Изобретение относится к трубопрокатному производству, в частности к станам холодной прокатки труб.
Известны станы холодной прокатки труб, содержащие станину, имеющую направляющие и трубопровод, подключенный к емкости со смазочно-охлаждающей жидкостью, и рабочую валковую клеть, имеющую корпус с опорами скольжения по направляющим, и форсунки для подачи жидкости в очаг деформации, соединенные с трубопроводом, причем форсунки с трубопроводом соединены посредством канала, выполненного в направляющей станины с выходом его на поверхность продольного открытого и направляющей станины паза, выполненного в опоре корпуса клети и сообщенного с ним дополнительного трубопровода, закрепленного на корпусе клети,
К недостаткам известных станов холодной прокатки труб следует отнести самовозгорание смазочно-охлаждающей жидкости в результате разогрева направляющих и, кроме того, ее перерасход в результате утечки через зазоры между клетью и направляющими.
Наиболее близка к предлагаемой является клеть стана холодной прокатки труб, содержащая корпус, установленные в нем рабочие валки с ручьями переменного радиуса, размещенные в корпусе соосно шейкам валков гидроцилиндры, связанные трубопроводами с золотниковым распределительным устройством,установленном на клети и соединенным гибким рукавом с гидронасосом.
Недостатком известной клети стана является низкий срок службы гибкого рукава в результате возникновения хаотического движения с рывками и перегибами при возвратно-поступательном перемещении клети на больших скоростях прокатки.
Цель изобретения - снижение простоев стана за счет повышения срока службы гибкого рукава.
Цель достигается тем, что стаи холодной прокатки труб, содержащий станину, размещенную на ней клеть с приводом возвратно-поступательного перемещения и стационарный трубопровод жидкости, имеющий гибкую связь через рукав с клетью снабжен двумя валами, расположенными перпендикулярно оси стана с одной его стороны в местах крайних положений клети и расположенными на них разного уменьшающегося от клети диаметра шкивами попарно охваченными тросами, каждому из которых по средней линии между валами присоединен рукав, образующий между тросами петли, причем ближайший к клети трос жестко соединен с ней.
На фиг, 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Предлагаемый стан холодной прокатки труб содержит станину 1, размещенную на
ней клеть 2 с приводом возвратно-поступательного перемещения (не показан), и стационарный трубопровод жидкости 3, имеющий гибкую связь через рукав А с клетью 2. Перпендикулярно оси стана с одной его стороны в местах крайних положений клети 2 расположены два вала 5 с насаженными на них разного уменьшающегося от клети диаметра шкива 6, попарно охваченными тросами 7, к каждому из кото5 рых по средней линии между валами 5 при. соединен рукав 4, образующий между
тросами 7 петли 8, причем ближайший к
клети трос жестко соединен с ней. При этом
расстояние между валами 5 превышает ход
0 клети на величину, равную двум диаметрам наибольшего шкива.
Устройство работает следующим образом.
В процессе прокатки клеть 2 совершает
5 возвратно-поступательное перемещение по направляющим станины 1, рабочая жидкость от гидронасоса (не показан) по стационарному трубопроводу жидкости 3 через рукав 4 с петлями 8 поступает на подвижную
0 клеть 2. Ввиду того, что ближайший к клети 2 трос 7 жестко с ней соединен, ои также будет совершать возвратно-поступательное движение синхронносклетью,атаккак трос с натяжением без пробуксовки охватывает
5 шкивы 6 жестко насаженные на валы 5, валы 5 и шкивы 6 также будут совершать возвратно-вращательное движение при возвратнопоступательном перемещении тросов 7. В связи с тем, что диаметры шкивов 6. наса0 женных на вал 5 от клети уменьшаются, скорость перемещения тросов 7 также будет уменьшаться по мере удаления от клети 2. Следовательно, в той же мере и в такой же последовательности будет уменьшаться
5 от шкива к шкиву и скорость перемешения петель 8 гибкого рукава 4.
Таким образом,устройство обеспечивает стабильное, без хаотических рывков и перегибов перемещение рукава с постепенным уменьшением скорости его отдельных участков - петель от скорости, равной скорости клети до нуля-участка, соединенного со стационарным трубопроводом жидкости, благодаря чему увеличивается его срок
5 службы что в свою очередь ведет к снижению простоев стана, связанных с его ремонтом или заменой.
