1
Предлагаемое изобретение относится к переработке пластмасс и, более конкретно, к способу изготовления теплоизоляционных изделий из вспенивающихся композиций в наружном кожухе шкафа холодильника.
Известен способ образования теплоизолирующего слоя из жесткого пенополиуретана в наружном кожухе шкафа холодильника, по которому внутренний кожух замещают соответственно спрофилированными пуансоном с использованием разделительной пленки, предотвращающей налипание полиуретановой смеси на пуансон, причем герметизация между пуансоном и наружным кожухом осуществлена за счет прокладывания уплотняющей прокладки из фибростекловолокна 1.
Недостатком способа является невысокое качество изделий, так как в случае использования наружного шкафа, выполненного с отбортовкой дверного проема,не обеспечивается надежная герметизация стыка, так как уплотняющий элемент занимает неопределенную позицию при пенообразовании и возможные подтеки на смеси на наружную поверхность как шкафа так и пуансона.
Наиболее близким по технической сущности и достигаемому результату является способ образования теплоизолирующего слоя из жесткого пенополиуретана в наружном кожухе шкафа холодильника, выполненным с отбортовкой дверного проема, включающий заформовывание разделительной пленки в полость кожуха, фиксацию ее периметра по внешней стороне отбортовки дверного проема, смыкание кожуха с пуансоном и ннжекцию в полость кожуха смеси компонентов с последующим вспениванием и отверждением 2.
Этот способ также не обеспечивает высокого качества изделий, так как возможны прорывы защитной пленки о заусенцы отбор,5 товок дверного проема, в результате чего образуются подтеки полиуретана на наружную поверхность кожуха.
