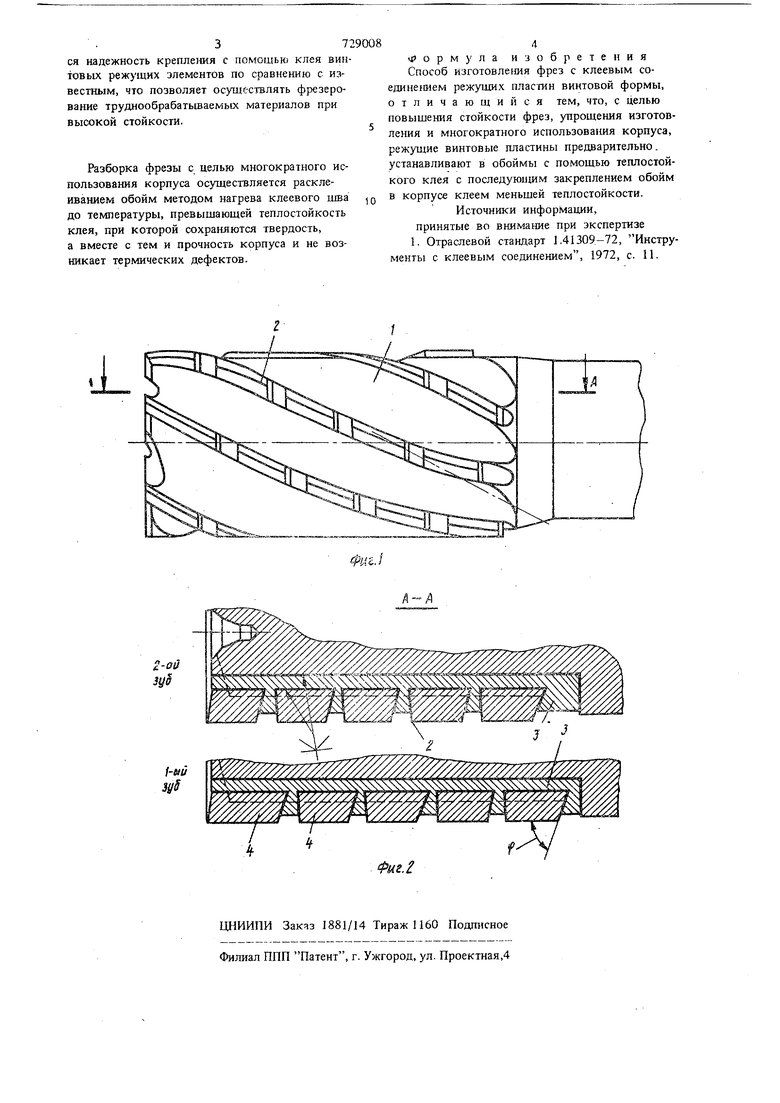
Изобретение относится к металлообработке Известен способ изготовления фрез, оснащенных винтовыми пластинами из твердого сплава, закрепленными непосредственно в винт вых пазах корпуса с помощью клея 1. . Однако известный способ не обеспечивает высокой стойкости режущих элементов и долговечности корпуса, что обусловлено ненадежностью крепления режущих элементов в пазах корпуса высокотеплостойким клеем и невозможностью многократного использования кор пуса. Для повыщения стойкости фрез, упрощения изготовления и многократного использования корпуса за счет применения клеевого соединения различной теплостойкости, режущие винтовые пластины предварительно устанавливают в обоймы с помощью теплостойкого клея с последующим закреплением обойм в корпусе клеем меньщей теплостойкости. На фиг. 1 изображена концевая фреза,оснащенная винтовыми пластинками из твердого сплава или керамических материалов, закрепленными при помощи клея; на фиг. 2 - дано сечение А-А на фиг. 1. Фреза состоит из корпуса 1, в винтовых пазах 2 которого установлены обоймы 3 с закрепленными на них режущими элементами 4. Режущие элементы 4 в обоймах 3 и сами обоймы в корпусе 1 закрепляются с помощью клеевого соединения различной теплостойкости, причем клей для закрепления режущих элементов в обоймах имеет больщую теплостойкость, чем клей для закрепления обойм, в обоймах смежные зубья устанавливаются с перекрытием относительно друг друга в осевом направлении. Перемычки служат для надежного крепления режущих элементов, воспринимая на себя осевую составляющую сил резания, и обеспечивают необходимый интервал между ними, одновременно вьшолняющий роль стружкодробящих канавок. Надежность крепления режущих элементов в радиальном направлении достигается за счет поднутрения одной стороны паза под углом i; 75-80°. Аналогичный скос выполнен и у режущих элементов, тем самым повыйгает3729008
ся надежность крепления с помощью клея винтовых режущих элементов по сравнению с известным, что позволяет осуилествлять фрезерование труднообрабатьшаемых материалов при высокой стойкости.
