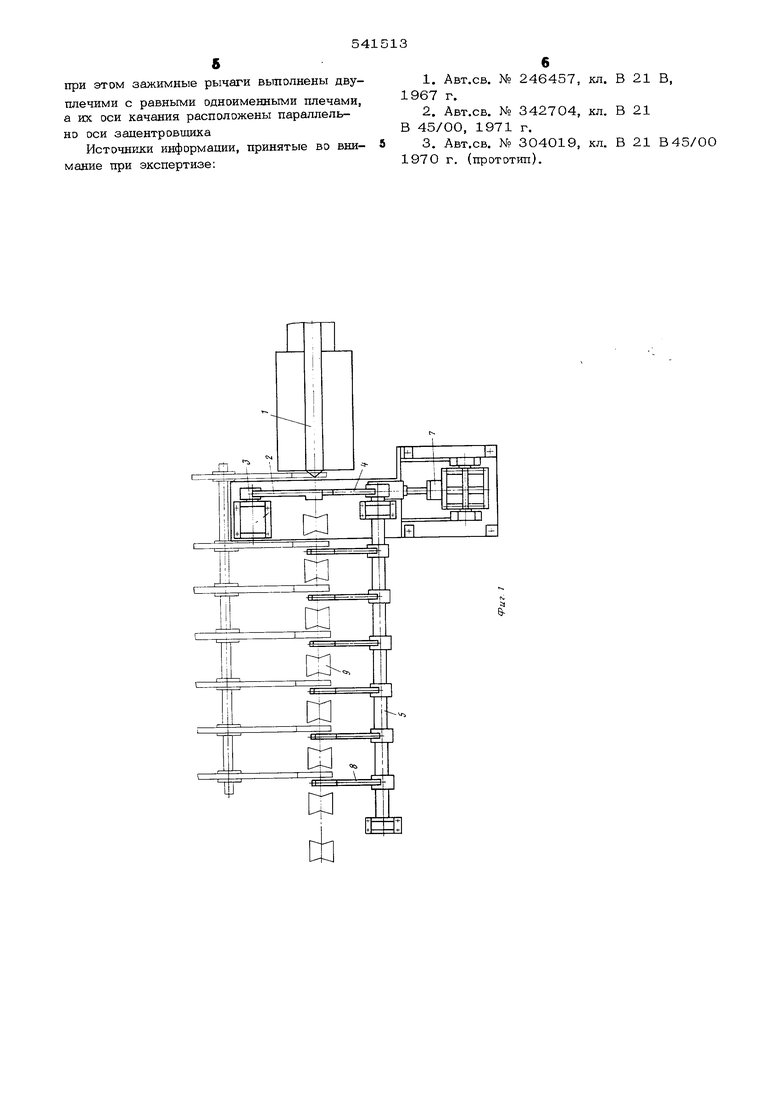
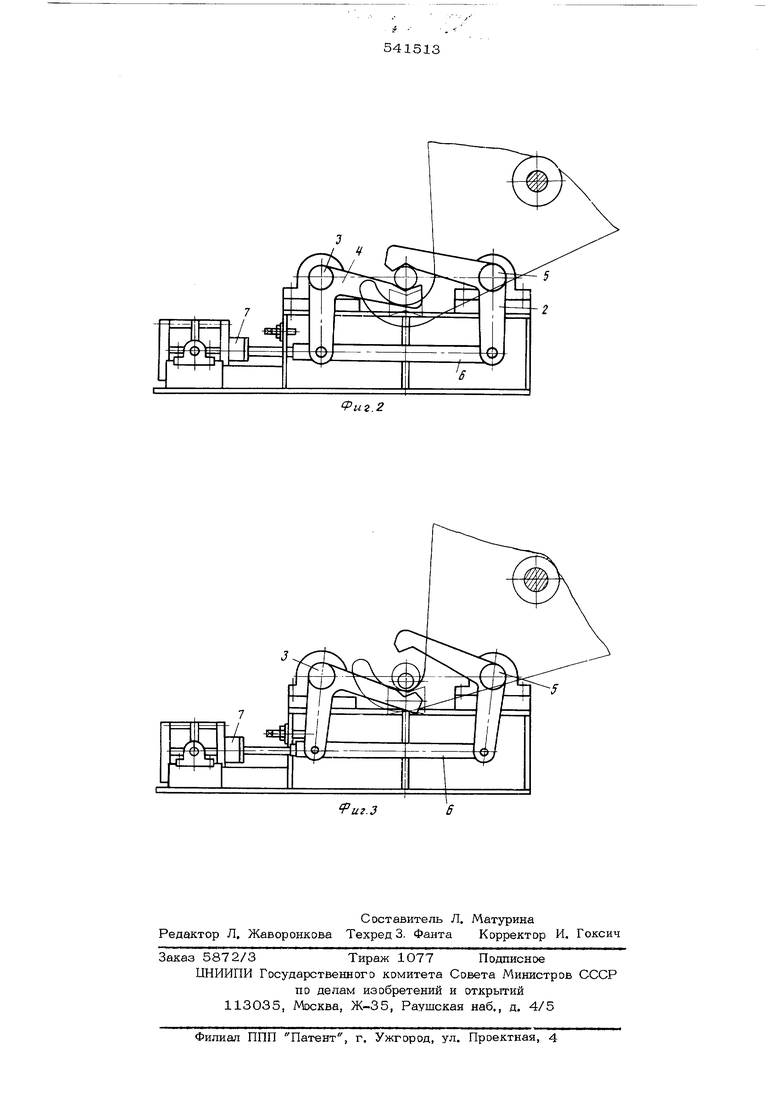
низм, выполненный в виде двух центрирующих рычагов, шарнирно связанных между собой и с приводом, эксцентриковый механизм и выталкиватель заготовки 3 . Регулирование зацентровшика по высоте для сов- 5 мешения оси пушки с осью заготовки при переходе на другой сортамент осуществляется спаренным эксцентриковым механизмом подъема от электропривода. Недостаток известной конструкции устройства заключается в том, что в нем отсутствует автоматическое совмещение оси заготовки с осью пушки, поэтому при пере ходе на другой сортамент на совмещение осей затрачивается время, это снижает пр изводительность. Другим недостатком является то, что после зацентровки необходимо дополнитель ное время на вывод заготовки из зоны дей ствия зажимного механизма для дальнейше транспортировки заготовки, это снижает пр изводительность. Следующий недостаток известной конструкции устройства заключается в том, что вследствие неравенства диаметров заготовок в пределах допуска возникает перекос оси заготовки относительно оси зацентровки. Целью настоящего изобретения является повышение надежности центрирования за готовок различных диаметров. Поставленная цель достигается созданием устройства для зацентровки трубной заготовки, содержащего задентровщик, зажимные нижний и верхний рычаги, шарнирно связанные между собой, и их привод, которое согласно изобретению снабжено поддерживающими рычагами, закрепленными на оси качания нижнего зажимного рычага, зажимные рычаги вьгаолнены двуплечими с равными одноименными плечами, а их оси качания расположены параллельно оси зацентровщика. Такое устройство для зацентровки труб ной заготовки обеспечит автоматическое совмещение оси заготовки любого диаметра с осью зацентровщика. На фиг. 1 изображено предлагаемое уст ройство; на фиг, 2 - то же, вид сбоку; на фиг. 3 - то же, вид сбоку при разведен ных, рычагах. Устройство для зацентровки трубной за готовки состоит из зацентровшика 1, зажимного верхнего 2 рычага, посаженного на ось качания 3, и низшего 4 рычага, по саженного на ось качания 5, шарнирно свя занных между собой тягой бис пневмоцилиндром 7. Оси качания рычагов расположены па4
раллельно оси зацентровщика и диаметрально противоположно относительно нее на оси 5 закреплены поддерживающие рычаги 8, аналогичные нижнему зажимному центрирующему рычагу 4. Для подвода заготовки перед зацентровхциком расположен рольганг 9. Ролики рольганга установлены, так, чтобы ось заготовки максимального диаметра располагалась ниже оси зацентровщика. Устройство работает следующим