Формула изобретения Стан холодной прокатки труб, содержащий станину, размещенную на ней клеть с
приводом возвратно-поступательного перемещения и стационарный трубопровод жидкости, имеющий гибкую связь через рукав с клетью, отличающийся тем, что, с целью снижения простоев стана за счет повышения срока службы гибкого рукава, он снабжен двумя валами, расположенными перпендикулярно оси стана с одной его стоВид
роны в местах крайних положений клети и насаженными на них разного уменьщающегося от клети диаметра шкивами, попарно охваченными тросами, к каждому из которых по средней линии между валами присоединен рукав, образующий между тросами петли, причем ближайший к клети трос жестко соединен с ней.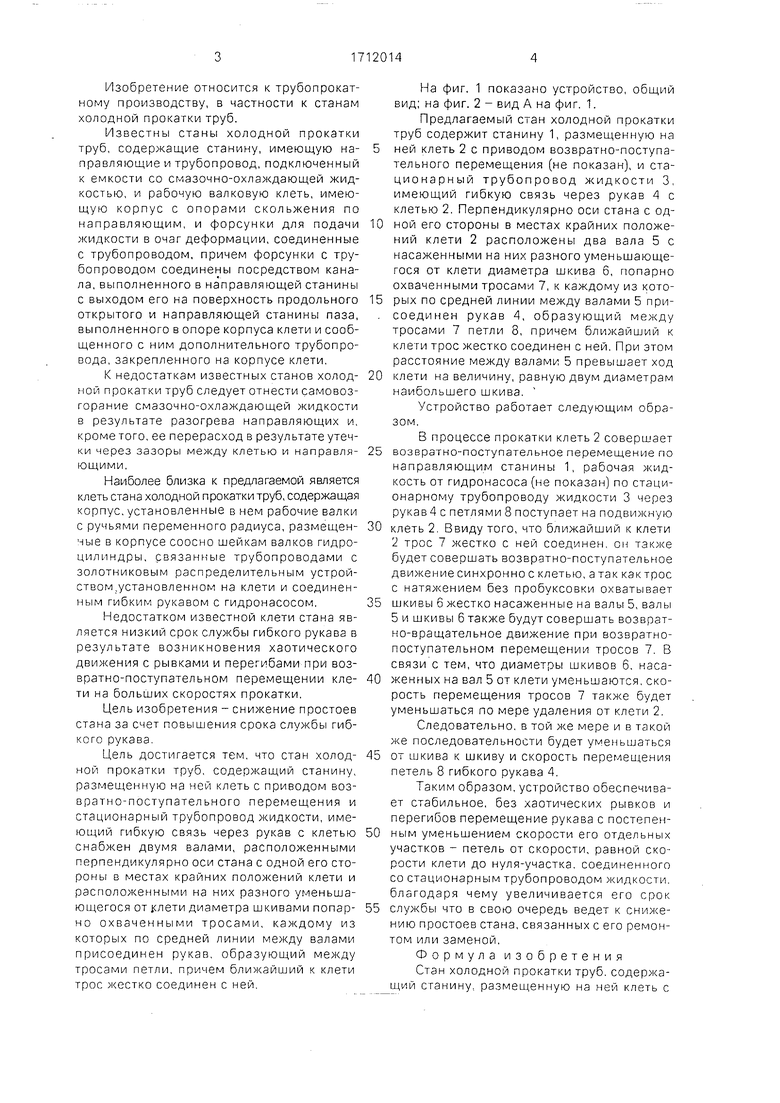
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
| Рабочая клеть пилигримового стана холодной прокатки труб | 1975 |
|
SU580919A1 |
| Рабочая клеть стана холодной прокатки труб | 1981 |
|
SU990354A1 |
| Стан холодной прокатки труб | 1983 |
|
SU1091952A1 |
| Стан холодной прокатки труб | 2019 |
|
RU2721251C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292968C1 |
| Привод клети стана холодной прокатки труб | 1979 |
|
SU772629A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Рабочая клеть стана холодной прокатки труб | 1985 |
|
SU1366249A1 |
Изобретение относится к трубопрокатному производству, в частности к станам холодной прокатки труб. Цель изобретения -снижение простоев стана за счет повышения срока службы гибкого рукава, В процессе прокатки рабочая жидкость от гидронасоса по стационарному труболрово- ду 3 через рукав 4 поступает на подвижную клеть 2. Перпендикулярно оси стана с одной его стороны в местах крайних положений клети расположены два вала 5, Шкивы 6 насажены на валы. Диаметры шкивов уменьшаются от клети и попарно охвачены тросами 1, К каждому тросу по средней линии между валами присоединен рукав так. что между тросами образуются петли 8. Расстояние между валами превышает ход клети на величину двух диаметров наибольшего шкива. Устройство обеспечивает стабильное без хаотических рывков и перегибов перемещение рукава с постепенным уменьшением скорости его отдельных участков, 2 ил.(Лс^^-fe^Y/////////7//\ Ж'ччУ'^Гфиг.^6 1^ю о?>&
Фи2.г
| Клеть для пилигримовой прокатки труб | 1966 |
|
SU728949A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
