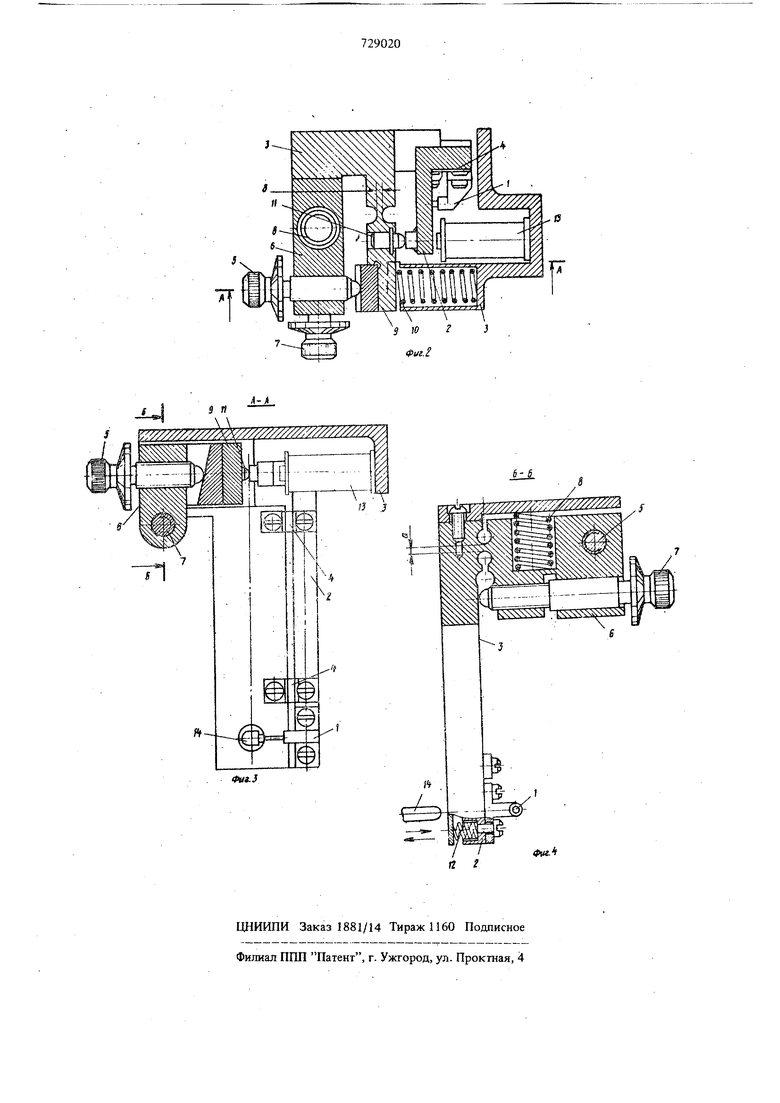
Изобретение относится к устройствам активного контроля размеров детали при электрозрозионной обработке. Известно устройство задания размера при электроэрозионном шлифовании отверстий корпуса, содержащее контрольный контакт, ограничивающий радиальное перемещение злектрода-ин струмента, и снабженное узлами грубой и точной настройки положения контрольного контакта 1 . Однако это устройство имеет недостаточную точность задания размера детали, вследствие того, что узлы настройки положения контрольного контакта расположены в зоне досягаемости диэлектрической жидкости, в качестве которой используется керосин, несущий продукты электроэрозии, которые, попадая в зазоры между сопрягаемыми поверхностями, понижают точность работы устройства и вызьшают его ускоренный износ. Кроме того, наличие зазоров между цилиндрическими сопряжениями устройства также снижает точность работы устройства. Использование в указанном устройстве винтов малых диаметров с мелким шагом резь бы, профиль которой технологически трудно сформировать с высокой степенью точности, уве.гшчивает погрешность работы устройства. Известно также устройство для автоматического контроля и сигнализации при достижении заданных размеров изделий в, процессе электроисковой обработки содержащее ограничивающий радиальное перемещение электрода-инструмента контрольный контакт, закреапенный на рамке, имеющий возможность поворота вокруг оси 2. Для повышения точности задания размера и увеличения надежности работы устройства в пре/щагаемое устройство введен соединенный с неподвижным основанием упругой перемьнкой клиновой элемент, который установлен между торцом винта грубой настройки и рамкой с возможностью поворота вокруг оси, параллельной оси поворота рамки . Торец винта грубой настройки постоянно контактирует с наклонной плоскостью клинового элемента. Механизм поворота рамки выполнен в виде корпуса, соединенного с неподвижным - основанием упругой перемычкой и установленного с возможнотью углового перемещения вокруг оси, параллельной плоскости перемещения электрода-инструмента, посредством винта точной настройки. Причем оси винтов перпендикулярны друг к другу, а торец винта точной настройки постоянно контактирует с неподвижным основанием. На фиг. 1 дана принципиальная кинематическая схема предлагаемого устройства; на фиг. 2 дан разрез устройства вдоль оси винта грубой настройки в плоскости, параллельной плоскости .перемещения электрода инструмекта; на фиг. 3 - разрез устройства вдоль оси вИнта грубой настройки в плоскости, перпендикулярной к плоскости перемещения электрода-инструмента (разрез А-А на фиг. 2); на фиг. 4 - разрез устройства вдоль оси винта точной настройки (разрез Б на фиг. 3). Устройство содержит контрольный контакт установленный на рамке 2. Рамка 2 закреплена на неподвижном основании 3 при помощи безлюфтовых шарниров 4, выполненных, например, на основе плоских пружин. Узел грубой настрюйки положения контрольного контакта 1 имеет винт 5 грубой настройки для задания нормированного перемещения контрольного контакта 1, размещенный в резьез корпуса 6. Узел точной настройки положения контрольного контакта 1 содержит винт 7 точной настройки, также размещенной на резьбе в корпусе 6 и упирающийся своим сферическим наконечником в неподвижное основание 3. Для осуществления силового за ьшания винта 7 на неподвижное основание 3 служит пружина 8. Корпус 6 соединен с неподвижным основанием 3 за счет перемычки а (см.