(54) ТАНГЕНЦИАЛЬНАЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная тангенциальная головка | 1978 |
|
SU727290A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654338A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Тангенциальная головка для накатывания резьбы | 1977 |
|
SU656722A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU732061A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| Резьбонакатный инструмент | 1978 |
|
SU719770A1 |
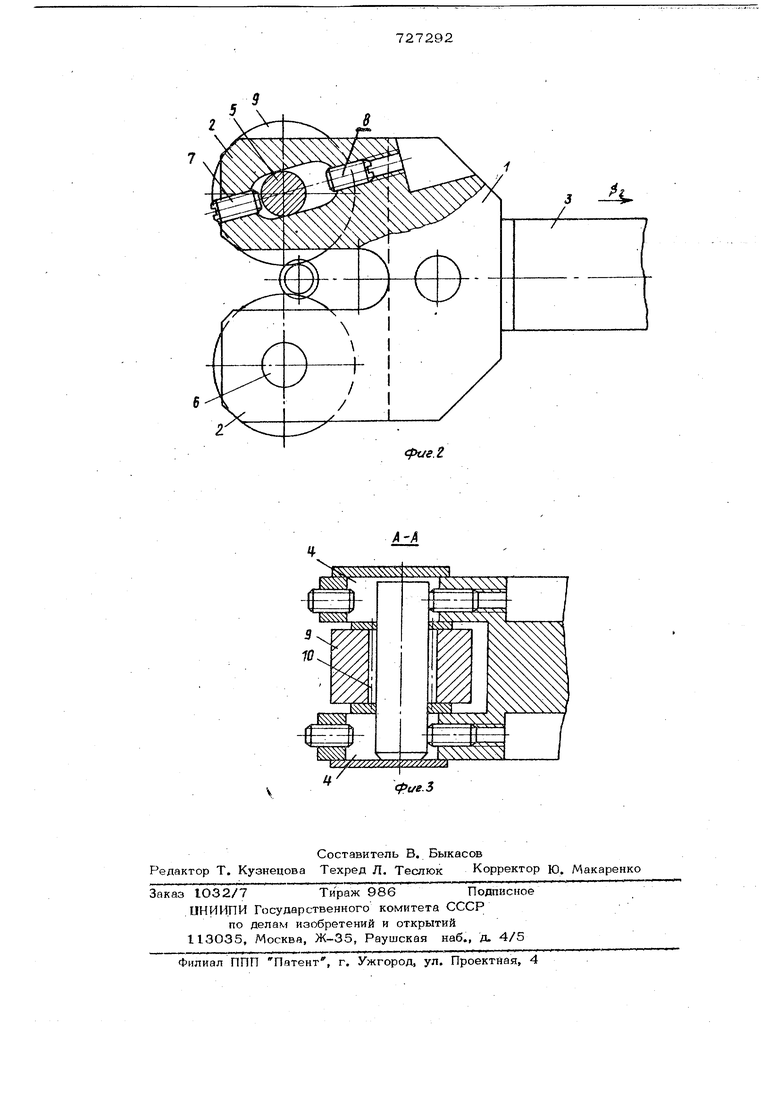
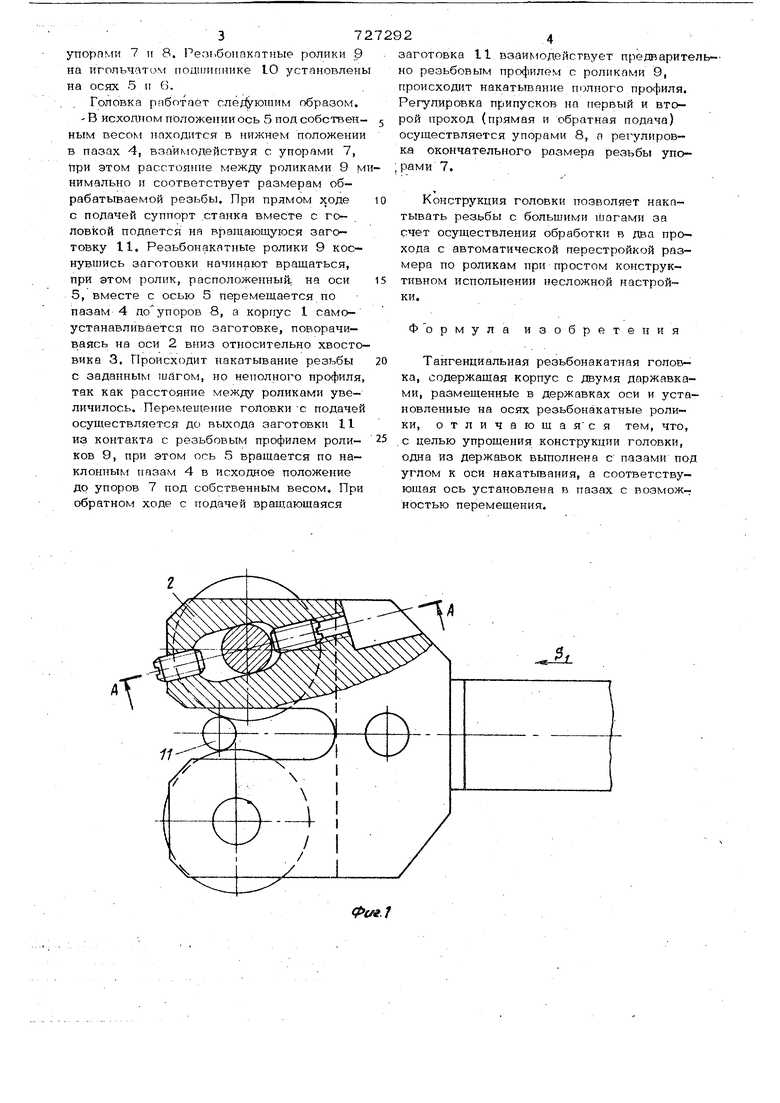
Изобретение относится к области обработки металлов давлением, а именно к устройствам для накатывания наружной рез бы. Известна тангенциальная резьбона- катная головка, содержащая корпус, ра; мощенные в корпусе оси с установленными на них резьбонакатными роликами. Недостаток указанной головки заклкнчается в том, что она не предназначена для накатьгоания резьбы с большим шагом Из-за больших нагрузок при накатьюании имеет место преждевременный выход из строя осей и посадочных мест. Наиболее близким решением из известных является тангенциальная резьбонакатная , содержащая корпус с дву мя державками, размещенные в державках оси и установленные на осях резьбонакатные ролики. Указанная головка позволяет нака ывать резьбы большого шага, но сложна в изготовлении и в настройке из-за наличия эксцентриковых осей. Целью настоящего изобретения является упрощение конструкции головки. Цель достигается тем, что одна из державок головки выполнена с пазами под углом к оси накатьгоания, а соответствующая ось установлена в пазах с возможностью перемещения. Такое выполнение головки позволяет осуществить накатьгоание резьбы с большим шагом за два прохода при прямом и обратном ходе инструмента без. использовагиш эксцентриковых осей, что существенно упрощает конструкцию головки .и ее настройку. . На фиг. I показана предлагаемая головка при прямом ходе;на фиг, 2 - головка при обратном ходе; на фиг. 3 - головка в разрезе А-А на фиг, 1 по оси роликов. Корпус I с двумя державками 2 установлен с помощью пальца нахвостовике 3. В пазах 4 одной из державок 2 размешена с возможностью свободного перемещения вдоль паза ось 5. Ос:ь 6 установлена во второй державке 2 корпуса 1 ккподвчжно. Перемещение оси 5 по пазам ограничено
