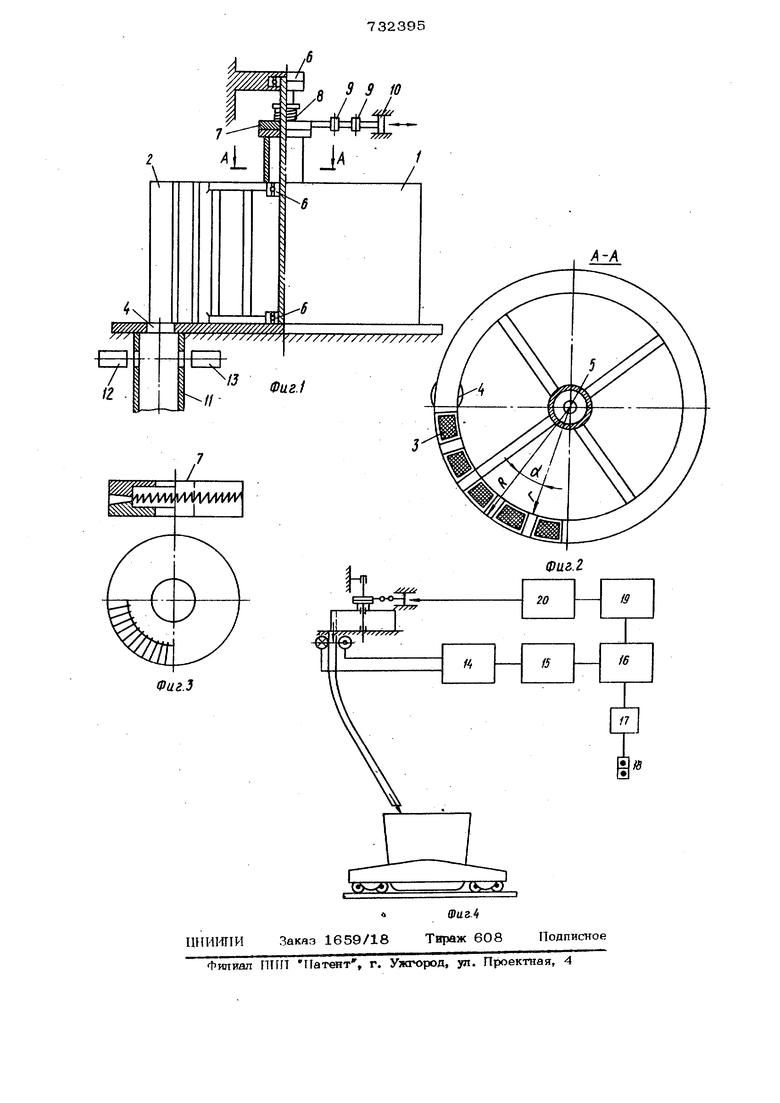
Изофетение относится к черной металлургии, в частности к раскислению металла в ковше. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройстто для ввода в жидкую сталь чушкового алюминия, содержащее кассетный .барабан, приводимый в действие пневмо 1фиводом посредством храпового механизма и подающий желоб l. Барабан пpивo штcя во вращение, а пулеобразные присадки под действием сжатого воздуха забрасываются в стале плавильную ванну. Недостатком данного устройства является его сложность и необходимость придания пр гсадкам специальной формы. Целью изобретения является устране няе ручно1х труда при загрузке корреКт рукяпей добавки чушкового алюминия и выпусхо металла из сталеплавильк го агрегата, а также расширение функциона ных возможностей устройтъа. Цель достигается тем, что устройство снабжено храповым механиэигом, выполненным из двух зубчатых фланцев, число которых пропоршюнально числу кассет барабана с алюминиевыми чушками, а подающий желоб снабжен фотоэлектрическим датчиком счета числа чушек, соединенным через операционньгй усилитель с блоком счета числа импульсов, логической схемой и исполнительным механизмом. На фиг. 1 изо ажено предлагаемое устройство; на фиг. 2 - разречЗ А-А фиг. 1; на фиг 3 - храповый механиэ г. на фиг. 4 - электрическая схема устройства. Устройство состоит из барабана 1 с кассетами 2, в которых находятся алюминиевые чушки 3. Последние через фигурный вырез 4 в основании подаются в 1ЮВШ. Барабан 1 располагается на вертикальной оси 5, неподвижно закреплешто5 на основании при помощи подшипников о. Приводное устройство состоит из хряпово1Х) механизма 7, нажимного пружинного устройства 8, промежуточных рычагов, соединенных шарнирами 9, и пневмопривода 10. Верхний фланец храпового механизма подвижно закреплен на оси 5 и связан через систему рычагов с пневмоприводом а нижний жеспсо связан с кассетным барабаном 1. Число зубьев фланцев пропоршюнально числу кассет барабана, что при повороте верхнего фланца на определенное, целое число зубьев обеспечивает совпадение нижнего торца кассеты с фигурным вьфезом в основании. Алюминиевая чушка вьшадает из кассет с определенным запасом анергии поступает по подающему желобу 11 в ковш. Глубина проникновения чушки в металл зависит от высоты расположения барабан над сталеразливочным ковшом. Во время обратного холостого хода, фланец возвращается в исходное положение. Величина поворота на определенное целое число зубьев регулируется измене 1шем дгашы промежуточных рычаге. Подающий желоб снабжен осветителем 12 и фотозлектрическим датчиком 13. ЭоПек1рическая схема устройства состоит из фотоэлектрического датчика счета числа чушек, операционного усилителя 14, блока 15 счета числа импульсов, логического блока 16, задагчика17 пускового устройства 18, преобразователя 19, исполнительного механизма 20 ос тдествлшошего управление пневмоприводом. Устройство работает следующим