Целью предлагаемого изобретения является повышение качества изделий за счет исключения подтеков полиуретана на наружную поверхность кожуха.
Это достигается за счет того, что разделительную пленку дополнительно фиксируют на внутренней стороне отбортовки дверного проема, а после смыкания кожуха с пуансоном ее обжимают на пуансоне вакуумированием с последующим раздувом после инжекции смеси компонентов, причем фиксацию разделительной пленки осуществляют склеиванием или зажимами.
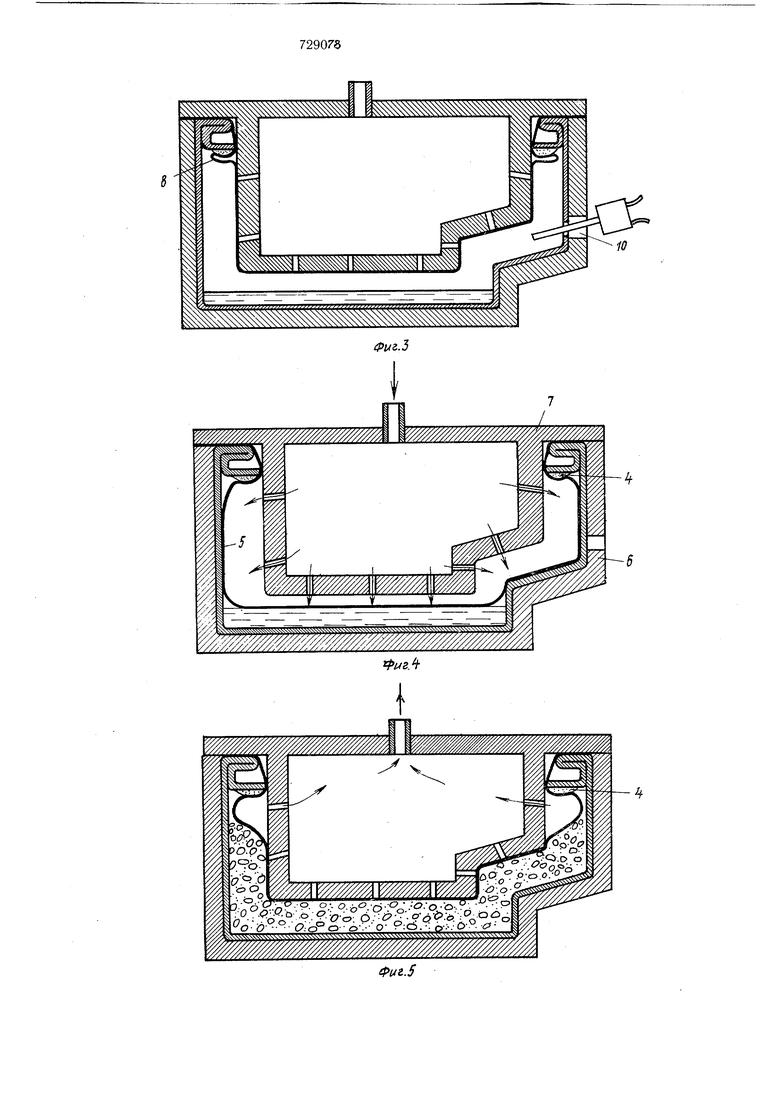
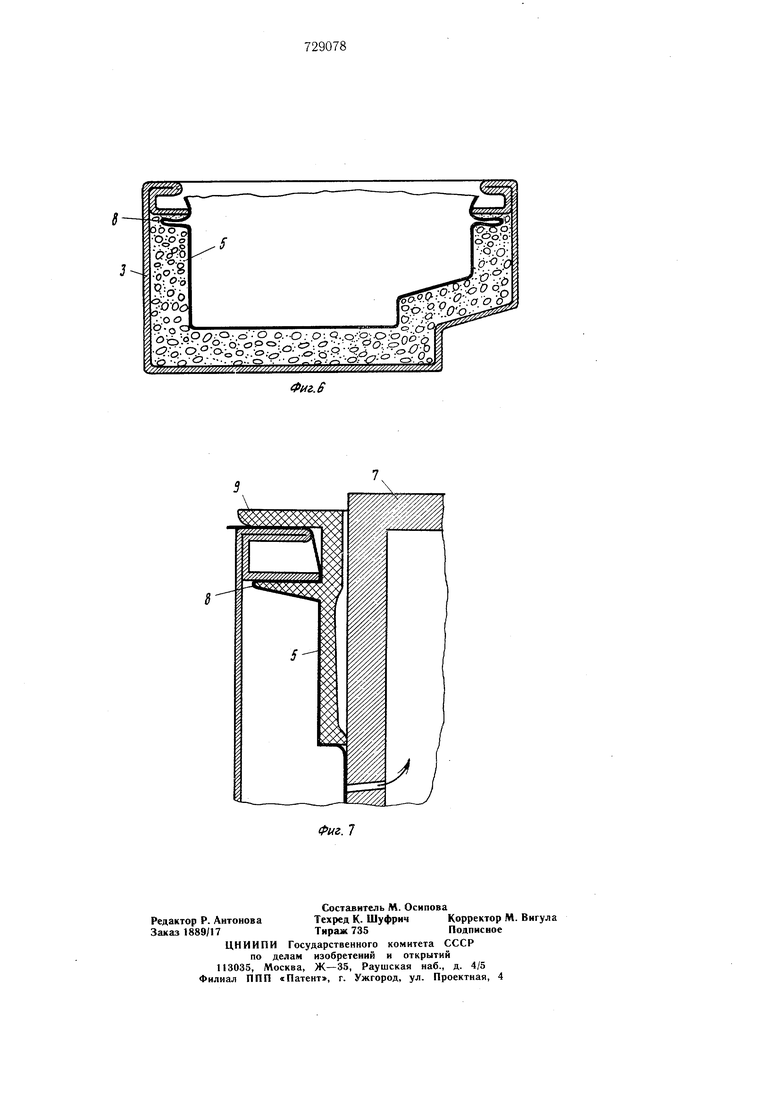
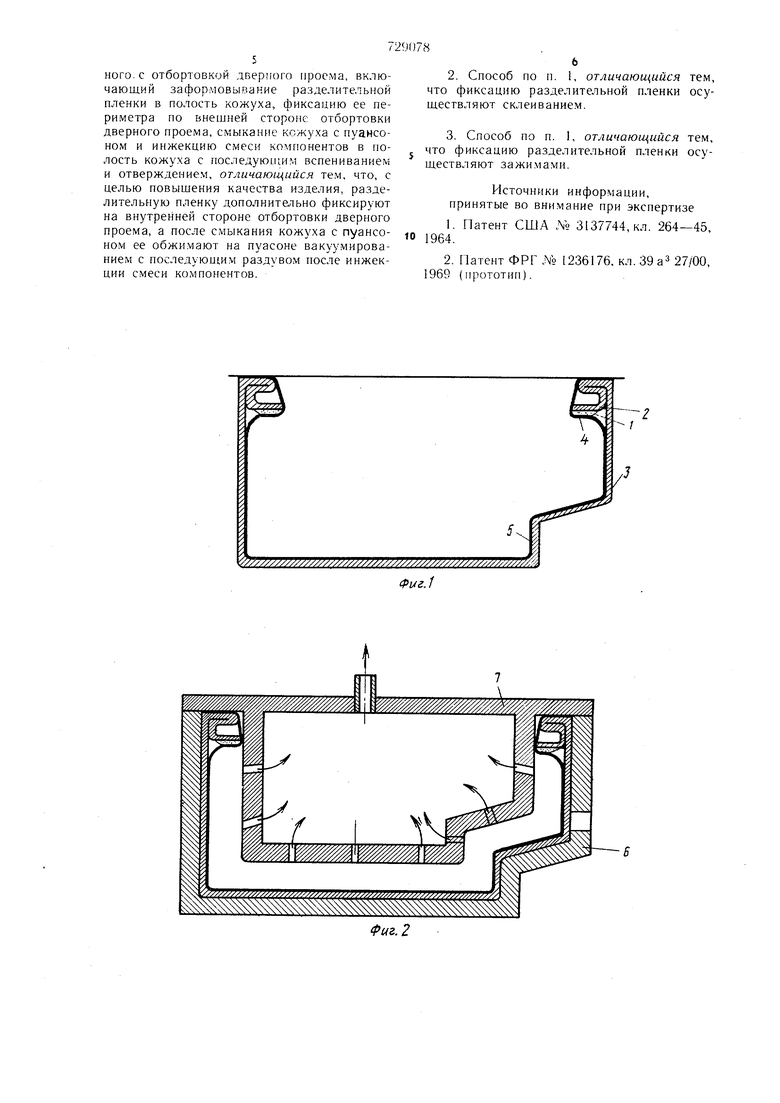
На фиг. 1 показана стадия заформовывания разделительной пленки в полость кожуха; на фиг. 2 показана стадия вакуумирования зазора между пуансоном и разделительной пленкой; на фиг. 3 показана стадия инжекции в полость кожуха смеси компонентов; на фиг. 4 показана стадия раздува пленки после инжекции смеси компонентов; на фиг. 5 показана стадия обжатия разделительной пленкой на пуансоне с образованием герметизирующей складки; на фиг. 6 показан готовый кожух шкафа холодильника с теплоизолирующим слоем из пенополиуретана; на фиг. 7 показан вид, поясняющий образование герметизирующей складки при использовании зажимной планки.
Способ образования теплоизолирующего слоя из жесткого пенополиуретана в наружном кожухе шкафа холодильника осуществляется следующим образом.
