Изобретение.относится к обработке металлов и касается сварки, а именно шовной сварки, прокладки и вставки, ибпользуемые при этом, и может Ъыть использовано для стыковой сварки деталей, например балок коробчатого сечения, сваренных продольными угловыми швами из четырех,листов, которы имеют широкое применение в т.ехнике, например строительстве, железнодоро ном транспорте и др. Известна конструкция стыка для сварки с остающейся накладкой и со скосом свариваемых кромок, установленных со сварочным зазором постоянной ияи переменной величины, в которой для повышения технологичности конструкции стыка и производитель ности сварки, остающаяся накладка вы с двухсторонним симметричным скосом кромок со стороны, обратной стыку, размещена в зазоре до упора ее кромок в скошенные свариваемые кромки и утопленна в зазоре на величину, равную ее толщине,при этом угол скоса кромок накладки со стороны, обратной к стыку, равен углу ско са свариваемых кромок, суммарный уго скоса кромок накладки со стороны,обратной стыку, и свариваемой кромки, равен углу разделки при ручной дуговой подварке Щ. Недостатками такой конструкции стыка применительно к сварке деталей коробчатого сечения, является то, что такое сварное соединение требует трудоемких подготовительных работ, связанных с необходимостью выполнять разделку кромок на всех стыкуемых поверхностях и остающихся накладках. Кроме того, необходимость в сварке стыка двумя параллельными швами влечет за собой повышенный расход сварочных материалов, энергии и рабочего времени. Известна также конструкция сварного стыкового соединения балок коробчатого сечения с остающейся прокладкой, состоящая в том, что остающаяся прокладка выполнена в виде рамки, и впрессована или вварена на половину своей ширины во внутрь одной из стыкуемых балок, таким образом, что после стыковки она плотно прилегает к обратной стороне стыкуемых поверхностей и во время сварки балок кольцевым замыкающим швом способствует образованию хорошего корня шва Г2. Однако такая конструкция имеет ряд серьезных.недостатков технологического
характера, выражающихся в сложности выполнения подготовительных работ при установке остающейся прокладки и получении сварочных зазоров в месте стыка по периметру коробчатого сечения. Конструкция стыка требует подгонки по месту, что является очень трудоемкой операцией. В процессе сборки стыка не исключается возможность сдвига или смещения остающейся прокладки, что повлечет за; собой ухушение качества шва, а следовательно и прочности стыка. Кроме того, кольцевой замыкающий шов, сое хиняющий балки, находится в одной плоскости, что также ухудшает прочностные характеристики стыка.
Целью изобретения является снижение трудоемкости, повышение качества сварного соединения деталей , в частности баЛок коробчатого сечения.
Цель достигается тем, что в конструкции сварного соединения балок коробчатого сечения с остающейся подкладкой, выполненной в виде рамки длина одной стороны подкладки равна длине полки башки, причём полки балок выполнены выступающими над плоскостью торцов стенок, толщина остающейся подкладки больше суммы выступов по ширине,, стенки балки приварен к подкладке угловыми швами, а полки бёшки сварены стыковыми швами.
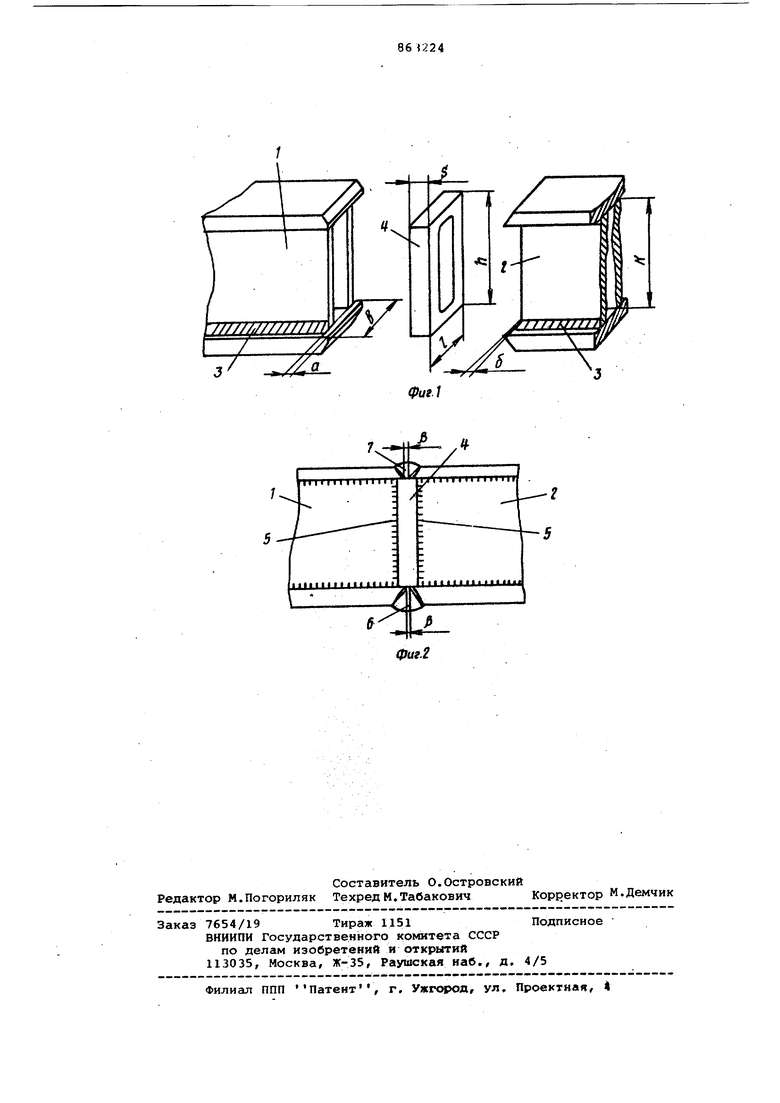