образом. Разогретая заготовка ударяется о фланец зацентровщика 1 и останавливается. Подвод заготовки осуществляется по рольгангу 9. При этом ось заготовки различного диаметра будет расположена ниже оси зацентровшика, следовательно, для совмещения их осей заготовку необходимо поднять. Включается привод на сведение центрирующих зажимных рычагов 2 и 4, при этом происходит и подъем поддерживающих рычагов 8. Зажимными рычагами и поддерживающими рычагами заготовка устанавливается на ось зацентровки и зажимается. Это достигается тем, что при сведении рычагов нижний и верхний зажимные центрирующие рычаги, вследствие равенства и параллельности одноименных плеч, проходят равные расстояния до оси зацентровщика и замыкаются на заготовке в тот момент, когда оси заготовки и зацентровшика совмещены. Затем осуществляется операция зацентровки. После зацентровки рычаги разводятся, и заготовка опускается на рольганг. Конструкцией системы рычагов предусмотрено использование перекладывателя, например, барабанного Т1ша, которым осуществляется дальнейшая транспортировка заготовки. Предложенное устройство для зацентровки трубной заготовки по сравнению с лучшими образцами аналогичного оборудования позволяет автоматически устанавливать заготовку любого диаметра на ось зацентровки, этим повышается производительность. Формула изобретения Устройство для зацентровки трубной заготовки, содержащее зацентровщик, зажимные верхний и нижний рычаги, шарнирно связанные между собой, и их привод, отличающееся тем, что, с целью повышения надежности центрирования заготовок различных диаметров, оно снабжено поддерживающими рычагами, закрепленными на оси качания нижнего зажимного рычага.
при этом зажимные рычаги вьшопнены двуплечими с равными одноименными плечами, а юс оси качания расположены параллельно оси зацентровщика
Источники информации, принятые во внимание при экспертизе:
1.Авт.св. № 246457, 1967 г.
2.Авт.св. № 342704, В 45/00, 1971 г.
3.Авт.св. № 304019, 1970 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| Устройство для зацентровки нагретых заготовок | 1989 |
|
SU1616741A1 |
| Устройство для зацентровки заготовок | 1989 |
|
SU1652008A1 |
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |
| ЗАЦЕНТРОВЩИК ТРУБНОЙ ЗАГОТОВКИ | 1972 |
|
SU342704A1 |
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| Устройство для зацентровки трубной заготовки | 1985 |
|
SU1245365A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 1972 |
|
SU326003A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| Пневматическая пушка для зацентровки трубной заготовки | 1973 |
|
SU478635A1 |
-J ю
3
11
Риг.З
