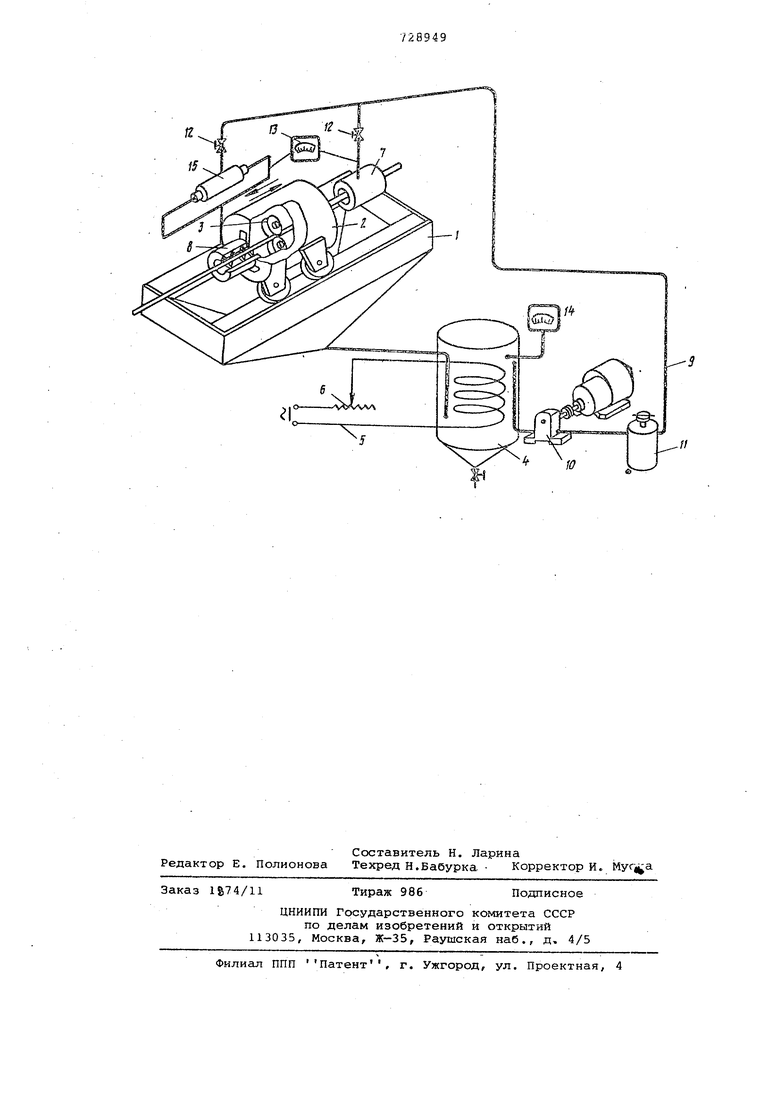
Изобретение относится к трубопрокатному производству. Известна клеть для пилиг-римовой .прокатки труб, содержащая станину, установленныП на ней корпус с рабочим инструментом, привод его возврат но-поступательного перемещения и сое диненные с источником тока нагревательные устройства в виде печей сопротивления, вмонтированных в клеть с входной и выходной ее сторон, причем каждая печь имеет регуляторы тем пературы в виде автотрансформато- . ров 1. Нб-достатки этого устройства состоят: во-первых, в нестабильности темпе ратурного режима нагрева труб при возобновлении после остановки стана, а также при прокатке с неравно мерной подачей заготовки; во-вторых, в невозможности обеспечить TeNffiepaтурный режим прокатки в необходимых узких пределах из-за дополнительного разогрева металла в очаге.деформации при выделении тепла деформаций; в-тре тьих, из-за нестабильности температурного режима прокатки не обеспечивается требуемая точность размеров труб. Целью изобретения является повьвпение качества поверхности прокатываемых труб путем снижения периода температуры металла по длине очдга деформации . Для этого клеть пилигримовой прокатки труб, содержащая станину, установленный на ней корпус с рабочим ин-. струментом, привод его возвратно-поступательного перемещения и нагревательное устройство, имеющее источник тока и регулятор температур, согласно изобретению нагревательное устройство выполнено в виде емкости, заполненной смазочной жидкостью, размещенного в ней нагревателя, соединенного с источником тока, расположенных с входной и выходной сторон корпуса кольцевых щелевых скреперов и соединяющих их с емкостью трубопроводов. Такое выполнение нагревательного устройства в предлагаемой клети обеспечивает совмещение процесса прокатки, нагрева и смазки заготовки, что способствует получению труб с высоким качеством поверхности и стаби;тизации температуры в очаге деформации. На чертеже дана функциональная схема предлагаемой клети. Рабочая клеть для пг-шигримовой про катки труб содержит станину 1, на которой установлен корпус 2 клети с рабочнм инструментом 3, привел возвратн поступательного перемещения корпуса (ые показан) и нагревательное устройство,. Нагревательное устройство выполнен в виде емкости 4, заполненной смазочной жидкостью, размещенного в ней на.гревателя 5, подключенного к источнику тока (не показан) через регулятор те 4пературы 6, расположенных . с БХОД ной н выходной сторон корпуса кольцевых щелевых спрейеров 7 и 8,.