На внутреннюю поверхность 1 отбортовки 2 дверного проема кожуха 3 наносят клеевой слой 4. Зате.м в полост кожуха 3 заформовывают разделительную пленку 5 из поливинилхлорида (см. фиг. 1). Зафор.мовывание пленки осуществляют путем ее нагрева и создания разности давления в полости кожуха и окружающем пространстве. В случае использования тонкой полиэтиленовой пленки более рационально применять сварной мешок. Заформованная пленка 5, соприкасаясь с клеевым слоем 4, приклеивается в этом месте, т,ем самым обеспечивая себе дополнительную фиксацию на внутренней стороне отбортовки 2 дверного проема. Одновременно с этим заформованную пленку 5 фиксируют по внешней стороне отбортовки 2 дверного проема. Фиксацию осуществляют любым известным способом, например, прижимными планками (на черт, не показаны). Затем устанавливают кожух 3 в матрицу 6 и смыкают ее с пуансоном 7 (см. фиг. 2). В случае достаточной жесткости кожуха 3 он самостоятельно может выполнять роль матрицы 6. После чего обжимают пленку 5 на пуансоне 7, например, вакуумированием полости между пуансоном 7 и пленкой 5 или непосредственно давлением вспенивающейся смеси, после инжекции в полость кожуха 3 смеси компонентов. При обжатии пленкой 5 пуансона 7, вследствии того, что разделительная пленка 5 дополнительно зафиксирована на внутренней стороне отбортовки 2 дверного проема, то в этом месте образуется складка 8 пленки 5, которая прижимается ко внутренней стороне отбортовки 2, надежно герметизируя стык между кожухом 3 и пуансоном 7 (см. фи1. 3). Необходимо отметить, что складка 8 прижимается к плоской внутренней стороне отбортовки 2, а не к ее торцовой части, где всегда присутствует; заусенец, что исключает возможность повреждения пленки 5 и прохода полиуретана наружу.