На фиг. 1 изображены конструктивные элементы сварного соединения балок коробчатого сечения, сваренных из четырех листов продольными угловыми швами; на фиг. 2 - конструкция сварного соединения.
Балки 1 и 2 коробчатого сечения, сваренные из четырех листов продольными угловыми швами 3/ выполнены таким образом, что листы полок выступав в продольном направлении над плоскостью торцав стенок на равные для каждой балки величины - а и б, Остагацаяся подкладка 4 имеет размер h,равный величине стенок к, размер S, складывающийся из суммы размеров а + в + 1Ь , где ft - сварочный зазор в продольном направлении и размер Z, равный величине полок в .
Остакяцаяся подкладка 4 установлен между балками 1 и 2 в поперечном направлении и поджата до упора в торцы стенок, после произведена сварка стыка-швами 5, б и 7 известным споCO&OHf.
Такая конструкция стыкового сварного соединения является более техно|логичной, не требует больших и трудоемких подготовительных работ, исключает смещение остающейся подкладки, а следовательно является более качественной и надежной. Листы сварены швами разных типов, которые, к тому же, расположены в разных плоскостях, а сама подкладка является ребром жесткости для свариваемых конструкций. Все зто улучшает прочностные характеристики стыка. Конструкция стыка позволяет, за счет подбора толщины подкладки (в продольном направлении) регулировать величину сварочного зазора, необходимого для выполнения стыковой сварки верхних и нижних листов, что дает возможность компенсировать неточности при подготовке стыкуемых концов балок. Кроме того, при такой конструкции стыка, для балок коробчатого сечения, сваренных лз четырех листов продольными угловыми швами, не требуется проведение дополнительных работ по контрольной вырубке и повторной ааварке корня шва со стороны, обратной стыку полок, выступающих за пределы коробчатого сечения.
Внедрение такой конструкции стыка в народном хозяйстве даст возможность снизить трудоемкость на работах по сварке деталей и балок коробчатого сечения приблизительно в два раза.
Формула изобретения
Конструкция сварного соединения балок коробчатогр сечения с остающейся подкладкой, выполненной в виде рамки, отличающаяся тем, что, с целью снижения трудоемкости и повышения качества свгрного соединени полки балок выполнены выступающими за плоскость торцов стенок , длина одной стороны подкладки длине полки балки, при этом толщина подкладки больше суммы выступающих участков полок по ширине, стенки балки приварены к подкладке угловыми швами, а полки сварены стыковыми швами. .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 556916, кл. В 23 К 33/00, 1977.
2.Технические требования на проектирование и изготовление сварных конструкций локомотивных тележек. . ЦНИИ МПС, М., 1970.
//////////////f/L
Z
/ ТЖа

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| СПОСОБ УДЛИНЕНИЯ СВАИ | 2012 |
|
RU2499655C1 |
| Рама тележки железнодорожного транспортного средства | 1979 |
|
SU887321A1 |
| Сварной стык двутавровых балок | 1982 |
|
SU1150317A1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| КОРОБЧАТЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА МЕТРО | 2008 |
|
RU2385244C1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |