41
ел
со
Изобретение относится к области обработки металлов давлением, в часности к прокатному производству, и касается усовершенствования стана холодной пилигриммовой прокатки труб.
Цель изобретения - ловышение производительности путем снижения динамического момента на валу главного привода.
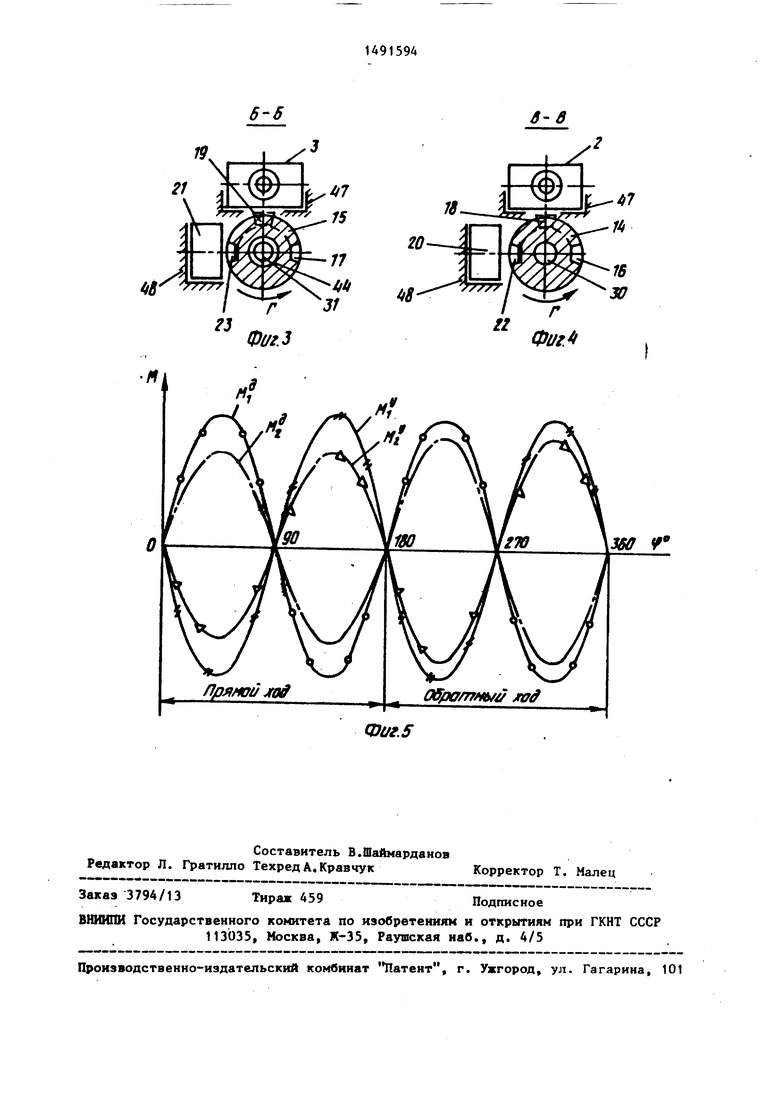
На фиг. 1 изображена кинематическая схема стана, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б,на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 графики изменения динамических моментов Mf, и М от сил инерции соответственно патрона стержня с оправкой и патрона заготовки, а также графики изменения динамических моментов Mj и М от сил инерции соответственно первого и второго уравновешивающих ползунов которые построены без учета сил трения в функции угла tf поворота барабанных кулачков.
Стрелкой Г показано направление вращения барабанных кулачков, стрел кой Д - направление вращения рабочих валков, а буквами L и m обозначены соответственно длина очага деформации металла и линейная величина порционной подачи заготовки за цикл прокатки.
Стан холодной пилигримовой прокаки труб содержит стационарную рабочую клеть 1, патроны 2 и 3 соответственно оправочного стержня 4 и заготовки 5, главный привод 6, кинематически связанные с ним привод 7 вращения валков 8, механизм 9 возвратно-поступательного движения патрона оправочного стержня и винт 10 механизма подачи заготовки, гайка 1 которого размещена в каретке 12, несущей механизм 13 возвратно-поступательного движения патрона заготовки.
