Изобретение относится к области сварки, а именно к способам изготовления стальных осесимметричных сварных конструкций ответственного назначения в виде сложно-комбинированных оболочковых корпусов, и может быть использовано при сварке конструкций типа сосудов, работающих под давлением.
Такого рода корпусные изделия служат для хранения различных сред в жидком состоянии, работают они в различных условиях эксплуатации, в том числе при действии значительных знакопеременных динамических нагрузок. Поэтому к изделиям предъявляются высокие требования по герметичности и прочности, и прежде всего, при выполнении сварных швов: с гарантированным качеством, с проваром корня шва, с высокой степенью равнопрочности (с прочностью шва не менее 0,8…0,9 прочности основного металла).
Важной задачей при сборке сложной комбинации большого количества конструктивных элементов является обеспечение высокой размерной точности на длинах более семи диаметров с исключением коробления при действии сварочных деформаций в процессе термического цикла сварки массивных и тонкостенных элементов и после него в процессе охлаждения конструкции.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления такого рода конструкций по патенту №2 389592, В23К 31/02, опубл. 20.05.2010 г., БИ №14, 2010 г., принятому авторами за прототип, при котором приварку элементов конструкции к сваренному каркасу, состоящему из центрального трубчатого и торцевых элементов, осуществляют с использованием технологических зазоров, а также определенной последовательности и приемов выполнения сварочных операций.
Такой способ позволяет за счет технологических зазоров учесть перемещения свариваемых элементов под воздействием термического цикла сварки и избежать коробления конструкции.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления сложно-комбинированных осесимметричных сварных конструкций, принятого авторами за прототип, относится недостаточный набор технологических приемов обеспечения размерной точности конструкции, прочности и герметичности сварных швов. Кроме того, в сварной конструкции заявляемого способа присутствуют дополнительные конструктивные элементы, для сварки которых требуются иные технические решения.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение размерной точности и технологичности изготовления.
