(54) РЕЗЬБОНАКАТНАЯ ТАНГЕНЦИАЛЬНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный инструмент | 1978 |
|
SU719770A1 |
| Тангенциальная резьбонакатная головка | 1978 |
|
SU727292A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
| Тангенциальная резьбонакатнаягОлОВКА | 1978 |
|
SU799883A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Резьбонакатная головка | 1971 |
|
SU584951A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| Способ двухпроходного накатыванияРЕзьбы | 1979 |
|
SU844113A1 |
| Резьбонакатная головка | 1978 |
|
SU774737A1 |
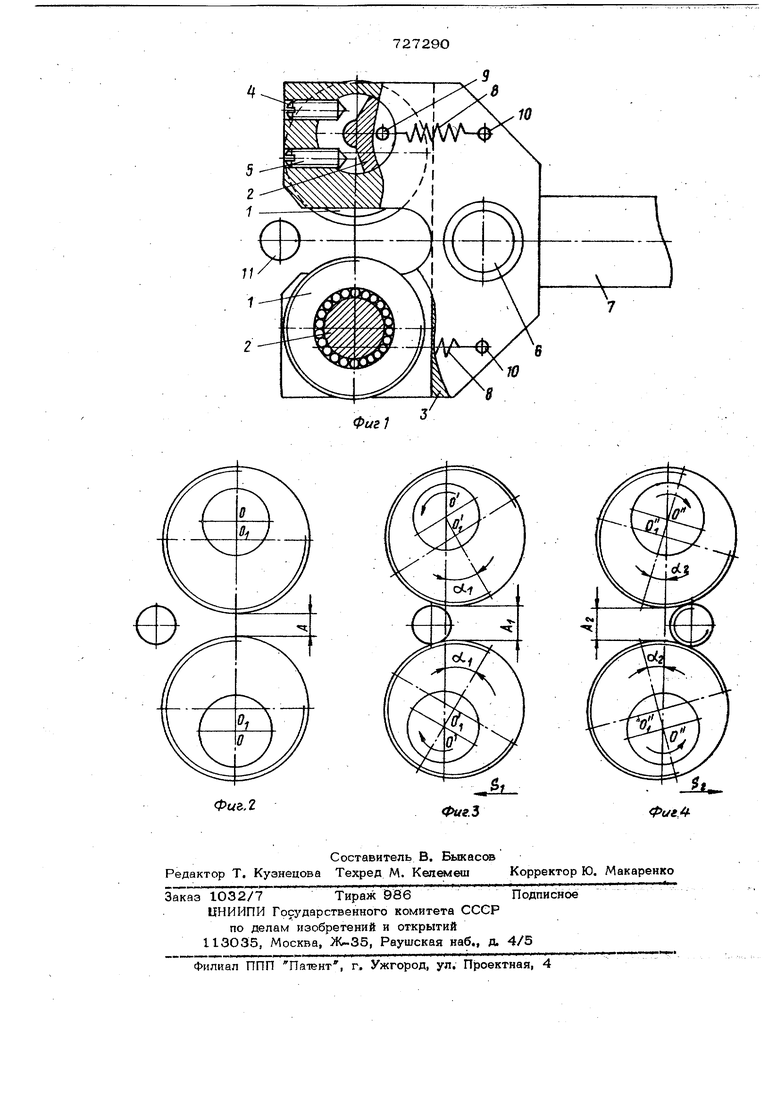
Изобретение относится к области обра ботки металлов давлением, а именно К устройствам для тангенциального накатывания резьбы. Известна реаьбонакатная тангенциальная головка, содержащая корпус с размет щенными в нем на осях разьбонакатным роликами, кинематически связанными меж собой системой шестерен . Недостатком указанной головки является большое усилие деформации при накатывании резьбы с крупным шагом, что может вызвать поломку резьбонакатной головки. Наиболее близким решением из извест ных является резьбонакатная тангенциаль ная головка содержащая корпус, размешенные в расточках корпуса эксцентрико вые оси и, установленные на эксиентри- ковых осях с возможностью вращения, резьбонакатные ролики, Эта головка также не может быть использована для резьбы с крупным шагом иэ-за больших усилий деформации, возникающих при накатывании. Целью настоящего изобретения явля- ется расширение технолошческих возможностей накатывания резьбы с крупным шагом, Цель достигается тек., что головка снабжена регулируемыми упорами установленными в корпусе, а каждая из эксцентриковых осей выполнена с двумя расположенными под углом лысками, взаимодействующими с соответствующим упором, и установлена. в расточках корпуса с возможностью свободного поворота. Такое выполнение головки позволяет распределять деформируемый припуск на прямой и обратный ход в одном цикле обработки, что приводит к снижению-усилий и возможности тем самым накатывания резьбы с крупным шагом. На фиг. 1 показано предлагаемое устройство, общий вид на фиг. 2 - схема положения резьбонакатных роликов в исходной позиции;на фш-. 3 - то же при прямом ходе}на фиг, 4 - то же при обратном ходе. Реэьбонакатные ролики I размещены с возможностью свободного вращения на эксцентриковых осях 2, которые своими , цапфами установлены в расточках корпуса 3с возможностью свободного поворота на угол, ограниченный винтами (упорами) 4и5 ввернутыми ъ корпус3 и входящими в окружной паз с лысками, расположенные под углом выполненные на одной из опор.