(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА
12
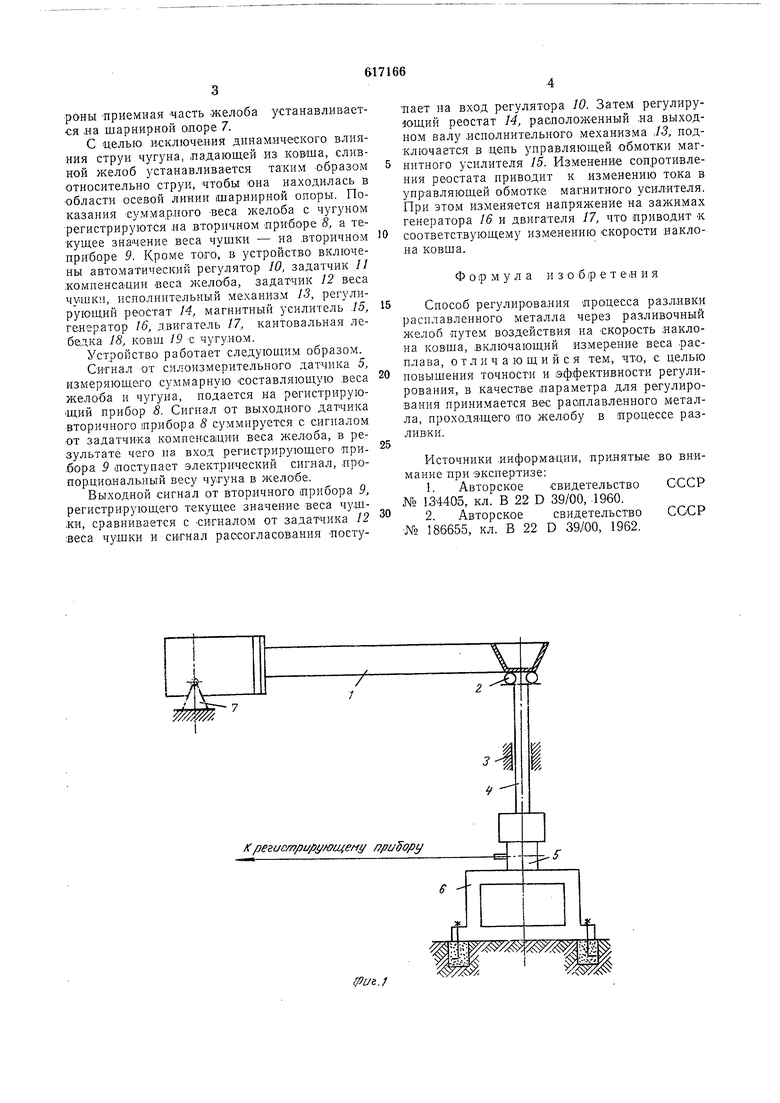
роны Приемная часть желоба устанавливается .на шарнирной опоре 7.
С щелью исключения динамического влияния струи чугуна, падающей из ковша, сливной желоб устанавливается таким образом относительно струи, чтобы юна находилась в области осевой линии шарнирной опоры. Показания суммарного -веса желоба с чугуном регистрируются ла вторичном приборе 8, а текущее значение веса чушки - на вторичном приборе 9. Кроме того, в устройство включены автоматический регулятор 10, задатчик // жомпенсапии веса желоба, задатчик 12 веса чушки, исполнительный механизм 13, регулирующий реостат 14, магнитный усилитель .15, генератор 16, двигатель 17, кантовальная лебедка 18, ковш 19 с чугуном.
Устройство работает следующим образом.
Сигнал от силоизмерительиого датчика 5, измеряющего суммарную составляющую веса желоба и чугуна, иодается на регистрирующий прибор 8. Сигнал от выходного датчика вторичного прибора 8 суммируется с сигналом от задатчика компенсащии веса желоба, в результате чего на вход регистрирующего прибора 9 поступает электрический сигнал, пропордиональный весу чугуна в желобе.
Выходной сигнал от вторичного прибора 9, регистрирующего текущее значение веса чушки, сравнивается с сигналом от задатчика 12 веса чушки и сигнал рассогласования поступает на вход регулятора 10. Затем регулирующий реостат 14, расположенный ,на выходном валу .исполнительного механизма J3, подключается в деиь управляющей .Обмотки магнитного усилителя 15. Изменение сопротивления реостата приводит к изменению тока в упр-авляющей обмотке магнитного усилителя. При этом изменяется напряжение на зажимах генератора 16 и двигателя 17, что приводит « соответствующему изменению скорости наклона ковша.
Формула и 3 о б р е т е iH и я
Способ регулирова.ния процесса разливки расплавленного металла через разливочный желоб путем воздействия па скорость наклона ковша, включающий измерение веса .расплава, отличающийся тем, что, с целью повышения точности и эффективности регулирования, в качестве параметра для регулирования принимается вес расплавленного металла, проходящего оо л елобу в процессе ра.зЛИВ КИ.
Источники .информации, при.нятые мание при экспертизе:
1.Авторское свидетельство № 134405, кл. В 22 D 3.9/00, .I960.
2.Авторское свидетельство № 186655, кл. В 22 D 39/00, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования подачипылЕугОльНОгО ТОплиВА B дОМЕННуюпЕчь | 1979 |
|
SU823431A1 |
| Устройство для регулирования непрерывного сталеплавильного процесса | 1972 |
|
SU473163A1 |
| Устройство для автоматической сушкиКОВшЕй | 1979 |
|
SU827923A1 |
| Автоматический ротационный вискозиметр | 1983 |
|
SU1099248A1 |
| Механизм наклона дуговой печи | 1976 |
|
SU619767A1 |
| Устройство для заливки расплава в формы | 1988 |
|
SU1533832A1 |
| СПОСОБ ПРОИЗВОДСТВА ШИХТОВОЙ ЗАГОТОВКИ, РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ШИХТА ДЛЯ БЕЗОБЖИГОВОГО ОКУСКОВАНИЯ ТВЕРДЫХ НАПОЛНИТЕЛЕЙ | 1998 |
|
RU2147967C1 |
| Установка непрерывной разливки стали | 1976 |
|
SU577083A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |

Крегистри/зующепу npuSopy
y)u&.f
