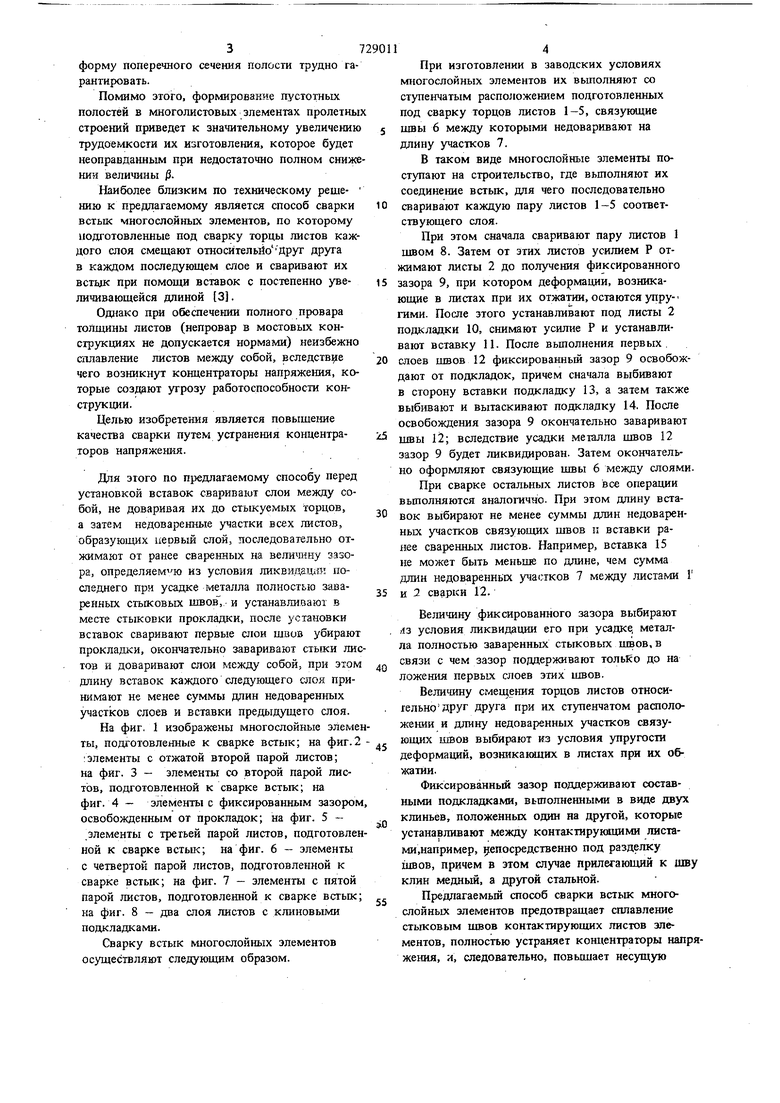
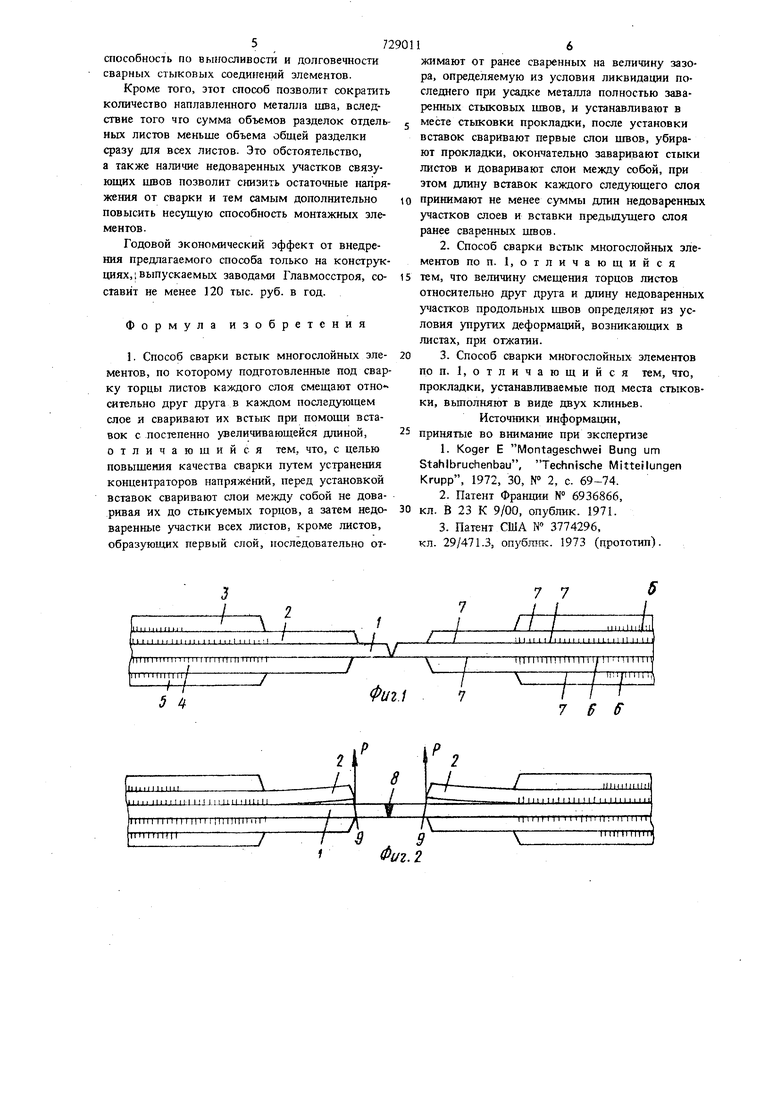
Изобретение относится к технологаи сварки элементов строительных конструкций на монтаже и может быть использовано в мостостроении и промьплленном строительстве, а также в других областях народного хозяйства для сварки встык многослойных элементов. Известен снособ сварки встык многослойных элементов, по которому перед вьшолнением основного стыкового uma элементов проваривают зазор межиу контактирующими слоями со стороны торцов (11. Однако в эгом спучае ли1ши пересечения поверхностей протглавления швов и зазоров меж ду контактирующими листами являются местом образования уже при сварке технологических дефектов типа трешин, пор и шлаковых включений, и характеризующиеся высоким эффектив вным коэффициентом концентрации, достигающим (по предварительным данным) значений ,5. Испытания на выносливость, проведенные на кр т1номасщтабн1.|х балках, двухлистовые пояса которых были состыкованы сваркой этим способом, и на обрачцлх 1оказали, что подобные соединения разрушаются, не выдерживая базового числа циклов (2 млн), принятого на пролетных строений мостов. Причем усталостная трешина всегда начинается от линии пересечения поверхности проплавления подварочного шва и зазора между контактируюшими листами (слоями). Аналогич}1ое разрушение наблюдалось и при испытании тгварных соединений двухлистовых элементов, выполненных без предварительного провара зазора между контактируюшими листами. Известен также способ сварки встык многослойных элементов, по которому первоначально по линии зазора между контактирующими слоями образуют желобки, которые затем проваривают, оставляя незапол} еннылти полости между подварочным швов и дном желобка, после чего накладывают основной шов 2. Незаполненные полости несколько уменьииют вероятность образования технологических дефектов при сварке, и при выполне1ши формы их поперечного сечения в виде правильного круглого отверстая позволяют несколько снизить величину коэффициента (5. Однако данную 3 форму поперечного сечения полости трудно га рантировать. Помимо этого, формирование пустотных полостей в многолистовых элементах пролетны строений приведет к значительному увеличени трудоемкости их изготовления, которое будет неоправданным при недостаточно полном сниж нии величины . Наиболее близким по техническому решению к предлагаемому является способ сварки встык многослойных элементов, по которому подготовленные под сварку торцы листов каж дого слоя смещают относительйоДруг друга в каждом последующем слое и сваривают их встык при помощи вставок с постепенно увеличивающейся длиной 3. Однако при обеспечении полного провара толщины листов (непровар в мостовых конструкциях не допускается нормами) неизбежно сплавление листов между собой, вследствие чего возникнут концентраторы напряжения, ко торые создают угрозу работоспособности конструкции. Целью изобретения является повыщение качества сварки путем устранения концентраторов напряжения. Для этого по предлагаемому способу перед установкой вставок сваривают слои между собой, не доваривая их до стыкуемых торцов, а затем недоваренные участки всех листов, образующих первый слой, последовательно