Механизмы возвратно-поступательнго движения патронов выполнены в виде принудительно вращаемых барабанных кулачков 14 и 15с разными петлевыми пазами 16 и 17, при зтом патроны снабжены роликами 18 и 19, размещенным1{ в петлевых пазах, и уравновешивающими ползунами 20 и 21 с роликами 22 и 23, которые размещены в петлевых пазах кулачков со
0
5
0
5
0
5
0
5
0
5
смещением относительно роликов пат- , ронов в направлении вращения барабанных кулачков на угол, равный 90 , и масса каждого ползуна равна массе соответствующего патрона.
Главный привод соединен муфтой 24 с приводом вращения валков, выходные валы которого связаны с валами рабочих валков при помощи муфт 25. Помимо этого, главный привод через трансмиссионный вал 26 и щестерни 27-29 соединен с валом 30, несущим барабанный кулачок и имеющим шлицы 31. Шестерни 28 и 29 насажены на валы 32 и 33, которые установлены в корпусе 34 на подшипниках 35 и 36. Шестерня 27 жестко закреплена на конце вала 30, установленного на подшипниках 37 и 38 в корпусе 34 и станине 39 рабочей клети.
Винт механизма подачи связан с валом 30 посредством сменньк шестерен 40 и 41 и установлен в корпусе 34 и станине 39 на подшипниках 42 43.
Барабанньй кулачок 15 соединен внутренними шлицами 44 с внешними шлицами 31 вала 30 и монтирован на подшипниках 45 в каретке, которая размещена в направляющих 46. Патроны установлены в направляющих 47„ а ползуны 20 и 21 - в направляю- ющих 48.
Шаги петлевых пазов 16 и 17 барабанных кулачков выполнены соответственно равными L и L 2,
Стан холодной пилигримовой прокатки труб работает следующим образом.
Главный привод 6 через трансмиссионный вал 26 и шестерни 27-29 равномерно вращает вал 30 в подшипниках 37 и 38, при зтом валы 32 и 33, на которые насажены шестерни 27 и 28, вращаются соответственно в подшипниках 35 и 36.
Вал 30 приводит во вращение жестко установленный на нем барабанный кулачок 14 и сопряженный шлицами 14 с его шлицами 31 барабанный кулачок 15. Кулачок 15 вращается в подшипниках 45 каретки 12.
При вращении кулачков 14 и 15 их . петлевые пазы 16 и 17 воздействуют соответственно на ролики 18 и 19 патронов 2 и 3 и на ролики 22 и 23 уравновеигивающлх ползунов 20 и 21, в результате чего патронам и ползунам сообщается возвратно-поступательное движение. Патрон оправочного стержня с зажатым в нем стержнем 7, на конце которого закреплена оправка, и патрон заготовки с удерживаемой им заготовкой 5 перемещаются в направляющих 47, а ползуны - в направляющих 48,
Одновременно с этим привод через муфту 24 приводит в движение привод 7 вращения валков 8, который известным образом преобразует равномерное вращение главного привода в неравномерное вращение рабочих валков стационарной рабочей клети 1, связанных с выходными валами этого привода посредством муфт 25. Окружная скорость валков согласована в процессе деформирования заготовки на оправке с линейной скоростью их перемещения, а одному обороту валков соответствует один оборот барабанных кулачков и прямой и обратный ходы патронов, а также ползунов.Во время прямого хода. Когда производится процесс деформирования заготовки на оправке рабочими ручьями валков, заготовка и оправка движутся в направ Ленин вращения валков по стрелке Д. Во время обратного хода, когда в очаге деформации проходят холостые, зевы валков и осуществляется порционная подача заготовки путем ее смещения относительно оправки на величину ш, заготовка и оправка движутся в направле нии, обратном вращению валков.
Непрерывное вращение вала 30 через сменные шестерни 40 и 41 передается винту 10 механизма подачи заготовки, который, вращаясь в подшипниках 42 и 43, взаимодействует с гайкой 11 каретки 12. Каретка не- прерьшно движется к рабочей клети по направляющим 46, перемещая при этом барабанный кулачок 15 вдоль вала 30. Передаточное отнощение сменных шестерен 40 и 41 соответ- ствует повороту винта механизма подачи на определенный угол, значение которого удовлетворяет условию смещения, заготовки относительно оправк на величину m за цикл прокатки.
Величина перемещения патрона оправочного стержня как при прямом, так и обратном ходах их возвратно913946
поступательного движения, равна длине L очага деформации металла и обеспечивается соответствующей ве- J. личиной шага петлевого паза 16 барабанного кулачка 14.