обpacKJM. На основании информация о темпера туре и химическом составе металла пе ред раскислением оператор при помоши задатчика 17 устанавливает в системе число чугпек, которые должны выдаваться в Ковш, и включает пусковое устройство 18. Система начинает отработку задания. При выдаче чушек в ковш сигнал с фотоэлектрического датчика 13 поступает в операционный усилитель 14 затем в блок 15 счета числа импульов. В блоке 16 происходит сравнение игналов задатч1та 17 и блока 15. При наличии рассогласования на выходе блоа 16 имеется сигнал в виде постоянного по величине напряжения. Этот сигнал из преобразователя 19 и поступает на исполнительный механизм 2О, который осуществляет подачу воздуха в пневмоциливдр тфивода. Если сигнал рассогласоваш1я на выходе блока 16 равен нулю, т.е. из кассет барабана выдано требуемое число чушек, то на исполнительный механизм не подается сигнал и воздух в пневмоцилиндр не поступает. Таким образом, предлагаемое устройство исключает ручной труд при дозировании корректирующей добавки чушкового алюминия во время вьтуска металла из сталеплавильного агрегата. Формула изобретения Устройство автоматического дозирования корректирующей добавки чушкового алюминия при вьтуске металла из сталеплавильного агрегата, содержащее кассетный барабан, пр1даодимый в действие пневмоприводом посредством храпового механизма, и подакщий желоб, о т л и ч а юш е е с я тем, что, с целью устранения ручного труда и расширения функционапьных возможностей устройства, храповый механизм вьшолнен из двух зубчатых фланцев, число зубьев которых пропорционально числу кассет барабана, подающий желоб снабжен фотоэлектрическим датчиком счета числа чушек, соединешгым через операционный усилитель с блоком счета числа импульсов, логической схемой и исполнительным механизмом. Источники информации, принятые во внимание гфи экспертизе 1. Патент Японии № 50-6408, кл. С 21 С 7/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ И ПОДАЧИ ЧУШКОВЫХ МАТЕРИАЛОВ В СТАЛЬКОВШ | 2005 |
|
RU2296801C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО ЧУГУНА | 2016 |
|
RU2656125C2 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЧУШЕК ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ЧУШКА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ И МАШИНА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2090624C1 |
| Разливочная машина для отливки чушек | 1981 |
|
SU1105273A1 |
| Способ регулирования процесса разливки расплавленного металла | 1971 |
|
SU617166A1 |
| Способ получения сплава на основе кремния,кальция,алюминия и железа | 1985 |
|
SU1276680A1 |
| Желоб для обработки и выпуска металла из плавильной печи | 1987 |
|
SU1435919A1 |
| СПОСОБ ПЕРЕПЛАВКИ ЛОМА МЕДИ И ПОЛУЧЕНИЯ ЛАТУНЬ И БРОНЗ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2407811C1 |
| Способ загрузки чушковой шихты в плавильную печь | 1988 |
|
SU1636674A1 |
| Устройство для ввода алюминия в ковш | 1975 |
|
SU518521A1 |