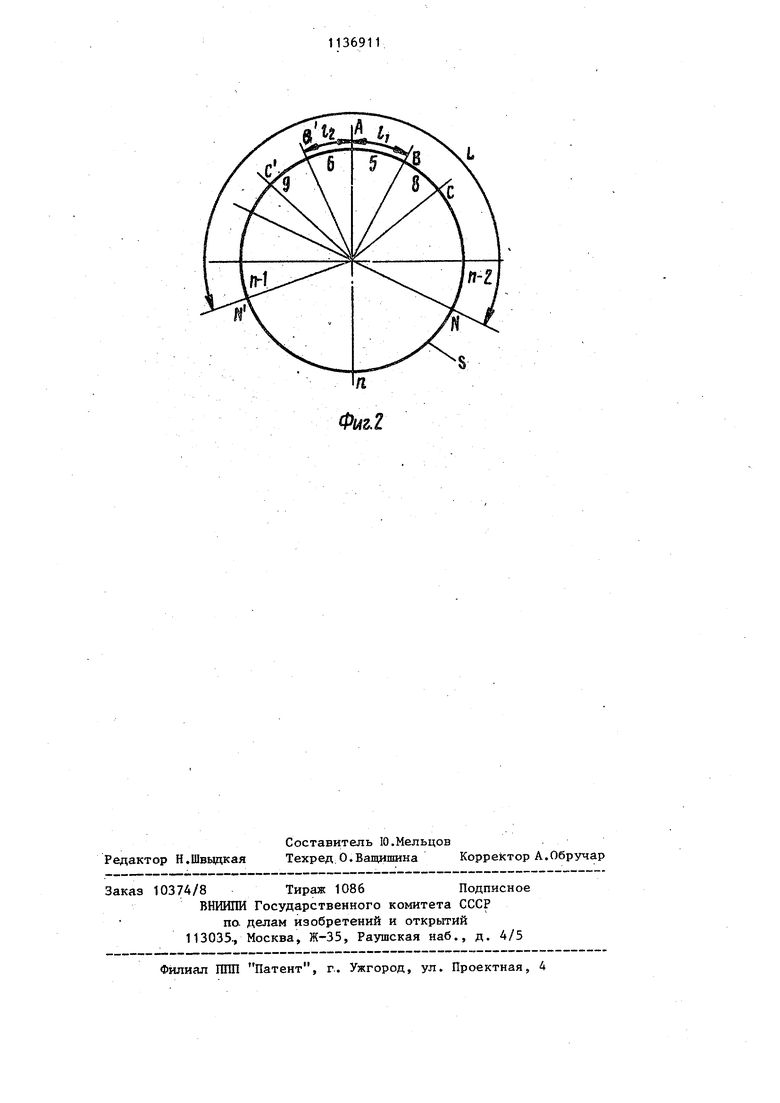
1 Изобретение относится к сварке, в частности к способам дуговой свар ки плавлением стыковых соединений труб, имеющих зазор, превьшающий допустимый, с различной толщиной стенок и любого диаметра из различных металлов и может найти применение в судостроении, химической, энергетической и других отраслях промьшшенности.. Известен способ дуговой сварки плавлением стыковых соединений труб, при котором собранные встык трубы соединяются отдельными швами, расположенными на отдельных участках стыка. При этом получают непрерывный шов, образованный перекрываюпщми один другой отдельнь1ми швами, при использовании одной или нескольких горелок. Каждый отдельный шов варят определенное время 1J Однако для осуществления данного способа сварки необходимо использовать оборудование, которое громоздк (наличие нескольких сварочных горелок при сварке труб большого диамет ра и аппаратуры для программировани процесса сварки по времени), что не позволяет производить процесс сварк в труднодоступных местах, В частнос ти сварку изнутри труб небольшого диаметра. Кроме того, при,сварке стыков труб с переменным зазором по всему периметру стьжа участки с зазором, вьш1е допустимого, не опред лены, а поэтому не исключена возмож ность их сварки, а это ведет к нека чественному сварному шву (появлению подрезов, прожогов и т.д.). Известен способ дуговой сварки,при .котором предварительно определяют поп речные перемещения кромок в процессе сварки, затем строят кривую пере мещений каждой кромки, после чего свариваемые кромки профилируют с учетом этих перемещений, а затем собирают так, чтобы для каждого сечения соединения сумма поперечных п ремещений кромок бьша .равна величин устанавливаемого при сборке зазора. Этот способ сварки учитьшает неравномерную величину зазора в стыке по его периметру и позволяет компен сировать при сварке различную вели- чину исходного зазора и поперечных деформаций 2J ., Однако данным способом сложно пр филировать зазор при сборке стыков 12 труб, расположенных в труднодоступном для сварки месте. Наиболее близким к изобретению является способ дуговой сварки плавлением стыков труб с переменным по периметру зазором, при котором в процессе сварки зазор последовательно закрывают путем создания термопластических деформаций торцов труб. Данньй способ позволяет Получить качественные торцовые и Нахлесточные кольцевые швы за счет обеспечения постоянных по периметру стыка условий формирования шва и величину глубины проплавления 3. Такой способ не обеспечивает качественное формирование шва при ремонте сваркой соединений, имеющих зазор в стыке, превьш1аюш;ий допустимый. Так, ремонт трубопроводных систем в условиях ограниченной доступности к месту сварки таких систем, как пароводяные коммуникации тепловых и атомных электростанций связан, как правило,с необходимостью вырезки