Изобретение относится к области строительства, а именно к технологии сборки и монтажа (изготовления на месте производства работ) металлических конструкций пролетных строений мостов, и может быть использовано при сооружении металлических, например, автодорожных мостов.
Известен способ монтажа металлоконструкций пролетного строения моста, при котором производят автоматическую сварку металлопроката толщиной до 16 мм (без разделки кромок) и более (с разделкой кромок) на медных подкладках с введением металлохимической присадки с образованием между свариваемыми элементами зазора 5-10 мм, зачастую, до 15 мм (Агеев В.С. и др. О причинах возникновения трещин в сварочных швах листа настила ортотропных плит. Транспортное строительство №11, 2002 г., с. 18-20).
Наиболее близким из известных является способ монтажа стальной балки пролетного строения моста с использованием автоматической сварки монтажных стыков, при которой проваривают стык нижнего поясного листа, а для возможности прохода сварочного автомата в вертикальной стенке балки оставляют проем шириной 0,45-0,50 м, после заварки стыка вставляют вертикальный лист, заполняющий проем, и проваривают вертикальные стыки, накладывая вертикальные швы автоматом, перемещающимся по рейке, прикрепляемой к балке, или по зазору свариваемых листов, а для обеспечения возможности проваривания вертикальных швов на всю высоту у стыка прерывают верхний горизонтальный лист, после чего вставляют недостающий горизонтальный лист и автоматом заваривают швы, причем после окончания сварки основных стыковых швов проваривают поясные швы, нижний из которых, предпочтительно - автоматом, а потолочный - ручной сваркой (Гибшман Е.Е. Проектирование металлических мостов. М.: Транспорт. 1969 г., с. 104, рис.70).
Известная технология монтажа стальных пролетных строений с помощью сварки предусматривает использование автоматического оборудования с использованием порошковой проволоки и требует значительных затрат по трудоемкости и материалоемкости для соблюдения заданных технологических параметров при обеспечении надежности выполняемых, предпочтительно вертикальным сварным швом, соединений.
Задачей настоящего изобретения является повышение надежности выполняемых, предпочтительно вертикальным сварным швом, соединений при снижении затрат и материалоемкости при производстве работ.
Достигается это тем, что в способе монтажа стальной балки пролетного строения моста, при котором собирают и сваривают стык нижнего пояса балки, подгоняют и сваривают вертикальные или наклонные до 45° стыки вставки стенки балки, сваривают стыки вставки верхнего пояса, сваривают угловые швы нижнего пояса, стыковые и угловые швы вставок горизонтальных ребер жесткости, приваривают к верхнему поясу балки ортотропную плиту и сваривают угловые швы верхнего пояса, при этом вертикальные или наклонные до 45° стыки вставки стенки балки толщиной 12-32 мм, предпочтительно 14-20 мм, выполняют монтажной автоматической сваркой, в процессе которой, по крайней мере большую, часть длины шва принудительно формируют под слоем флюса или расплавленного шлака в процессе подачи в зону сварки одной или нескольких сварочных проволок сплошного сечения диаметром 1,6-3,0 мм с зазором между ними не менее 5 мм. При этом используют низколегированные сварочные проволоки, предпочтительно, Св-10ГМ (ГОСТ 2246-70) или Св-08 ГМН-Э (ГОСТ 2246-70) или различные по химическому составу сварочные проволоки, предпочтительно диаметром 2,0 мм Св-08 Г2С (ГОСТ 2246-70) и диаметрами 1,6-3,0 мм Св-10НМА (ГОСТ 2246-70), Св-10ГН (ГОСТ 2246-70) + других марок (предпочтительно марок АН-67 А, АН-67 Э) с флюсами по ГОСТ 9087-69. Кроме того, перед сваркой вертикальных стыков вставки стенки балки уменьшают депланацию стыкуемых кромок до 1 мм посредством клиньев и привариваемых инвентарных скоб. А при выполнении сварки вертикальных стыков первоначально сваривают стык, имеющий большую величину зазора.
