Изобретение относится к области погрузочно-разгрузочного оборудования, а именно к способам загрузки конвейерного питателя сыпучим материалом. Известен способ загрузки конвейе него питателя сыпучим материалом, заключающийся в поочередной выдаче материала на грузонесущий орган пита теля из ряда последовательно установ ленных вдоль питателя бункеров 1. Согласно известному способу, оче редность выдачи материала из бункеров устанавливается по сигналам дат чиков наличия материала на выходе из работающего бункера с выдержкой времени на перемещение материала на грузонесущем органе питателя от места поступления материала из рабо Тсцощего бункера до места поступления материаьла из следующего по очереди бункера. При этом, если следую щий по очереди буккер расположен по отнсяпению к работающему в данный момент против хода грузонесущего ор гана конвейерного питателя, то выда ча материала из этого бункера начинается по сигналу датчика нижнего уровня материала. Однако известный способ не позволяет полностью устранить нарушения равномерности слоя материала на rpy3OHeciTaeM органе конвеПерного питателя. Это нарушение возможно н случае, когда следующий бункер, из которого будет осуществляться выдача материала, расположен по отношению к буккеру, работающему в данный момент, против хода грузонесущего органа конвейерного питателя. Это происходит в результате того, что выдачу материала из следующего бункера ос тцествляют по сигналу датчика нижнего уровня, без учета изменений расхода материала при выпуске последнего из бункера, которые в реальных условиях всегда могут иметь место. Кроме того, известный способ реализуется очень сложным устройств(1, что нежелательно в производстренных условиях. Целью изобретения является обеспечение непрерывности и равномерности потока материала, сходящего с грузонесущего органа конвейерного 1гитателя. Эта цель достяг-ртся тем, па грузонесущий орган питатели гм-ущ с-трляют псючередную выдачу материала из ряда последовательно установленных вдоль него бункеров, причем выдачу материала из каждого следующего по очереди бункера начинают одновременно с прекращением выдачи материала из предыдущего, при этом врем прохождения материала от выпускного отверстия бункера до места схода его с груэонесущего органа питателя поддерживают постоянным для всех бункеров.
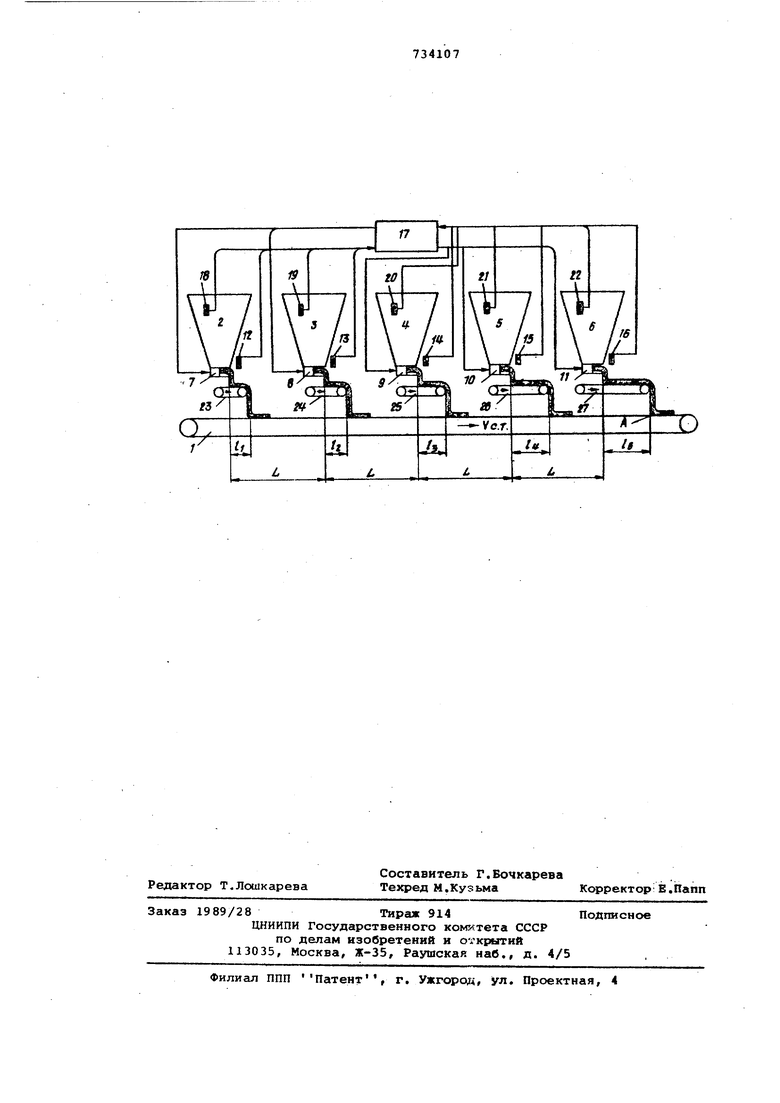
На чертеже представлена схема устройства, реализующего указанный способ.