отжимают от ранее сваренных ш зазора, определяемою из условия ликвидашв; последнего при усадке металла полностью заваренных стыковых швов и устанавливают в месте стыковки прокладки, после установки вставок сваривают первые слои щвов убирают прокладки, окончательно заваривают стыки ли тов и доваривают слои между собой, при этом длину вставок каждого следующего слоя принимают не менее суммы длин недоваренных участков слоев и вставки предыдущего слоя. На фиг. 1 изображены многослойные элеме ты, подготовленные к сварке встык; на фиг.2 ;элементы с отжатой второй парой листов; на фиг. 3 - элементы со второй парой листов, подготовленной к сварке встьп ; на фиг. 4 - элементы с фиксирюваниым зазором освобожденным от прокладок; на фиг. 5 .элементы с третьей парой листов, подготовле ной к сварке встьи :; на фиг. 6 - элементы с четвертой парой листов, подготовленной к сварке встык; на фиг. 7 - элементы с пятой Парой листов, подготовленной к сварке встык на фиг. 8 - два слоя листов с клиновыми подкладками. Сварку встык многослойных элементов осуществляют следующим образом. 1 При изготовлении в заводских условиях многослойных элементов их вьшолняют со ступенчатым расположением подготовленных под сварку торцов листов 1-5, связующие ишы 6 между которыми недоваривают на длину участков 7. В таком виде многослойные элементы поступают на строительство, где вьтолняют их соединение встьпс, для чего последовательно сваривают каждую пару листов 1-5 соответствующего слоя. При этом сначала сваривают пару листов 1 щвом 8. Затем от этих листов усилием Р отжимают листы 2 до получения фиксированного зазора 9, при котором деформации, возникающие в листах при их отжатии, остаются упру- гими. После этого устанавливают под листы 2 подкладки 10, снимают усилие Р и устанавливают вставку 11. После вьшолнения первых. слоев щвов 12 фиксированный зазор 9 освобождают от подкладок, причем сначала выбивают в сторону вставки подкладку 13, а затем также выбивают и вытаскивают подкладку 14. После освобождения зазора 9 окончательно заваривают швы 12; вследствие усадки металла щвов 12 зазор 9 будет ликвидирован. Затем окончательно оформляют связующие щвы 6 между слоями. При сварке остальных листов все операции вьшолняются аналогично. При этом длину вставок выбирают не менее суммы длин недоваренных участков связующих щвов п вставки ранее сваренных листов. Например, вставка 15 не может быть меньше по длине, чем сумма длин недоваренных участков 7 между листами Г и 2 сварки 12. Величину фиксированного зазора выбирают лз условия ликвидации его при усадке, металла полностью заваренных стыковых щвов, в связи с чем зазор поддерживают тольКо до на ложения первых слоев этих швов. Величину смец}ения торцов листов относигельнодруг друга при их ступенчатом расположении и длину недоваренных участков связующих швов выбирают из условия упругости деформаций, возникакицих в листах при их обжатИи. Фиксированный зазор поддерживают составными подкладками, вьшолненными в виде двух клиньев, положенных один на другой, которые устанавливают между контактирукацими лмстами,например, 1;епосредственно под разделку цшов, причем в этом случае прилегающий к шву клин медный, а