Разборка фрезы с целью многократного использования корпуса осуществляется расклеиванием обойм методом нагрева клеевого шва до температуры, превышающей теплостойкость клея, при которой сохраняются твердость, а вместе с тем и прочность корпуса и не возникает термических дефектов.
Формула изобретения Способ изготовлею1я фрез с клеевым соедине1шем режуших пластин винтовой формы, отличаюшийся тем, что, с целью повышения стойкости фрез, упрощения изготовления и многократного использова1щя корпуса, режуи ие винтовые пластины предварительно. устанавливают в обоймы с помощью теплостойкого клея с последуюишм закреплением обойм в корпус клеем меньшей теплостойкости.
Источники информации, принятые во внимание при экспертизе 1. Отраслевой стандарт 1.41309-72, Инструменты с клеевым соединением, 1972, с. И.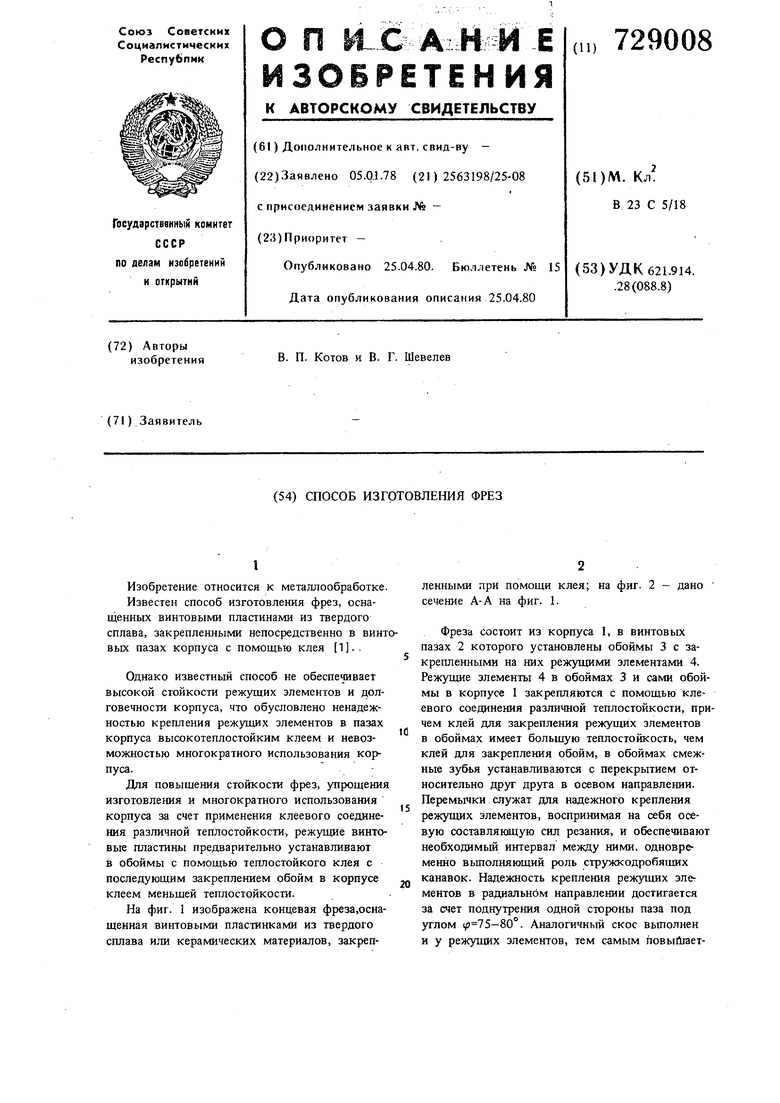
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза | 1982 |
|
SU1106602A1 |
| Способ изготовления режущего инструмента | 1990 |
|
SU1757793A1 |
| Способ изготовления клееносборного инструмента с режущей частью из керамики | 1987 |
|
SU1484445A1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