упоргтми 7 и 8. Реоьбонакптные ролики р на игольчатом пошиипнике Ю установлены на осях 5 II 6.
Головка работает образом. - В исходном положении ось 5 под собственным весом находится:в нижнем положении в пазах 4, взаимодействуя с упорами 7, при этом расстоя 1ие между роликами 9 мнимально и соответствует размерам обрабатываемой резьбы. При прямом ходе с подачей суппорт .станка вместе с головкой подается на вращающуюся заготовку 11. Резьбонакатные ролики 9 коснувшись заготовки начинают вращаться, при этом ролик, расположенный, на оси 5, вместе с осью 5 перемещается по пазам 4 доупоров 8, а корпус 1 самоустанавливается по заготовке, поворачиваясь на оси 2 вниз относительно хвостовика 3, Происходит накатывание резьбы с заданным шйгом, но неполного профиля, так как расстояние между роликами увеличилось. Перемещение гоЛовки -с подачей осуществляется до выхода заготовки II из контакта с резьбовым профилем роликов 9, при этом ось 5 вращается по наклонным пазам 4 в исходное положение до упоров 7 под собственным весом. При обратном ходе с подачей вращающаяся
заготовка 11 взаимодействует предварите но резьбовым про4)илем с роликами 9, происходит накатывание полного профиля. Регулировка припусков на первый и второй проход (прямая и обратная подача) осуществляется упорами 8, а регулировка окончательного размера резьбы упо; рами 7.
Конструкция головки позволяет накатывать резьбы с большими шагами за счет осуществления обработки в два прохода с автоматической перестройкой размера по роликам при простом конструктивном испольнении несложной настройки.
Формула изобретения
Тангенциальная резьбонакатная головка, содержащая корпус с двумя даржавками, размещенные в державках оси и установленные на осях резьбонакатные ролики, отличающаяся тем, что, .с целью упрощения конструкции головки, одна из державок выполнена с пазами по углом к оси накатывания, а соответствующая ось установлена в пазах с возможностью перемещения.