Патрон заготовки вместе с заготовкой участвуют в сложном движении, состоящем из возвратно-поступатель10 ного движения от барабанного кулачка и поступательного движения совместно с кареткой от непрерывно вращающегося винта механизма подачи. Величина перемещения патрона заго15 товки как при прямом, так и обратном ходах возвратно-поступательного движения, равна величине L + т щага
петлевого паза 17 барабанного кулач- 20 ка 15, а величина их перемещения от винта подачи равна линейной величине га порционной подачи заготовки за цикл прокатки.
Во время обратного хода, занима- 25 ющего по времени половину цикла прокатки, оба движения патрона заготовки с заготовкой направлены в сторону рабочей клети и их полное перемещение равно сумме соответствующих
перемещений L + н j, т.е. L + х
+ -,.Величина перемещения оправки
за это время цикла составляет L.
Таким образом, во обратного хода осуществлена подача порции заготовки путем ее смещения относительно оправки на величину т.
В процессе прямого хода движения до патрона заготовки с заготовкой от барабанного кулачка и винта подачи направлены в противоположные стороны, а их полное перемещение, равное алгебраической сумме составляющих перемещений, определится следующим
35
45
образом. L + I I L. Иными словагт, перемещенияоправки и заготовки во время прямого хода равны межДУ собой. Это означает, что при деформировании заготовки на оправке рабочими ручьями валков оправка и заготовка движутся синхронно согласно требованиям технологического про-
цесса пилигримовой прокатки труб.
Таким образом, выполнение барабанных кулачков 14 и 15 с различными шагами петлевых пазов 16 и 17 обеспечивает непрерывное вращение
винта подачи заготовки, что исключает проявление динамического момента на валу главного привода стана.
Характер движения уравновешивающего ползуна 21 аналогичен характе- ру движения патрона заготовки.
Петлевые пазы нарезаны на барабанных кулачках таким оёразом, что при равномерном вращении кулачков соответствующие патроны и ползуны перемещаются по косинусоидальному закону, т.е. их ускорения в возвратно-поступательном движении изменяются по закону косинуса.
Силы инерции патронов и ползунов, воздействуюсцие на боковую поверхность петлевых пазов барабанных кулаков, тоже изменяются по косинусоидальному закону, а динамические мо- менты М, М, МУ и Mg, возникающие на валу 30 от этих сил инерции, - по закону синуса, при этом фаза изменения знака перечисленных динамических моментов соответствует поворота барабанных кулачков, равного 90.
На фиг. 5 приведены графики изменения динамических моментов от сил инерции возвратно-перемещаемых час- тей пилигримового стана, которые наглядно показьшают полное уравновешивание одних динамических моментов другими непосредственно на валу вращения барабанных кулачков. Несколько больпгае значения М° и М в процессе обратного хода по сравнению с их текущими значения(ш во время пряморо хода объясняются тем, что перемеще
ния патрона заготовки и его уравновешивающего ползуна во время обратного хода больше их перемещений во время прямого хода на линейную величину m порционной подачи заготовки. Меньшие текущие значения М и Mj по сравнению с Mf и Mj на протяжении всего цикла прокатки обусловлены тем, что масса патрона заготовки с заготовкой меньше массы патрона оп- равочного стержня со стержнем и оправкой, а соответственно масса урав-
Q 5
0 5
Q
0
, 0
новешивающего ползуна 21 меньше массы уравновешивающего ползуна 20.
Конструктивное исполнение предла- гаемого стана холодной пилигримовой прокатки труб позволяет решить комплексную задачу исключения динамического момента на валу главного привода путем полного уравновешивания динамических моментов от сил инерции возвратно-перемещаемых частей стана и обеспечения непрерывного вращения винта подачи заготовки. Это предопределяет повышение производительности пилигримового стана за счет увеличения его быстроходности.
Формула изобретения
Стан холодной пилигримовой прокатки труб, содержавший стационарную рабочую клеть, патроны оправочного стержня и заготовки, главный привод, кинематически связанные с ним привод вращения валков, механизм возвратно-поступательного движения патрона оправочного стержня и винт механизма подачи заготовки, гайка которого размещена в каретке, несущей механизм возвратно-поступательного движения патрона заготовки, отличающийся тем, что, с целью повышения производительности путем снижения динамического момента на валу главного привода, механизмы возвратно-поступательного движения патронов выполнены в виде принуди- тельновращаемых барабанных кулачков с разными петлевыми пазами, при этом патроны снабжены роликами, размещенными в петлевых пазах, и уравновешивающими ползунами с роликами, которые размещены в петлевых пазах кулачков со смещением относительно роликов патронов в направлении вращения барабанных кулачков на угол, равный 90, а масса каждого ползуна равна массе соответствующего патрона.