и тру бопроводов 9, соединяющих емкость 4 со щелевыми спрейерами. В цепи трубопроводов установлены насосная установка 10, фильтр 11, регулировочные вентили 12, прибор 13 контроля температуры. Для контроля и регулирования температуры в емкости 4 установлен прибор 14, Спрейер-7 установлен стационарно на станине 1, спрейер 8 на корпусе 2 и имеет телескопическое соединение 15 с трубопроводами. Возможен вариант И стационарной установки второго спрейера. При необходимости клеть может быть оснащена вытяжной вентиляцией. В качестве смазочной-хшдкости, являющейся одновременно и тешюносителем, может быть использовано минеральное или другое масло с температурой вспышки, превышающей температуру нагрева. В процессе работы нагретый до заданной температуры жидкий теплоноситель с помощью насосной установки 10 поступает в фильтр 11, откуда по трубопроводу 9 через регулировочные вентили 12 к кольцевым спрейерам 7 и 8. Из .спрейеров теплоноситель попадает на заготовку и трубу, обеспечивая поддержание их температуры в требуемом интервале, затем на станине 1 по трубопроводу поступает в емкость, где вновь подогревается и далее используется по указанной схеме. Предложенная клеть обеспечивает стабильный (в узких пределах) температурный режим нагрева труб непосредственно -в процессе прокатки, стабилизацию температуры трубы в очаге деформации, приближая условия деформации к изотермическому режиму прокатки, что способствует получению труб с поБьаиенным качеством поверх- . ности. Совмещение процесса прокатки со смазкой сокршдает технологический цикл, обеспечивает легкость регулирования температурного режима. Формула изобретения Клеть для,пилигримовой прокатки труб, содержащая станину, установленный на ней корпус с рабочим инструментом, привод его возвратно-поступательного перемещения и нагревательное устройство, имекадее источник тока и регулятор температуры, отличающаяся тем, что, с целью повышения качества поверхности труб путем снижения перепада температуры металла по длине очага деформации, нагревательное устройство выполнено в виде емкости, заполненной смазочной жидкостью, размещенного в ней нагревателя, соединенного с источником тока, расположенных с входной и выходной сторон корпуса кольцевых щелевых спрейеров и соединяющих их с емкостью трубопроводов. Источники информации, принятые во внимание при экспертизе 1, Ав.торское свидетельство СССР № 168242, кл, В 21 В 21/00, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 1983 |
|
SU1091952A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
| Способ периодической прокатки труб | 1981 |
|
SU1005963A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2040984C1 |
| Способ пилигримовой прокатки труб | 1975 |
|
SU728950A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| Стан холодной прокатки труб | 1989 |
|
SU1712014A1 |
| Стан холодной прокатки труб | 1985 |
|
SU1329851A2 |