Устройство содержит конвейерный питатель, например, ленточный, 1 и несколько расположенных вдоль него бункеров 2,3,4,5 и б, под выпускным отверстием каждого из которых расположены затворы 7,8,9,10 и 11, каждый-из которых на выходе имеет датчики 12,13,14,15 и 16 наличия материала, соединенные со входом блока 17 включения приводов затворов 7,8,9,10 и 11 бункеров. Каждый из бункеров 2,3,4,5 и 6 имеет также датчик верхнего уровня соответственно 18, 19, 20, 21 и 22. Эти датчики соединены со входом блока 17 параллельно датчикам 12, 13, 14, 15 и 16 наличия материала на выходе из затворов 7, 8, 9, 10 и 11. Под выпускными затворами 7, 8, 9, 10 и 11 над конвейерным питателем 1 расположены ленточные транспортеры соответственно 23, 24, 25, 26 и 27, приводы которых подключены к выходу блока 17, При этом скорость рабочих органов этих транспортеров одинаковая, а длина - разная и увеличивается по ходу движения грузонесущего органа конвейерного питателя 1 таким образом чтобы время прохождения материала от выпускного отверстия бункера (то есть из затворов 7, 8, 9, 10 и 11) до места схода (обозначенного на чертеже точкой ft) с грузонесущего органа конвейерного питателя1 Gtxno одинаковым для всех бункеров.
Это обеспечивается следующим образом.
Если длину рабочего органа (лент транспортера, установленного под затвором 11 (крайнего правого бункера по ходу движения грузонесущего органа конвейерного питателя 1), обозначить 1ц, то время Т прохождения материала от выпускного отверстия этого бункера (то есть от его выпускного затвора il) до точки А будет равно:
m о, ,., Л ,
V
где V - скорость рабочих органов ленточных Tpewспортеров;
N - порядковый номер крайнего правого ленточного транспортера 27.
При этом длины рабочих органов стальных ленточных транспортеров 3, 24, 25, 26 определяют по формуле г (N - п) L-V
1« I.
П
V.n, - V де 1„
- длина рабочего органа п-го транспортера,
п - порядковый номер транспортера по ходу движения конвейерного питателя,
L - расстояние между местами
схода материала из выпускных затворов двух соседних бун- .
керов,
скорость конвейерного питаV
н.п. теля.
Для схемы, представленной на будем иметь;
ертеже L . V
3L-V
Is Ч
1„
ц кл,- V
2L V . 4L V
Т -.
I. IA 5
V
V VK.n- V
ип.«
Например, при L 1,5 м, 1 м/сек, ,,l м/се получим:
1 1,33 м; 1, 1,16 м; 1, 1 м 1 0,83 м,
а время подачи материала от питателя любого бункера до точки А (см. черттеж) составит в каждом случае 15 сек Таким образом, использование предлагаемого способа включения резервны бункеров позволяет полностью устранить появление разрывов или двойного слоя материала на конвейерном питателе, вызванное транспортным запаздыванием между бункерами, что значительно повышает точность дозирования материала.
Формула изобретения
Способ загрузки конвейерного питателя сыпучим материалом, заключающийся в поочередной выдаче материала на грузонесущий орган питателя из ряда последовательно установленных вдоль него бункеров, отличающийся тем, что, с целью обеспечения равномерности схода материала с грузонесущего органа питателя, выдачу материала из Кс1ждого следующего по очереди бункера начинают одновременно с прекращением выдачи материала из предыдущего, при этом время прохождения материала от выпускного отверстия бункера до места схода его с грузонесущего органа питателя поддерживают постоянным для всех бункеров.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 1 290047, кл. С 21 В 1/08, 1968.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| РУДОСЕПАРАЦИОННЫЙ МОДУЛЬ | 2010 |
|
RU2422210C1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1766786A1 |
| ЛЕНТОЧНЫЙ ВЕСОВОЙ ДОЗАТОР | 2008 |
|
RU2387957C1 |
| Объемный дозатор | 1982 |
|
SU1062528A1 |
| Способ измерения массы сыпучего материала при вибротранспортировании | 1990 |
|
SU1768997A1 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
| Конвейерный поезд | 1982 |
|
SU1063730A1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1738726A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РЕГУЛИРУЕМОЙ ВЫГРУЗКИ СЫПУЧИХ МАТЕРИАЛОВ | 2005 |
|
RU2379099C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2114040C1 |