дефектного участка трубы или трубного узла и вварки на его место нового. После вырезки трубопровода происходит перемещение образовавшихся свободных концов труб от снятия усрший и натягов, существовавших в трубопроводе до разрезки. При установке нового элемента трубопровода на место старого в условиях затесненности к ограниченной доступности имеется возможность лишь примерно совместить торцы труб в стыке по их внешней или внутренней поверхности и свести торцы до касания. В результате образуются излом оси труб в стыке и переменный зазор по его периметру. Устранить переменный зазор можно либо путем совмещения осей стыкуемых труб с помощью специальной оснастки (домкратов, захватов, кондукторов и др.), либо подгонкой (скашивания) торцов стыка по месту. Однако в условиях ремонтных работ не всегда возможно разместить в межтрубном пространстве специальную оснастку для совмещения осей стыкуемых труб, а изготовление скошенного стыка трудоемко и затрудняет применение автоматической сварки. Целью изобретения является обеспечение высокого качества сварки при ремонте соединения с зазором. 3 превьш1а ощим на отдельных участках периметра стыка допустимьй. Указанная цель достигается тем, что согласно способу дуговой сварки плавлением стыков труб с переменным по периметру зазором, при котором в процессе сварки зазор закрывают путем создания термопластических деформаций торцов труб, перед сваркой по першчетру стыка определяют зону минимального зазора и по обе стороны от нее - участки с зазором, не превьш1ающим допустимый, затем по следовательно осуществляют сварку этих участков в направлении от минимального зазора в сторону его увеличения, охлаждают заваренные участки до 100-200°С, после чего опять определяют участки с зазором не превышающим допустимый, и ос уществляют их сварку и охлаждение по приведенной технологии, далее процесс повторяют до получения суммарной длины сваренных участков 0,6-0, периметра стыка и после охлаждения последних их сварных участков до 100-200°С оставшийся участок стыка сваривают в направлении от конца последнего к концу предпоследнего участка. Благодаря такой последовэЕтельнос вьтолнения сварки по торцу труб соз даются термопластические деформации которые приводят к закрытию зазора, т.е. к допустимой его величине даже меньше, что повьштает качество сварного соединения, улучшает условия формирования шва. На фиг.1 изображено распределени зазора по периметру стыка труб; на фиг.2 - схема последовательного наложения сварных швов на участки периметра стыка труб. Способ осуществляют следующим об разом. Предварительно перед сваркой опр |деляют зону А минимального зазора между торцами 1 и 2 собранных труб 3 и 4, имеющих толщину S стенки. Эта зона А может иметь небольшую длину или контакт торцов 1 и 2 труб 3 и 4 может быть в точке, т.