Изобретение поясняется чертежами, где
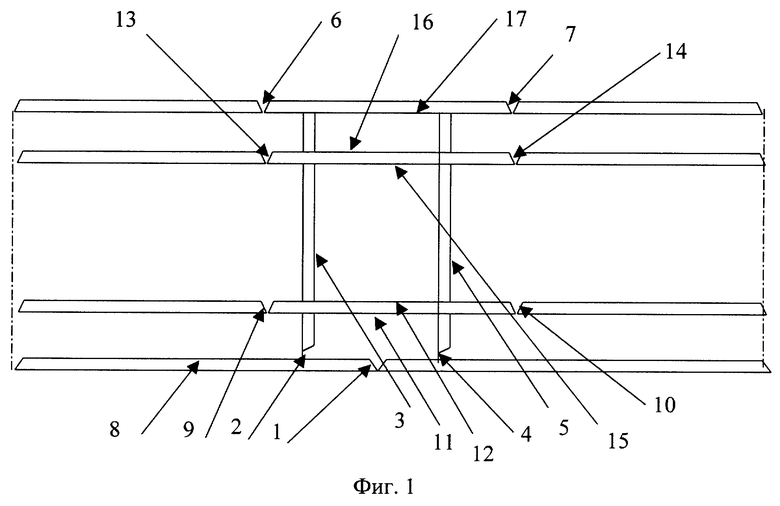
на фиг.1 представлена главная стальная балка пролетного строения моста;
на фиг.2 - вертикальный монтажный стык;
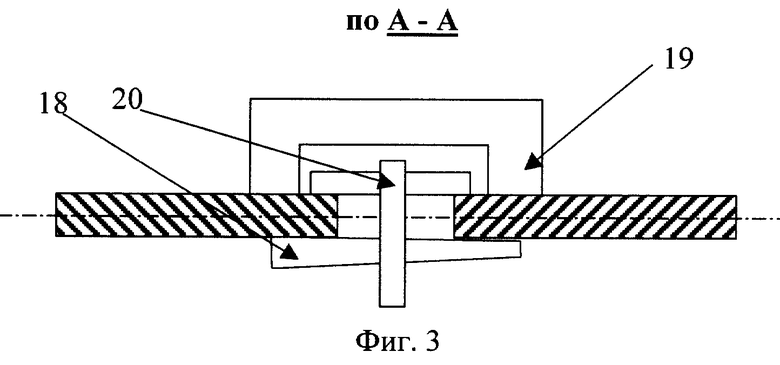
на фиг.3 - разрез по А-А на фиг.2.
Способ монтажа стальной балки пролетного строения моста включает сборку и сварку стыка 1 нижнего пояса балки, подгонку и сварку вертикальных или наклонных до 45° стыков 2, 3, 4, 5 вставки стенки балки, сварку стыков 6 и 7 вставки верхнего пояса, сварку угловых швов 8 нижнего пояса, стыковых и угловых швов 9, 10, 11, 12, 13, 14, 15, 16 вставок горизонтальных ребер жесткости, а также приварку к верхнему поясу балки ортотропной плиты и сварку угловых швов 17 верхнего пояса. При этом, вертикальные или наклонные до 45° стыки вставки стенки балки, имеющей толщину 12-32 мм, предпочтительно 14-20 мм, выполняют монтажной автоматической сваркой, в процессе которой, по крайней мере большую, часть длины шва принудительно формируют под слоем флюса или расплавленного шлака в процессе подачи в зону сварки одной или нескольких сварочных проволок сплошного сечения диаметром 1,6-3,0 мм с зазором между ними не менее 5 мм. При этом используют низколегированные сварочные проволоки, предпочтительно Св-10ГМ или Св-08 ГМН-Э или различные по химическому составу сварочные проволоки, предпочтительно диаметром 2,0 мм Св-08 Г2С и диаметрами 1,6-3,0 мм Св-10НМА, Св-10ГН и других марок, предпочтительно АН-67 А, АН-67 Э с флюсами по ГОСТ 9087-69. Перед сваркой вертикальных стыков вставки стенки балки уменьшают депланацию стыкуемых кромок до 1 мм посредством клиньев 18, привариваемых инвентарных скоб 19, а так же упоров 20. При выполнении сварки вертикальных стыков первоначально сваривают стык, имеющий большую величину зазора. При сварке проволоками сплошного сечения под слоем расплавленного шлака уровень ванны расплава может поддерживаться на расстоянии 3-7 мм от верхней кромки формирующего шов ползуна, при этом слива шлака не требуется, а уровень шлаковой ванны регулируется подачей очередной порции флюса, осуществляемой при возникновении искрения с поверхности шлаковой ванны.