фиг.4) Перемычка вьшолняет роль безлюфтового шарнира и обуславливает угловое перемещение корпуса б относительно неподвижного основания 3 при вращении винта 7 точной настройки. Винт 5 грубой настройки положения контрольного контакта 1 находится в постоянном контакте с клиновым элементом 9. Силовое замыкание винта 5 на клиновой элемент 9 осуществляется пружиной 10. Клиновой элемент 9 соединен с неподвижным основанием 3 при помо щи перемычки б (см. фиг. 2), которая также, как и перемычка а выполняет роль без люфтового шарнира. Перемычка б обеспечивает возможность перемещения клинового элемента 9 в плоскости, перпендикулярной к плос кости перемещения корпуса 6, при вращении винтов 5 и 7 грубой и точной настройки положения контрольного контакта 1. Клиновой элемент снабжен упором 1J, жестко закрепленным в его теле. Упор 11 выполнен из прочного материала и имеет точно выдержанную гаометрическую форму. Он контактирует с рамкой 2, несущей контрольный контакт 1. Силовое замь1кание рамки 2 на упор И осуществляется пружиной 12. Постоянный контакт между упором 11 и рамкой 2 обеспечивает стабильное поддержание обрабатываемого размера детали. Электромагнит 13 служит для отвода рамки 2 с контрольным контактом 1 при достижении заданной величины отверстия, обрабатываемого электродом-инструментом 14. В системе активного контроля размера деталей при электроискровой обработке устройство работает следующим образом. Послеоперационный контроль определяет величину, на которую необходимо переместить контрольный контакт 1. Регулировка положения контрольного контакта обуславливается винтами 5 и 7 грубой и точной настройки, протарированными соответственно 0,01 мм и 0,5 мкм. При повороте вручную винта грубой настройки 5 последний, упираясь в клиновой элемент 9, заставляет его поворачиваться на безлюфтовой перемычке б. При этом упор И, контактируя с рамкой 2, заставляет ее перемещаться „g безлюфтовых шарнирах 4, меняя таким образом положение контрольного контакта I. При вращении винта точной настройки 7 послед упираясь в неподвижное основание 3, поворачивает корпус 6 относительно основания 3 „а безлюфтовой перемычке а. При этом винт 5 грубой настройки скользит по клиновому элементу 9, заставляя его поворачиваться.на безлюфтовой перемычке б в плоскости, перпендикулярной к плоскости перемещения корпуса 6. При этом происходит указанное перемещение рамки 2 и изменение положения контрольного контакта 1. При достижении заданного размера обрабатываемой детали, например отверстия в (см. фиг. 1), обрабатывающий электрод-инструмент -14 касается контрольного контакта 1, что является сигналом на срабатывание электромагнита 13, который отводит рамку 2 с установленным на нем контрольным контактом в рабочее положение. Предлагаемое устройство повышает точность задания и стабильность поддержания размера обрабатьшаемой детали во времени, а также обладает повышенной надежностью. Указанное устройство может использоваться как в системеактивного контроля,так и самостоятельно осуществления малых нормированных перемещений, например, в оптико-механических и других приборах. Формула изобретения Устройство задания размера при электроэрозионном шлифовании отверстий корпуса
распылителя, снабженное ограничивающим радиальное перемещение электрода-инструмента концюльным контактом, закрепленным на рамке, имеющей возможность поворота вокруг оси, перпендикулярной к плоскости перемещения электрода от механизма, снабженного вингами грубой и точной настройки, отличающееся тем, что, с целью повыщения точности задания размера и увеличения надежности работы устройства, в него введен соединенный с неподвижным основанием упругой перемычкой клиновой элемент, установленный с возможностью поворота вокруг оси, параллельной оси поворота рамки между торцом винта грубой настройки и рамкой, причем торец контактирует с наклонной плоскостью клинового элемента, а механизм поворота рамки выполнен в виде соединенного с неподвижным основанием упругой перемычкой корпуса, установленного с возможностью поворота при помощи винта точной настройки вокруг оси, параллельной плоскости перемещения электрода, причем оси винтов перпендикулярны друг к другу, а торец винта точной настройки контактирует с неподвижным основанием. Источники информа1щи, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 165961, кл. В 23 Р 1/08, 1963.
