1
Изобретение относится к области обработки металлов давлением и может быть использовано для накатывания наружной резьбы.
Известна резьбонакатная головка, содержащая размещенные в корпусе резьбонакатные ролики, взаимная угловая ориентация которых осуществляется с помощью полумуфт с У-обраЗНьшн пазами 1.
Однако такая головка сложна в изготовлении и эксплуатации.
Наиболее близкой по технической сущности и достигаемому результату к заявленному техническому решению является тангенциальная резьбонакатная головка, содержащая два накатных ролика с многозаходной резьбой, смонтированных на осях, установленных в корпусе с возможностью свободного вращения, и элементы взаимной начальной установки роликов, выполненные в виде неуравновешенных грузов, размещенных на осях роликов ,2.
Недостатком этой головки является повышенный износ одной заходной нитки роликов, так как ролики устанавливаются только в одном исходном положении.
Целью нзобретения является повышение качества изделий и стойкости накатных роликов.
Поставленная цель достигается за счет того, что оси выполнены с профильными расточками, а элементы взаимной начальной установки роликов выполнены в виде дисков, свободно установленных в профильных расточках. Каждая профильная расточка выполнена в виде соосного ролику цилиндрического отверстия с полукруглыми пазами на его внутренней поверхности, при этом количество пазов равно или кратно числу заходов резьбы на ролике.
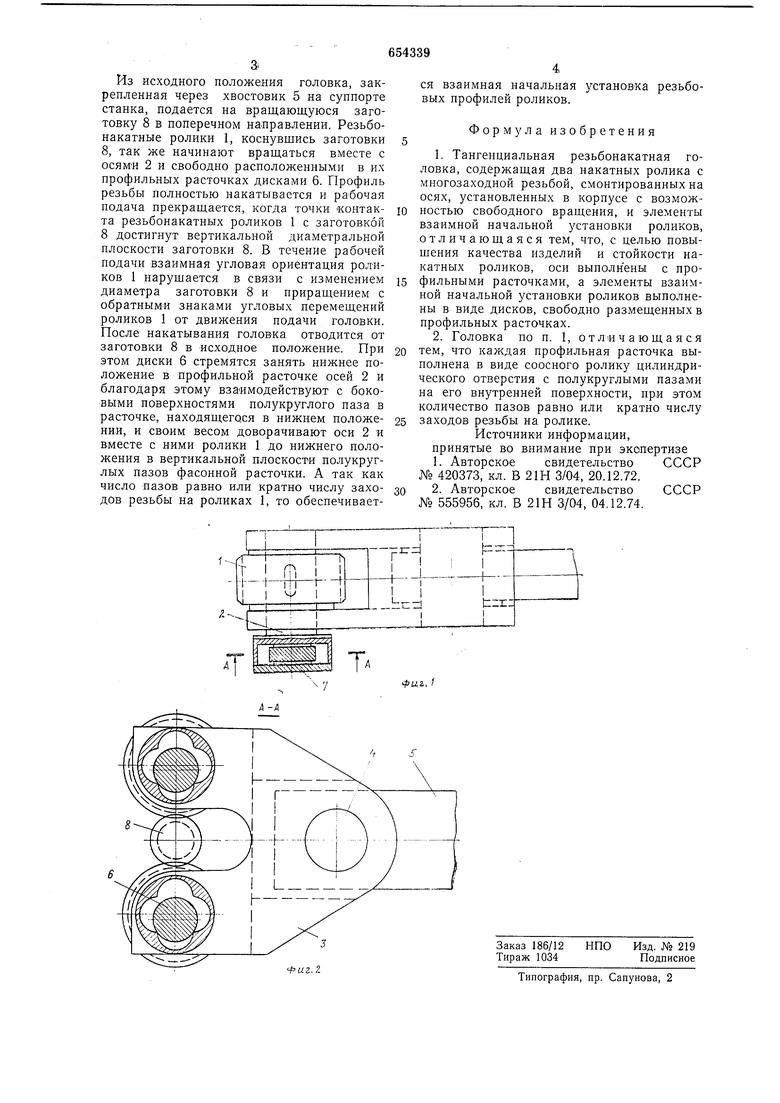
На фиг. 1 показана тангенциальная резьбонакатная головка; на фиг. 2 - разрез А-А на фиг. 1.
Резьбонакатная головка содержит резьбонакатные ролики 1, жестко закрепленные на осях 2, установленных с возможностью свободного вращения в корпусе 3, который на оси 4 установлен в хвостовике 5 с возможностью самоустанавливания по заготовке в процессе накатывания. В продольных расточках осей 2 свободно расположены диски 6, взаимодействующие с продольной поверхностью под собственным весом. Профильная расточка на торце оси 2 закрывается крышкой 7.
Резьбонакатная головка работает следующим образом. Из исходного положения головка, закрепленная через хвостовик 5 на суппорте станка, подается на вращающуюся заготовку 8 в поперечном направлении. Резьбонакатные ролики 1, коснувшись заготовки 8, так же начинают вращаться вместе с осям-и 2 и свободно расположенными в их профильных расточках дисками 6. Профиль резьбы полностью накатывается и рабочая подача прекращается, когда точки контакта резьбонакатных роликов 1 с заготовкой 8 достигнут вертикальной диаметральной плоскости заготовки 8. В течение рабочей подачи взаимная угловая ориентация ролИков 1 нарушается в связи с изменением диаметра заготовки 8 и приращением с обратным и знаками угловых перемещений роликов 1 от движения подачи головки. После накатывания головка отводится от заготовки 8 в исходное положение. При этом диски 6 стремятся занять нижнее положение в профильной расточке осей 2 и благодаря этому вза имодействуют с боковыми поверхностями полукруглого паза в расточке, находящегося в нижнем положении, и своим весом доворачивают оси 2 и вместе с ними ролики 1 до нижнего положения в вертикальной плоскости полукруглых пазов фасонной расточки. А так как число пазов равно или кратно числу заходов резьбы на роликах 1, то обеспечивает65410 15 20 25 30 9 ся взаимная начальная установка резьбовых профилей роликов. Формула изобретения 1.Тангенциальная резьбонакатная головка, содержащая два накатных ролика с мпогозаходной резьбой, смонтированных на осях, установленных в корпусе с возможностью свободного вращения, и элементы взаимной начальной установки роликов, отличающаяся тем, что, с целью повышения качества изделий и стойкости накатных роликов, оси выполнены с профильными расточками, а элементы взаимной начальной установки роликов выполнены в виде дисков, свободно размещенных в профильных расточках. 2.Головка по п. 1, отличающаяся тем, что каждая профильная расточка выполнена в виде соосного ролику цилиндрического отверстия с полукруглыми пазами на его внутренней поверхности, при этом количество пазов равно или кратно числу заходов резьбы на ролике. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 420373, кл. В 21Н 3/04, 20.12.72. 2. Авторское свидетельство СССР № 555956, кл. В 21Н 3/04, 04.12.74.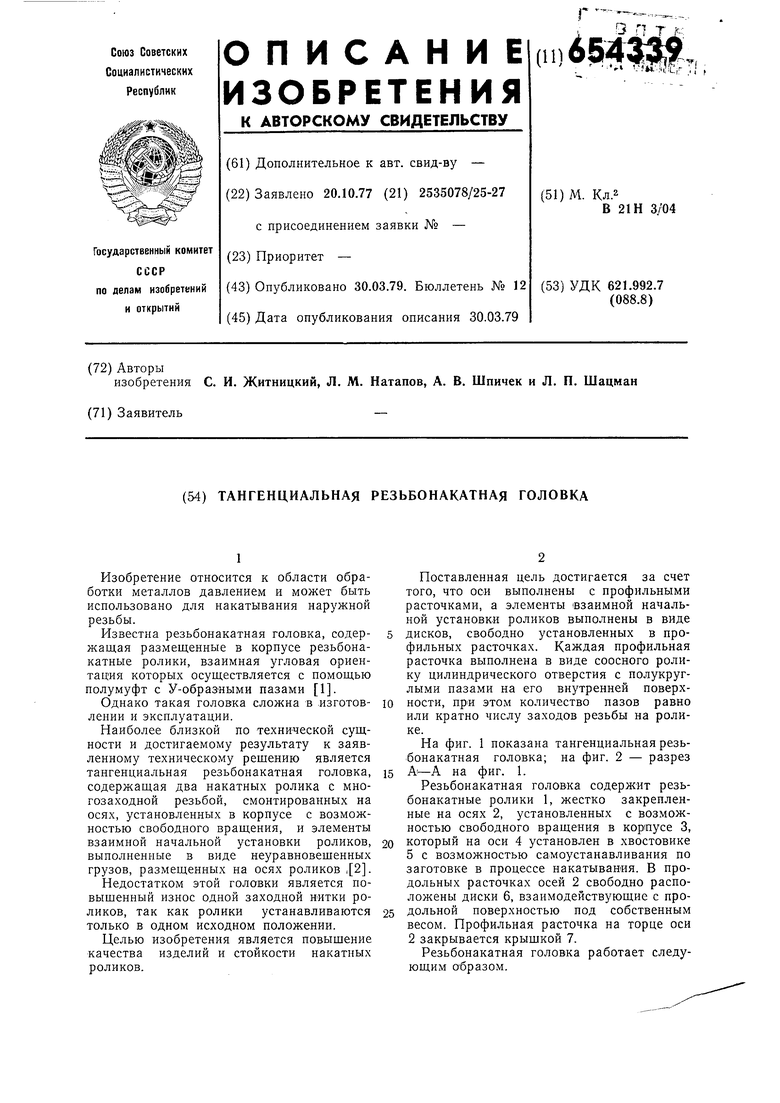
| название | год | авторы | номер документа |
|---|---|---|---|
| Тангециальная резьбонакатная головка | 1977 |
|
SU634825A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654338A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU732061A1 |
| Тангенциальная головка для накатывания резьбы | 1977 |
|
SU656722A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU709229A1 |
| Тангенциальная резьбонакатная головка | 1981 |
|
SU946755A1 |
| Резьбонакатная тангенциальная головка | 1978 |
|
SU727290A1 |
| Тангенциальная резьбонакатная головка | 1980 |
|
SU893354A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