е минимальный зазор равен практически нулю. Затем от зоны А в обе стороны определяют длину В( участка 5 (АВ) В участка 6 (АВ), где зазор 7 между торцами 1. и 2 труб 3 и 4 не превьш1ает 0,1 о, т.е. длину участко 14 с допустимым зазором, так как осуществление сварки стыков труб, имеromjnc зазор больше допустимого (более О,1 8) снижает качество сварного соединения из-за появления подре- зов, прожогов, уменьшения толщины сварного шва и т.д. Осуществляют последовательно CBapi- ку участков 5 и 6, для чего сначала сьаривают .участок 5 от минимального зазора в сторону его увеличения, т.е. в направлении от А к В, затем также сваривают участок 6 в направлении o А к В . Охлаждают участки 5 и 6 до 100-200°С. В процессе сварки происходит термопластическая деформация торцов 1 и 2 труб 3 и 4, которая приводит к уменьшению зазора.7 на остальных участках периметра 5 стыки труб 3 и 4. После охлаждения участков 5,6 до, температуры 100-200 С определяют длину следующих участков 8,9, где за- ; зор 7 не превышает 0,18 . При этом длину участков 8,9 определяют от ; концов участков 5,6. Осуществляют сварку последовательно участков 8,9, для чего сначала сваривают участок 8 на длине, где зазор 7 HP превьш1ает 0,1 8 , в направлении от конца участка 5 (точка В) в сторону увеличивающегося зазора, т.е. в направлении от В к С. Участок 9 начинают сваривать от конца участка 6 (точка В) в направлении к С , и после охлаждения участков 8,9 до 100-200°С указанный цикл повторяют до тех пор, пока L длин всех сваренных участков не будет равна 0,6-0,7 периметра 5 стыка труб 3,4, т.е. пока не будет осуществлена сварка на участках п-2 и п-1, а общая длина участков не достигнет НМ После охлаждения участка п -1 до 100-200 С згчасток |г сваривают в направлении от И к U . После сварки участков их охлажда ют до температуры 100-200с, которая определена тем, что процесс термопластических деформаций торцов 1 и 2 труб 3 и 4 происходит в основном в интервале от температуры плавления металла труб до 200-С, и дальнейшее охлаждение стыка труб 3 и 4 практически не влияет на закрытие зазора 7. Установлено, что если перед сваркой последнего участка Г|(НН) суммарная длина L предьщущих сваренных участков меньше 0,6-0,7 периметра 5 стыка труб 3 и 4, то величина заэора 7 последнего участка n(NN) превьшает допустимую величину 0,1 8 , что приводит к снижению качества сварного соединения. Поэтому допустимой величиной суммарной длины I, сваренных участков перед сваркой последнего участка п{ММ)можно считат величину не менее 0,6-0,7 периметра 5 стыка труб 3 и 4. Выполнять сварку оставшегося периметра 5 стыка трубы отдельными участками, а не сразу всего участка п не имеет смысла, так как на участке и з.азор при общей длине L заваренных участков 0,6-0,709 не превьшает допустимый (практически он меньше допустимого) Пример. Производили аргонодуговую сварку в импульсном режиме неплавяпщмся вольфрамовым электродом изнутри неповоротных стыков труб из стали 12Х18Н10Т размером 0 89-6,0 мм. Предварительно на стыках труб выполняли разделку (скос по внутренней поверхности трубы) и выставляли максимальный зазор 7, т.