ных цапф осей 2. Корпус 3 на оси б установлен с возможностью самоустанавливания в хвостовике 7, Пружины 8 закреплены одними концами на щтифтах 9, установленных на одной из цапф осей 2 эксцентрично их осям, а другая - на щтифтах 10, установленных на корпусе 3, Топовка работает следующим образом, В исходном положении резьбонакатнв1е ролики I под действием сил напряже ния пружин 8 занимают положение, при когором размер А между роликами минимальный (фиг. 2), что обеспечивает соответствующее расположение щтифтов 9 и 10 относительно плоскости, проходящей Через центр О цапфы оси 2. и центр Oi вр щения ролика I. При прямом ходе с подачей S ролики I взаимодействуют с заготовкой 11 и поворачиваются вместе с осью 2 в корпусе на опорных цапфах вокруг центров О относительно исходно го положения на угол cL (фиг, 3), величина которого регулируется винтами 4, При этом центры вращения роликов 1 занимают положение о п расстояние меж ду роликами увеличивается и достигает значения А . Происходит первый про.ход накатьтания резьбы с заданнымщагом, но неполного профиля. Перемещение головки с подачей S.f осуществляется До выхода заготовки из контакта с резьбовь1м профилем роликов I, после чего пружины 8 возвращают ролики в исходное положение. При обратном ходе с подачей 5 (фиг, 4) рёзьбонакатные ролики:взаимодействуюшие с предварительно накатанным резьбовым профилем заготовки, отклоняются в противоположном направлении на угол 2 регулируемый винтом 5. При этом оси вращения роликов 1 занимают положение О , а расстояние А п между роликами соответствует окончательйому размеру накатываемой резьбы, Происходит накатывание резьбы полного профиля. Регулировка припусков на первый и второй проход (прямая и обратная подачи) осуществляется винтами 4 и 5, Конструкци;я голоси позволяет накатывать резьбу с больщими шагами за счет осуществления обработки в два прехода с автоматической перестройкой размера по роликам. Фор ла изобретения Резьбонакатная тангенциальная головка, содержащая корпус, размещенные в расточках корпуса эксцентриковые оси и установленные на эксцентриковых осях с возможностью вращения рёзьбонакатные ро лики, отличающаяся тем, что , с расширения технологических возмож-. ностей, она снабжена регулируемыми уцора-. ми, установленными в корпусе, а каждая из эксцентриковых осей выполнена с двумя расположенны.ми под углом лысками, взаимодействующими с соответствующим упором, и установлена в расточках корпуса с возт можностью свободного вращения.