Общими признаками с предлагаемым авторами способом изготовления сложно-комбинированных осесимметричных сварных конструкций, содержащих центральный трубчатый и торцевые элементы, являются сборка в сварочном приспособлении, электродуговая сварка плавлением в среде защитных газов, мехобработка и пневмоиспытания герметичности.
В отличие от прототипа в предлагаемом авторами способе изготовления сложно-комбинированных осесимметричных сварных конструкций центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента, а к другому приваривают дно с узлом крепления фиксаторов, затем осуществляют сборку стакана с левым торцевым элементом по посадке с натягом и их сварку встык, далее полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана, потом осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана, после этого обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, к правому торцу обечайки приваривают стыковочный фланец.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- обечайку получают разнотолщинной посредством холодной пластической деформации с суммарной степенью деформации до 80% методом глубокой вытяжки на прессовом оборудовании или ротационной вытяжки на специализированном оборудовании с закаткой передней и обжимом задней части, с последующим низкотемпературным отжигом, уменьшающим напряжения;
- центрирование донной части стакана осуществляют сборными фиксаторами крестообразной формы, а их крепление к стакану - с использованием разъемного шплинтового соединения или неразъемного посредством сварки;
- сварку обечайки с левым торцевым элементом осуществляют в пульсирующем потоке инертных газов аргон-гелий, попеременно подаваемых на дугу.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, - во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение качества сварных соединений, обеспечение их прочности и герметичности, снижение фактора воздействия сварочных деформаций на коробление конструкции и повышение технологичности.