е, ,5,0 мм между торцами труб. находили на стцке труб сначала точку контакта (т.А) торцов труб, а потом точки В и В, в которых зазор 7 составляет О,IS , т.е. О,1-3,,35 мм. После этого осуществляли процесс сварки участка АВ стыка в направлении по часовой стрелке от точки А к точке В на режиме, приведенном в табл.1. Таблица1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавлением | 1980 |
|
SU946844A1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| Способ дуговой сварки вертикально установленных труб | 1980 |
|
SU948587A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА СТЫКОВ | 2013 |
|
RU2521920C1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ сварки неповоротных стыков труб | 1989 |
|
SU1673334A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВ ТРУБ с переменным по периметру зазором, при котором в процессе сварки зазор закрывают путем создания термопластических деформаций торцов труб, о т л и ч а .ю щ и и с я тем, что, с целью обеспечения высокого качества сварки при ремонте соединения с зазором. превьшающим на отдельных участках периметра стыка допустимый, перед сваркой по периметру стыка определяв ют зону минимального зазора и по : обе стороны от нее - участки с зазо-fром, не превьшающим допустимый, за тем последовательно осуществляют сварку этих участков в направлении от минимального зазора в сторону его увеличения, охлаждают заваренные участки до 100-200°С, после чего опять определяют «участки с зазором, не превышающим допустимый, и осуществляют их сварку и о:хлаяодение по приведенной технологии, далее процесс повторяют до получения суммар-: ной длины сваренных участков 0,6-0,7 периметра стыка и после охлазкдения последних из сваренньк з частков до 100-200 С оставшийся участок стыка сваривают в направлении от конца последнего к концу предпоследнего участка.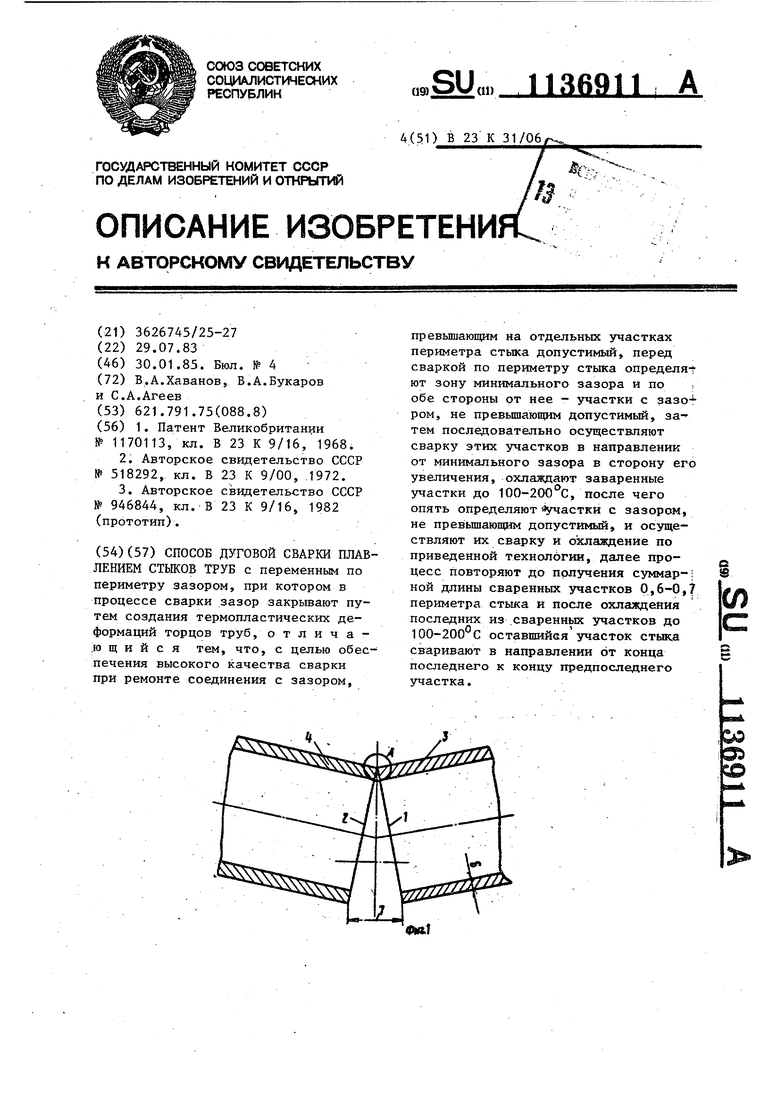
3,8
20
105 - 110
После охлаждения этого участка до ЮОс производили сварку участка АБ в направлении против часовой стрелки от- точки А к точке В . После охлаждения образца а алогичным образом определяли точки С и С и производили сварку на участках ВС и В С соответственно в направлении от точек В и В к точкам С и С. Чередование процессов замера величины зазора и сварки отдельных участков с
Длина свариваемого
29 27
30 5 астка, мм
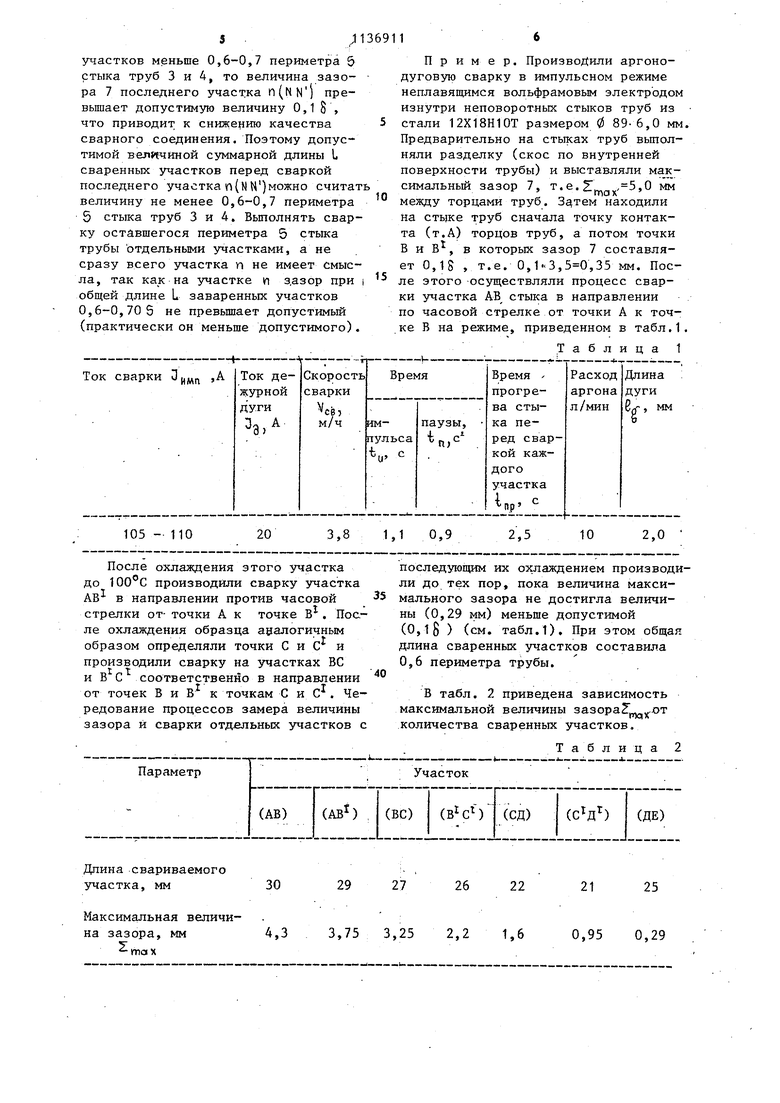
Максимальная величина зазора, мм 4,3 3,75 3,25 2,2 1,6 та X
2,0
10
1,1 0,9
2,5
последующим их охлаждением производили до тех пор, пока величина максимального зазора не достигла величины (0,29 мм) меньше допустимой (0,18 ) (см. табл.1). При этом общая длина сваренных участков составила 0,6 периметра трубы.