2.Богуславский М. Г., Цейтлин Я. М. Приборы и методы точных измерений длины и углов. М., Стандарты. 1976.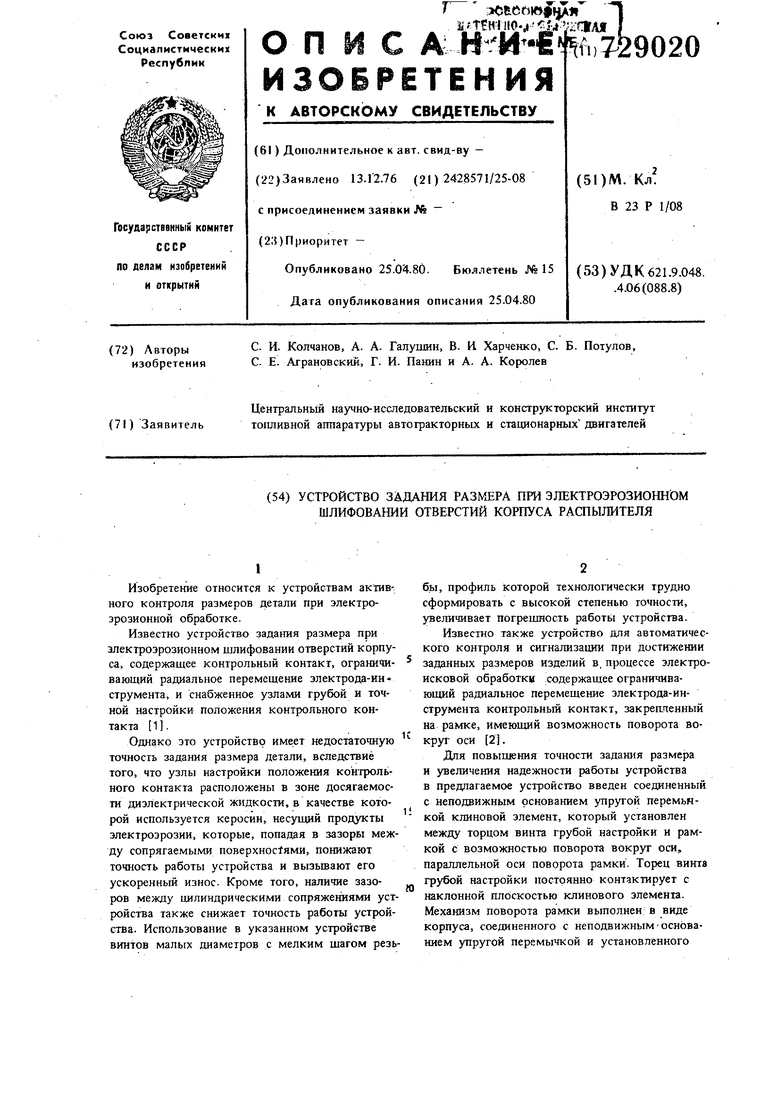
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для электроискровой обработки цилиндрических поверхностей корпусов распылителей | 1975 |
|
SU737184A1 |
| Направляющее устройство для подачи стержневого электрода-инструмента | 1979 |
|
SU1108001A1 |
| Устройство для юстировки оптических элементов | 1982 |
|
SU1083147A1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| Фиксирующее устройство | 1985 |
|
SU1255388A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Юстировочное устройство | 1990 |
|
SU1760515A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Способ регулировки терморегуляторов и устройство для его осуществления | 1982 |
|
SU1104491A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПЛАСТИН ПО КОНТУРУ | 2003 |
|
RU2238837C1 |