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления сложно-комбинированных осесимметричных сварных конструкций, содержащих центральный трубчатый и торцевые элементы, включающем сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов, мехобработку и пневмоиспытания герметичности, особенность заключается в том, что центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента, а к другому приваривают дно с узлом крепления фиксаторов, затем осуществляют сборку стакана с левым торцевым элементом по посадке с натягом и их сварку встык, далее полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана, потом осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана, после этого обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, к правому торцу обечайки приваривают стыковочный фланец.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- выполнения центрального трубчатого элемента в виде стакана посредством приварки к торцу дна с узлом крепления фиксаторов создать условия для центрирования и закрепления от провисания, снизить воздействие сварочных деформаций на коробление конструкции;
- раздачи одного из торцов центрального трубчатого элемента на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента обеспечить требуемые конструктивные параметры при гарантированном качестве соединения, а также повысить прочность и технологичность изготовления;
- сборки стакана с левым торцевым элементом по посадке с натягом и их сварки встык, последующих пневмоиспытаний, полусборки на герметичность сварных швов давлением не менее 0,6 МПа и контроля размерной точности внутренней полости стакана гарантировать герметичность и размерную точность на промежуточной стадии, когда эффективнее выполнение исправительных операций по сравнению с готовым изделием, повысить технологичность;
- предварительной сборки с тонкостенной обечайкой, центрированием фиксаторами донной части стакана, обеспечить заданные конструкционные параметры, а также исключить коробление при действии сварочных деформаций, повысить технологичность;
- сварки обечайки по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, приварки к правому торцу обечайки стыковочного фланца обеспечить качество соединений, их прочность и герметичность.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют в частности за счет:
- получения обечайки разнотолщинной посредством холодной пластической деформации с суммарной степенью деформации до 80% методом глубокой вытяжки на прессовом оборудовании или ротационной вытяжки на специализированном оборудовании с закаткой передней и обжимом задней части, с последующим низкотемпературным отжигом, уменьшающим напряжения, повысить жесткость конструкции и надежность сварных соединений, обеспечить их прочность и герметичность, снизить воздействие сварочных деформаций на коробление конструкции;
- центрирования донной части стакана сборными фиксаторами крестообразной формы, а их крепление к стакану - с использованием разъемного шплинтового соединения или неразъемного посредством сварки, обеспечить технологичность центрирования стакана и надежность его фиксации внутри обечайки;
- сварку обечайки с левым торцевым элементом осуществляют в пульсирующем потоке инертных газов аргон-гелий, попеременно подаваемых на дугу, повысить качество сварного соединения, обеспечить его прочность и герметичность.
Сущность изобретения заключается в том, что при осуществлении способа изготовления сложнокомбинированных осесимметричных сварных конструкций, содержащих центральный трубчатый и торцевые элементы, включающего сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов, мехобработку и пневмоиспытания герметичности, в отличие от прототипа, согласно изобретению центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента, а к другому приваривают дно с узлом крепления фиксаторов, затем осуществляют сборку стакана с левым торцевым элементом по посадке с натягом и их сварку встык, далее полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана, потом осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана, после этого обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, к правому торцу обечайки приваривают стыковочный фланец.
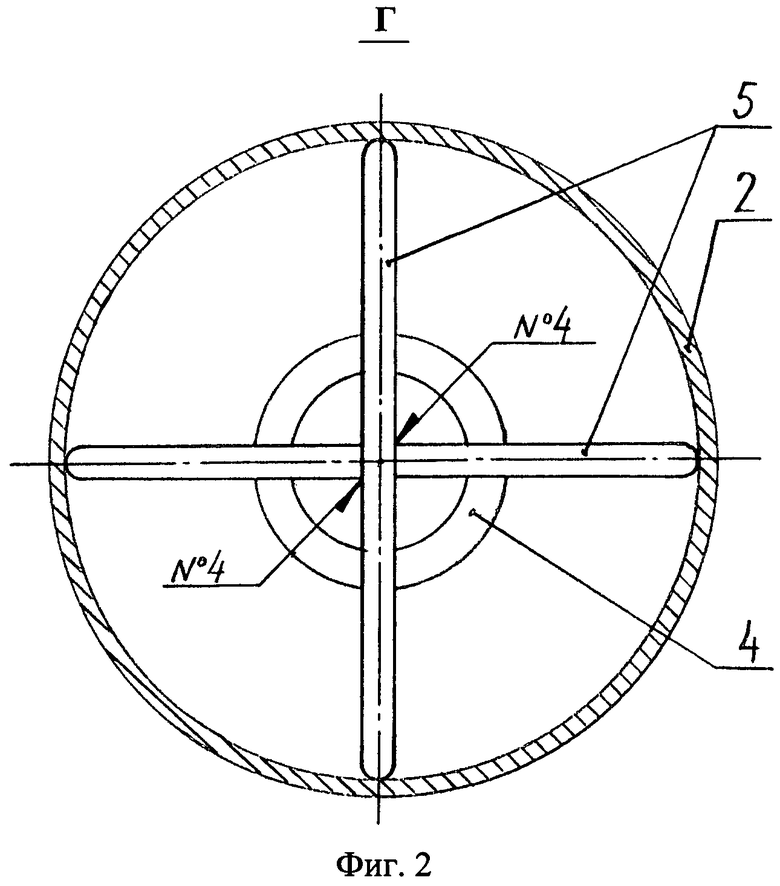
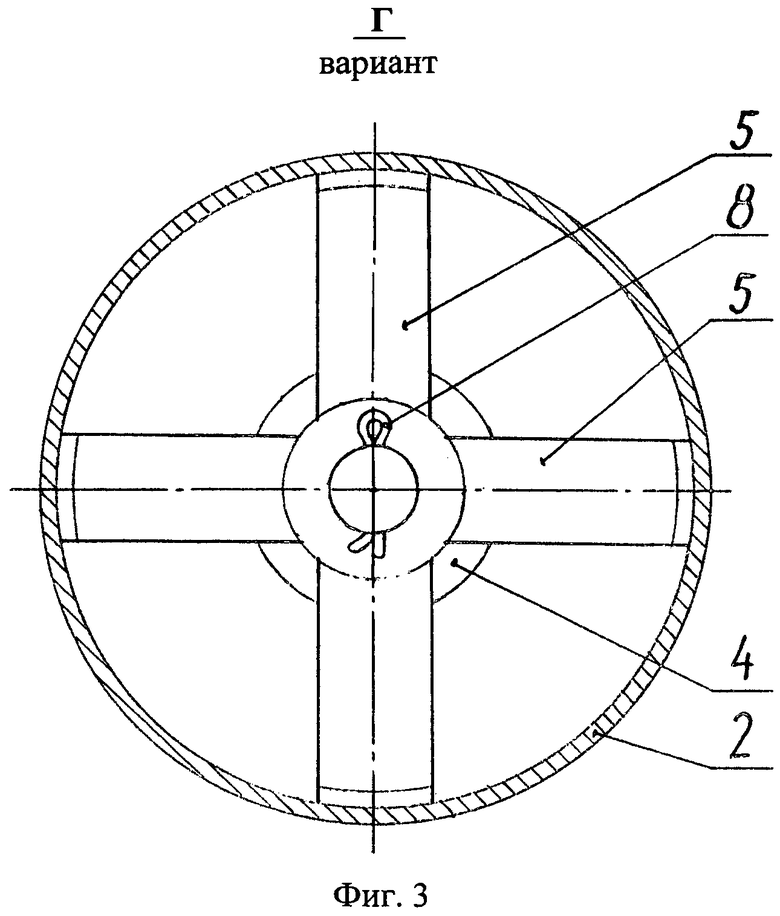
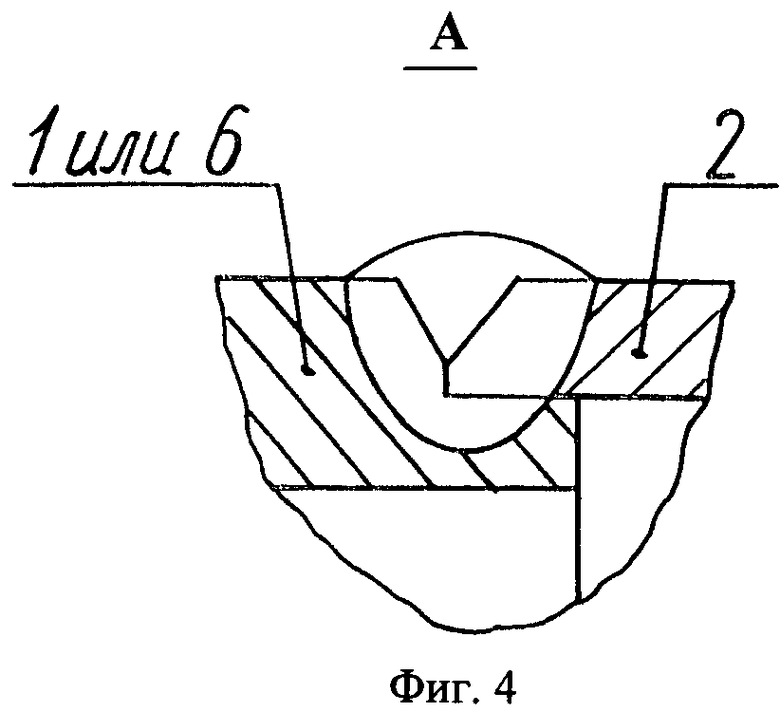
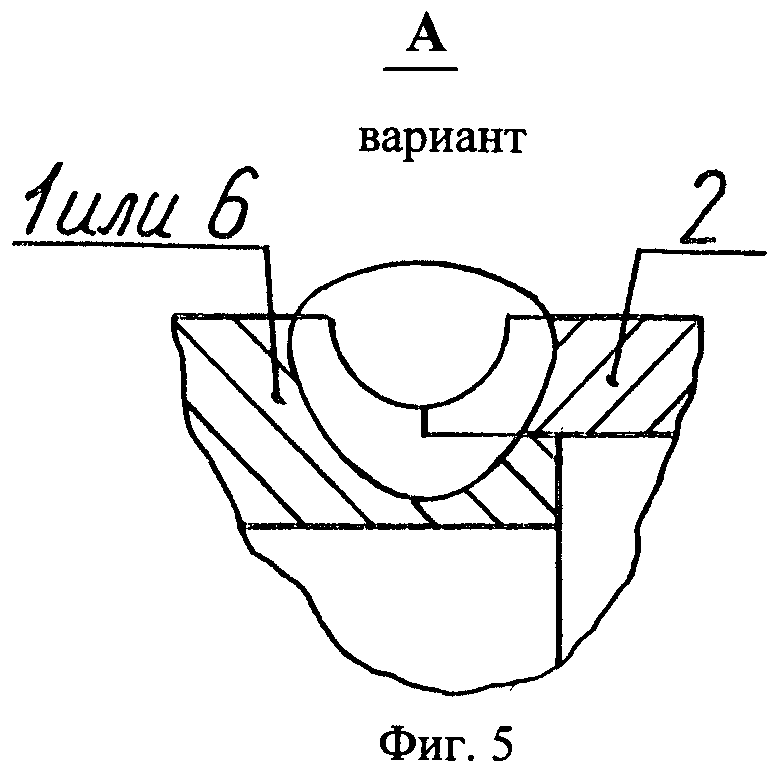
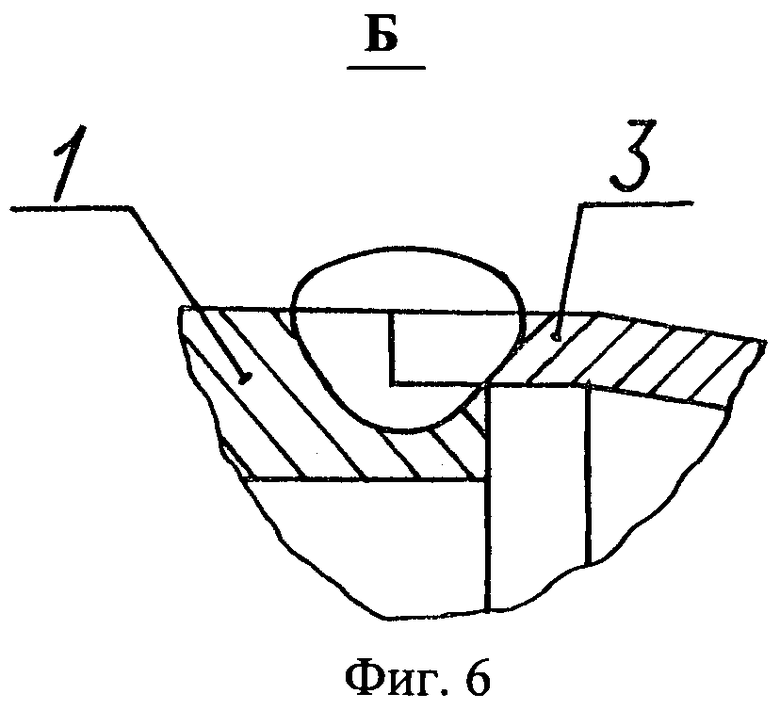
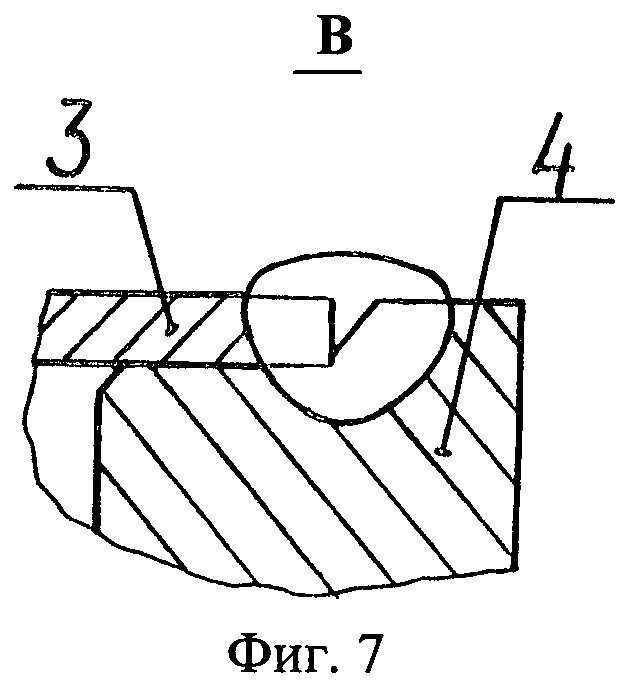
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлен общий вид сложно-комбинированной осесимметричной сварной конструкции, на фиг.2,3 - схемы центрирования донной части стакана; на фиг.4-7 - сварные соединения элементов конструкции.
Изготовление сложно-комбинированных осесимметричных сварных конструкций осуществляется следующим образом.
Центральный трубчатый элемент изготавливают в виде стакана 3. При этом один из торцов подвергают раздаче на прессовом оборудовании на диаметр и глубину подкладки 7 стыкового замкового соединения Б с левым торцевым элементом 1. К противоположному торцу стакана 3 приваривают швом №1 дно 4 с узлом Г крепления фиксаторов 5. Сборку стакана 3 с левым торцевым элементом 1 осуществляют по посадке с натягом, а их сварку швом №2 встык. Полученную полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана 3. Затем осуществляют предварительную сборку полусборки с тонкостенной обечайкой 2, по внутренней поверхности которой центрируют фиксаторами 5 донную часть 4 стакана 3. Потом обечайку 2 сваривают швом №3 по стыковому замковому соединению А с левым торцевым элементом 1. При этом сварку осуществляют в два прохода: вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, затем плавящимся электродом в среде защитных газов. После этого к правому торцу обечайки 2 по стыковому замковому соединению А приваривают швом №3 стыковочный фланец 6.
В частных случаях обечайку 2 получают разнотолщинной посредством холодной пластической деформации с суммарной степенью деформации до 80% методом глубокой вытяжки на прессовом оборудовании или ротационной вытяжки на специализированном оборудовании с закаткой передней и обжимом задней части, с последующим низкотемпературным отжигом, уменьшающим напряжения. Центрирование донной части 4 стакана 3 осуществляют сборными фиксаторами 5 крестообразной формы, а их крепление к стакану - с использованием разъемного шплинтового соединения 8 (фиг.3) или неразъемного посредством сварки (фиг.2). Сварку обечайки 2 с левым торцевым элементом 1 осуществляют в пульсирующем потоке инертных газов аргон-гелий, попеременно подаваемых на дугу.
Способ позволяет повысить качество сварных соединений, обеспечить их прочность и герметичность, снизить воздействие сварочных деформаций на коробление конструкции и повысить технологичность изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2451586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2420380C1 |
Способ предназначен для изготовления стальных осесимметричных сварных конструкций ответственного назначения. Способ включает сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов, мехобработку и пневмоиспытания герметичности. Центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента. К другому торцу приваривают дно с узлом крепления фиксаторов. Сборку стакана с левым торцевым элементом осуществляют по посадке с натягом, а их сварку встык. Полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана. Осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана. Обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов. Способ позволяет повысить качество сварных соединений, обеспечить их прочность и герметичность, снизить воздействие сварочных деформаций на коробление конструкции и повысить технологичность изготовления. 3 з.п. ф-лы, 7 ил.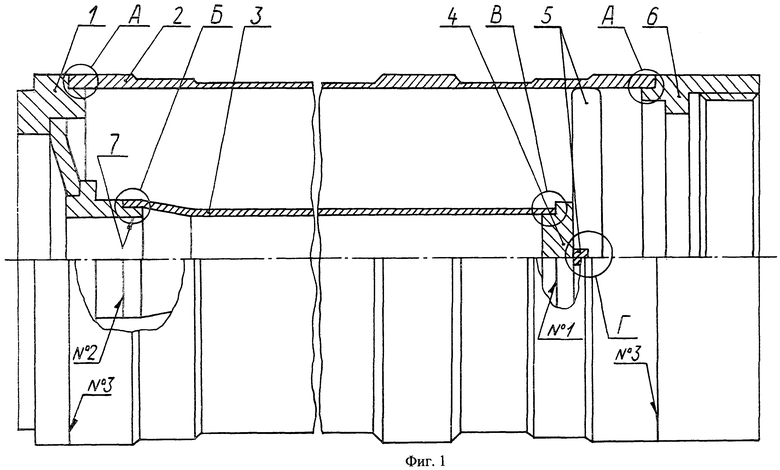
1. Способ изготовления сложно-комбинированных осесимметричных сварных конструкций, содержащих центральный трубчатый и торцевые элементы, включающий сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов, мехобработку и пневмоиспытания герметичности, отличающийся тем, что центральный трубчатый элемент выполняют в виде стакана, один из торцов которого раздают на диаметр и глубину подкладки стыкового замкового соединения левого торцевого элемента, а к другому приваривают дно с узлом крепления фиксаторов, затем осуществляют сборку стакана с левым торцевым элементом по посадке с натягом и их сварку встык, полученную полусборку подвергают пневмоиспытаниям герметичности сварных швов давлением не менее 0,6 МПа и контролю размерной точности внутренней полости стакана, затем осуществляют предварительную сборку с тонкостенной обечайкой, по внутренней поверхности которой центрируют фиксаторами донную часть стакана, после этого обечайку сваривают по стыковому замковому соединению с левым торцевым элементом в два прохода, вначале аргонодуговой сваркой неплавящимся электродом без присадочного материала, а затем плавящимся электродом в среде защитных газов, к правому торцу обечайки приваривают стыковочный фланец.
2. Способ по п.1, отличающийся тем, что обечайку получают разнотолщинной посредством холодной пластической деформации с суммарной степенью деформации до 80% методом глубокой вытяжки на прессовом оборудовании или ротационной вытяжки на специализированном оборудовании с закаткой передней части и обжимом задней части с последующим низкотемпературным отжигом, уменьшающим напряжения.
3. Способ по п.1, отличающийся тем, что центрирование донной части стакана осуществляют сборными фиксаторами крестообразной формы, а их крепление к стакану - с использованием разъемного шплинтового соединения или неразъемного посредством сварки.
4. Способ по п.1, отличающийся тем, что сварку обечайки с левым торцевым элементом осуществляют в пульсирующем потоке инертных газов аргон-гелий, попеременно подаваемых на дугу.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| НИКОЛАЕВ Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.322-334. | |||