Такая технология монтажа стальной балки пролетного строения моста позволяет повысить ее надежность за счет снижения напряжений в сварных стыках, организуемых описанным выше образом, а также снизить материальные затраты (до 5-ти раз) по сравнению с традиционным использованием порошковой проволоки или ручной сваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая ортотропная плита пролетного строения моста и способ ее изготовления | 1985 |
|
SU1268658A1 |
| СТАЛЕЖЕЛЕЗОБЕТОННОЕ ПРОЛЕТНОЕ СТРОЕНИЕ | 1992 |
|
RU2040629C1 |
| Стальное пролетное строение моста с ортотропной плитой, усиленной монолитным железобетоном | 2021 |
|
RU2772580C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Цельноперевозимый коробчатый блок стального моста и способ его изготовления | 1986 |
|
SU1388502A1 |
| СБОРНОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА И МОСТОВОЕ ПОЛОТНО | 1995 |
|
RU2100523C1 |
| Цельноперевозимый коробчатый блок стальных пролетных строений и способ его изготовления | 1985 |
|
SU1273428A1 |
| Сталежелезобетонное пролетное строение моста | 1979 |
|
SU939625A1 |
| Стыковое соединение установленных с развалом блоков сборной имеющей строительный подъем главной балки металлического пролетного строения моста | 1988 |
|
SU1576619A1 |
| Пролетное строение моста | 1979 |
|
SU872622A1 |

Изобретение относится к области строительства, а именно - к технологии изготовления и монтажа металлических конструкций пролетных строений мостов и может быть использовано при сооружении металлических, например, автодорожных мостов. Способ монтажа стальной балки пролетного строения моста включает сборку и сварку стыка нижнего пояса балки, подгонку и сварку вертикальных или наклонных до 45° стыков вставки стенки балки, сварку стыков вставки верхнего пояса, сварку угловых швов нижнего пояса, стыковых и угловых швов вставок горизонтальных ребер жесткости, после чего приваривают к верхнему поясу балки ортотропную плиту и сваривают угловые швы верхнего пояса, при этом вертикальные или наклонные до 45° стыки вставки стенки балки толщиной 12-32 мм, предпочтительно 14-20 мм, выполняют монтажной автоматической сваркой, в процессе которой по крайней мере большую часть длины шва принудительно формируют под слоем флюса или расплавленного шлака в процессе подачи в зону сварки одной или нескольких сварочных проволок сплошного сечения диаметром 1,6-3,0 мм с зазором между ними не менее 5 мм. Техническим результатом изобретения является повышение надежности выполняемых предпочтительно вертикальным сварным швом соединений при снижении затрат и материалоемкости при производстве работ. 4 з.п. ф-лы, 3 ил.
| ГИБШМАН Е.Е | |||
| Проектирование металлических мостов | |||
| - М.: Транспорт, 1969, с.104, рис.70 | |||
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА | 1992 |
|
RU2041312C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1996 |
|
RU2142023C1 |
| SU 1486546 A1, 15.06.1989 | |||
| СПОСОБ ИЗОЛЯЦИИ ВОДОПРИТОКА, ЗОНЫ ПОГЛОЩЕНИЯ И ОТКЛЮЧЕНИЯ ПЛАСТА СКВАЖИНЫ | 1998 |
|
RU2147331C1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| АГЕЕВ В.С | |||
| О причинах возникновения трещин в сварочных швах листа настила ортотропных плит | |||
| Транспортное строительство | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