В табл. 2 приведена зависимость максимальной величины зазора от количества сваренных участков.
Таблица 2
26 22
21
25
0,95 0,29 71 Затем производили сварку последнего участка стыка. После сварки образцы -были подвергнуты внешнему . осмотру, рентгенопросвечиванию и металлографическим исследованиям. Никаких сварных дефектов в виде подрезов, несплавлений, прожогов и т.д не обнаружено. Данный способ позволяет вьтолнить сварку стыка труб с переменным по периметру зазором, исключая необходимость применения специальной оснастки для выравнивания стука или его подгонки по месту при ремонтных работах, при замене горизонтальных участков труб пароводяных коммуникаций реактора АЭС. Эти трубы проходят с минимальным зазором между рядами стояков и приварены к ним через пере ходный гнутый патрубок. После вырезу ки дефектной трубы стояк вместе с оставшейся частью гнутого патрубка отклоняется от исходного положения в результате освобождения от действия связи со стороны трубы. Новая труба должна разместиться в тесном пространстве между рядами стояков и соседними (сверху и снизу) трубами, что делает невозможным точно подогнать стык перемещением новой трубы или стояка. По существующей технологии ремонта приходится последовательно вырезать несколько труб (в том числе и не требующих замены) для обеспечения доступа к стыку, его подгонки скосом торцов и последующей сварки. Это значительно увеличивает объем работ, длительность и стоимость ремонта. Применение данного способа позволяет смонтировать и сварить ремонтируемую трубу автоматической сваркой с дистанционным управлением без подгонки стыка скосом торцов и связанных с этим операций вьфезки и последующей заварки нескольких соседних труб. Максимальная .величина зазора в стыке, собранном без подгонки скосом торцов, может значительно превьшать допуск на зазор при сварке. Например, для случая замены труб 0 мм верхних пароводяных коммуникаций зазор в стыке может дости-гать 2-3 мм, в то время как инструкцией на сварку автопрессов кой в дан- ном случае допускается зазор не более 0,4 мм. По предлагаемому способ сварка выполняется последовательно по участкам, где зазор не превьш1ает ; максимально допустимого. В процессе : сварки jniacTKOB зазор последовательно уменьшается от поперечной усадки и углового перемещения концов труб в стыке, вызываемого действием участка шва, сваренного изнутри трубы. В большинстве случаев сварки труб без разделки кромок и без присадочной проволоки допустимая величина зазора назначается из условия получения высококачественного шва и не превьшает 0,1 толщины стенки (б). При уменьшении допустимой величины зазора свариваемого участка невелика и следовательно, небольшое и закрытие зазора в стыке; при увеличении допустимого зазора более 0,1 б возможно образование ослабления шва Данный способ дуговой сварки плавлением стыков труб по сравнению с базовьм объектом позволяет повысить производительность процесса, так как предложенный способ,не требует дополнительной подгонки кромок, что очень трудоемко. При этом качество сваренного соединения хорошее, без подрезов, прожогов, с обеспечением требуемой геометрии сварного шва. Кроме того, данный способ сварки позволяет вести;процесс в труднодоступньк местах , когда дополнительную подгонку осуществить практически нельзя.
Фмг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двойной колонковый снаряд | 1984 |
|
SU1170113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