другой стальной. Предлагаемый способ сварки встык многослойных элементов предотвращает сплавление стыковым щвов контактирующих листов элементов, полностью устраняет концентраторы напряжения, и, следовательно, повышает несущую 572 способность по выносливости и долговечности сварных стыковых соединений элементов. Кроме того, этот способ позволит сократить количество наплавленного металла шва, вследствие того что сумма объемов разделок отдельных листов меньше объема общей разделки сразу для всех листов. Это обстоятельство, а также наличие недоваренных участков связующих швов позволит снизить остаточные напряжения от сварки и тем самым дополнительно повысить несущую способность монтажных элементов. Годовой экономический эффект от внедрения предлагаемого способа только на конструкциях, Выпускаемых заводами Главмосстроя, составит не менее 120 тыс. руб. в год. Формула изобретения 1. Способ сварки встык многослойных элементов, по которому подготовленные под свар ку торцы листов каждого слоя смещают отно- сительно друг друга в каждом последующем слое и сваривают их встык при помощи вставок с постепенно увеличивающейся длиной, отличающийся тем, что, с целью повышения качества сварки путем устранения концентраторов напряжений, перед установкой вставок сваривают слои между собой не доваривая их до стыкуемых торцов, а затем недоваренные участки всех листов, кроме листов, образующих первый слой, последовательно от6жимают от ранее сваренных на величину зазора, определяемую из условия ликвидации последнего при усадке металла полностью заваренных стыковых швов, и устанавливают в месте стыковки прокладки, после установки вставок сваривают первые слои швов, убирают прокладки, окончательно заваривают стыки листов и доваривают слои между собой, при этом длину вставок каждого следующего слоя принимают не менее суммы длин недоваренных участков слоев и вставки предьщущего слоя ранее сваренных ашов. 2.Способ сварки встык многослойнъ1Х элементов по п. 1, отличающий с я тем, что величину смещения торцов листов относительно друг друга и длину недоваренных участков продольных швов определяют из условия упругих деформаций, возникающих в листах, при огжатии. 3.Способ сварки многослойных элементов по п. 1, отличающий с я тем, что, прокладки, устанавливаемые под места стыковки, вьшолкяют в виде двух клиньев. Источники информации, принятые во внимание при экспертизе 1.Koger Е Montageschwei Bung um Stahlbruchenbau, Technische Mitteilungen Krupp, 1972, 30, № 2, c. 69-74. 2.Патент Франции № 6936866, кл. В 23 К 9/00, опублик. 1971. 3.Патент США N 3774296, кл. 29/471.3, опубшж. 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ выполнения стыковых швов при автоматической дуговой сварке | 1946 |
|
SU73307A1 |
| ХРАНИЛИЩЕ ДЛЯ ЯДЕРНОГО ТОПЛИВА | 1989 |
|
SU1623480A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА СТЫКОВ | 2013 |
|
RU2521920C1 |
| ЭЛЕМЕНТ ТЕПЛООБМЕННИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТЕПЛООБМЕННИКА | 2018 |
|
RU2740692C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Конструкция сварного соединения балок | 1978 |
|
SU863224A1 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
1Фиг. 2
76
2 11 12 2
ID f2
