(54) ТАНГЕНЦИАЛЬНАЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
| Тангенциальная резьбонакатная головка | 1980 |
|
SU893354A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654338A1 |
| Тангециальная резьбонакатная головка | 1977 |
|
SU634825A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU709229A1 |
| Тангенциальная резьбонакатная головка | 1981 |
|
SU946755A1 |
| Тангенциальная головка для накатывания резьбы | 1977 |
|
SU656722A1 |
| Резьбонакатная головка | 1978 |
|
SU774737A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1069916A1 |
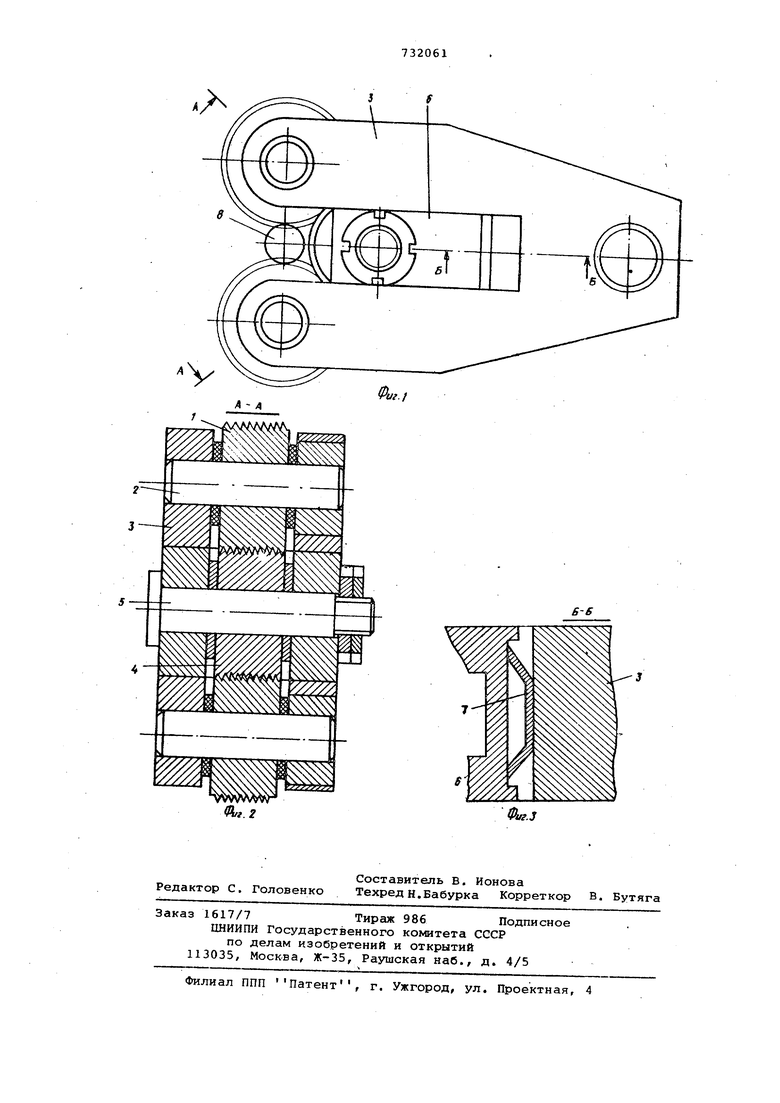
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании наружной резьбы. Известна резьбонакатная головка, содержащая размещенные в корпусе резьбонакатные ролики, взаимная угловая ориентация которых осуществляется с помощью полумуфт с У-образными пазами. Но така:я головка сложна в изготовлении и эксплуатацииГ. Наиболее близким по технической сущности и достигаемому результату к изобретению является тангенциальная резьбонакатная головка, содержащая установленные в корпусе резьбонакатные ролики с многозаходной резь бовой нарезкой и механизм взаимной угловой ориентации роликов, выполнен ный в виде кинематически связанных друг с другом шестерен. Известная резьбонакатная головка обеспечивает точное угловое расположение роликов в начальный момент накатывания, но конструктивно весьма сложна ;2 Цель изобретения - упрощение конс рукции головки. Поставленная цель достигается аа счет того, что механизм взаимной угловой ориентации резьбонакатных роликов выполнен в виде ползуна, установленного в корпусе, и размещенного на ползуне синхронизиру одего резьбового ролика, контактирующего с резьбонакатными роликами. Кроме того, направление винтовой нарезки синхронизирующего ролика противоположно направлению нарезки резьбонакатного ролика, а количество заходов резьбы на нем определено из соотношения Q V.B; число заходов резьбы резьбогде п накатного ролика; число заходов резьбы синхронизирующего ролика; диаметр резьбонакатного ролика; диаметр синхронизирующего ролика. При этом ползун подпружинен в направлении резьбонакатных роликов. На фиг. 1 показан общий вид тангенциальной резьбонакатной головки; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1. Резьбойакатные ролики 1, устансз ленные с возможностью осевого перемещения на осях 2, закрепленных s
корпусе 3, контактируют с синхронизирующим роликом 4, установленным на оси 5, закрепленной в ползуне 6, поджатом пружиной 7, .
Направление винтовой нарезки синхронизирующего ролика 4 выбрано противоположным направлению винтовой нарезки резьбонакатных роликов, а количество заходов резьбы на нем выбирается из соотношения j)
где п и п - число заходов резьбы резбонакатных роликов и синронизирующего ролика сооветственно;
D и D - диаметр резьбонакатного и синхронизирующего ролика соответственно.
Резьбонакатная головка работает следующим образом.
Из исходного положения головка, закрепленная на суппорте станка, подается на вращающуюся заготовку 8 в поперечном направлении. Резьбонакатные ролики 1, коснувшись заготовки 8, начинают вращаться на осях 2 и врапГают взаимодействующий с ними синхронизирующий ролик .4 на оси 5. Профиль резьбы полностью накатывается, и рабочая подача прекращается, когда точки контакта реэьбонакатных роликов 1 с заготовкой 8 достигнут вертикальной диаметральной плоскости заготовки 8. В течение рабочей подач из-за разной угловой скорости вращения роликов их взаимная ориентация нарушается, и один из накатных роликов 1 своим резьбовым профилем отжимает синхронизирующий ролик 4 вместе с ползуном б, сжимая пружину 7.
После накатывания головка отводится от заготовки в исходное положение при этом ползун 6с синхронизирующим роликом 4 возвращается пружиной 7 до первоначального положения, т.е. до беззазорного контакта резьбового профиля синхронизирующего ролика 4 с резьбовым профилем накатных роликов 1. При этом резьбонакатные ролики 1 взаимно ориентируются для повторения цикла обработки.
Формула изобретения
0 2. Тангенциальная резьбонакатная головка по п. 1, отличающаяс я тем, что направление винтовой нарезки синхронизирующего ролика противоположно направлению нарезки 5 резьбонакатного ролика, а количество заходов резьбы на нем определено из соотношения: и
.
.. где п. - число заходов резьбы накатното ролика; п - число заходов резьбы синхронизирукйаего ролика; D. - диаметр резьбонакатного ролика;Dg - диаметр синхронизирующего
оолика t
принятые во внимание при экспертизе
№ 487699, кл. В 21 Н 3/04, 30.06.72.
(прототип).