6-6
в-в
Фиг.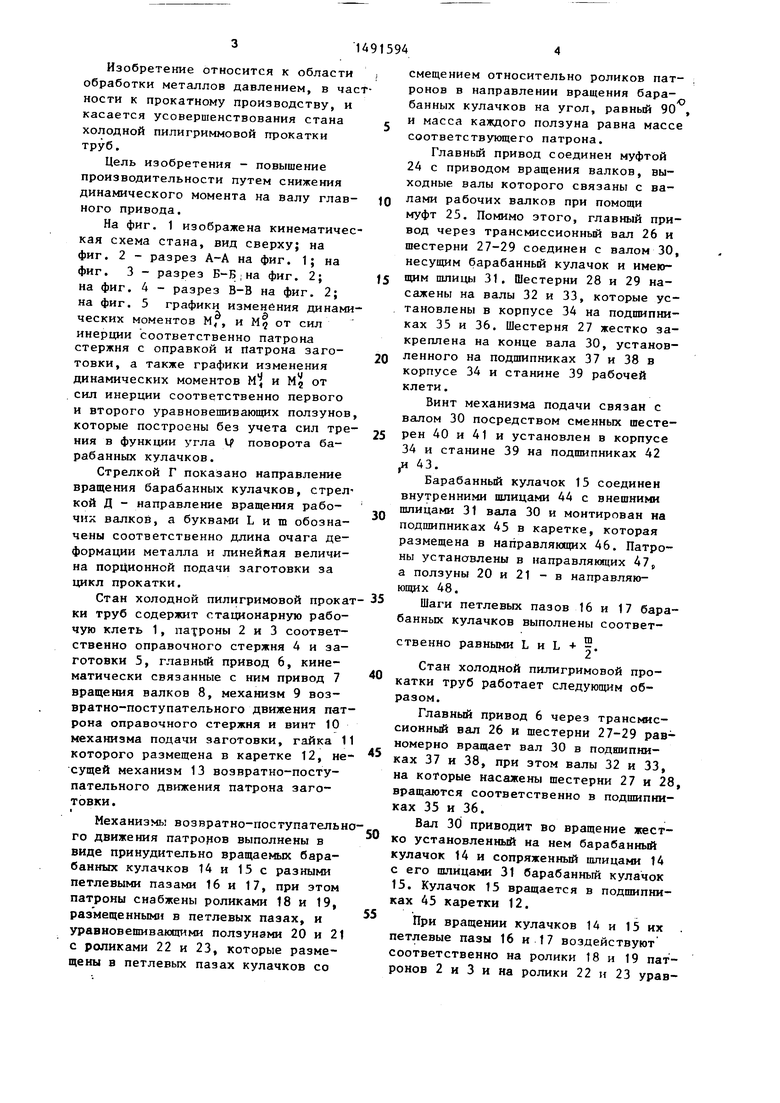
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Стан пилигримовой прокатки | 1984 |
|
SU1256825A1 |
| Устройство для перемещения оправочного стержня | 1974 |
|
SU597139A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
Изобретение относится к обработке металлов давлением ,в частности, к прокатному производству. Цель изобретения - повышение производительности путем снижения динамического момента на валу главного привода. Стан содержит стационарную рабочую клеть 1, привод вращения валков, механизм 9 возвратно-поступательного движения патрона 2 оправочного стержня 4 и винт 10 механизма подачи заготовки 5. Гайка 11 винта подачи размещена в каретке 12, несущей механизм 13 возвратно-поступательного движения патрона 2 заготовки. Механизмы возвратно-поступательного движения патронов 2 и 3 выполнены в виде принудительно вращаемых барабанных кулачков 14 и 15 с разными петлевыми пазами 16 и 17. Патроны снабжены роликами 18 и 19 и уравновешивающими ползунами с роликами. Ролики размещены в петлевых пазах барабанных кулачков со смещением роликов ползунов на 90° относительно роликов патронов в направлении вращения барабанных кулачков. 5 ил.
np ffOl} JfOff
Фиг. 5
| Патент Англии № 1149822, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