Образование герметизирующей складки 8, можно получать при помощи надевания на отбортовку 2 дверного проема зажимных планок 9 из эластичного .материала (см. фиг. 7). Такое выполнение способа позволяет экономить клей, а также использовать разделительную пленку 5 из материалов, которые плохо склеиваются (например, полиэтилен).
j Указанные выще операции достаточны для получения изделия без подтеков, однако, для более качественного его изготовления разделительную пленку обжимают на пуансоне перед инжекцией смеси ко.мпонентов, раздувают через 15-20 сек после ин0 жекции и вновь обжимают давлением вспенивающейся массы по мере ее подъема (см. фиг. 4, 5 и 6), при это.м воздух, находящийся между пуансоном 7 и пленкой 5, соединяется с атмосферой при помощи регулируемого дросселя (на черт, не показан) и вытесняется давлением процесса ценообразования.
Такое выполнение обжатия разделительной пленки 5 пуансона 7, позволяет не только герметизировать стык между кожухом
0 2 и пуансоном 7, но и избежать пустот и недоливов в теплоизолирующем слое, за счет удаления воздуха из полости кожуха 2 непосредственно перед инжекцией с.меси ко.мпонентов, путем его вытеснения пленкой 5 через заливочное отверстие 10, выполненное в кожухе 2. То, что отжатие пленки 5 на пуансоне 7 производят перед инжекцией смеси компонентов, позволяет смеси свободно и равномерно разлиться по периметру дна полости кожуха 2, что способствует правильному протеканию процесса ценообразования и повышает качество изделий.
После вспенивания и отверждения полиуретана, готовый кожух 2 с теплоизолирующим слоем из жесткого пенополиуретана извлекают из формы и отправляют на дальнейшую сборку.
Применение предлагаемого способа позволит повысить качество изготовляемых изделий за счет исключения подтеков пенополиуретана на окрашенные поверхности
кожуха, позволит исключить неисправимый брак и уменьшить вероятность недоливов, а также позволит снизить расход пенополиуретана на 6-8%.
Формула изобретения
1. Способ образования теплоизолирую-щего слоя из жесткого пенопласта в наружном кожухе щкафа холодильника, выполненного. с отбортовкой дверного проема, включающий заформовывакие разделительной пленки в полость кожуха, фиксацию ее периметра по внешней стороне отбортовки дверного проема, смыкание кожуха с пуансоном и инжекцию смеси компонентов в полость кожуха с последующим вспениванием и отверждением, отличающийся тем, что, с целью повышения качества изделия, разделительную пленку дополните тьно фиксируют на внутренней стороне отбортовки дверного проема, а после смыкания кожуха с пуансоном ее обжимают на пуасоне вакуумированием с последующим раздувом после инжекции смеси компонентов.
2.Способ по п. 1, отличающийся тем, что фиксацию разделительной пленки осуществляют склеиванием.
3.Способ по п. 1, отличающийся тем, что фиксацию разделительной пленки осуществляют зажимами.
Источники информации, принятые во внимание при экспертизе
1.Патент США Л 3137744, кл. 264-45, 1964.
2.Патент ФРГ .Ng 1236176, кл. 39 а 27/00, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ И ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЕ ИЗДЕЛИЕ | 2015 |
|
RU2598306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2598292C1 |
| Наружный шкаф бытового холодильника и способ его изготовления | 1990 |
|
SU1784797A1 |
| КОЖУХ ТЕПЛОЗВУКОИЗОЛИРУЮЩИЙ ГАЗОТУРБИННОЙ УСТАНОВКИ АРКТИЧЕСКОГО ИСПОЛНЕНИЯ | 2017 |
|
RU2664733C1 |
| Многослойный термошумоизоляционный экран двигателя грузового автомобиля | 2022 |
|
RU2800221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКОВ ТЕРМОИЗОЛЯЦИОННОЙ ГЕРМЕТИЧНОЙ СТЕНКИ ЕМКОСТИ НОВОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2013 |
|
RU2566588C2 |
| Форма для заливки теплоизоляции из вспенивающихся материалов в шкафы холодильников | 1986 |
|
SU1360996A1 |
| Форма для заливки теплоизоляции из вспенивающихся материалов в шкафы холодильников | 1986 |
|
SU1380999A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ОБРАЗЦОВ ГОРНЫХ ПОРОД | 2007 |
|
RU2343281C1 |
| ШКАФ С ПОДДЕРЖИВАЕМОЙ РЕГУЛИРУЕМОЙ ТЕМПЕРАТУРОЙ | 1993 |
|
RU2115071C1 |