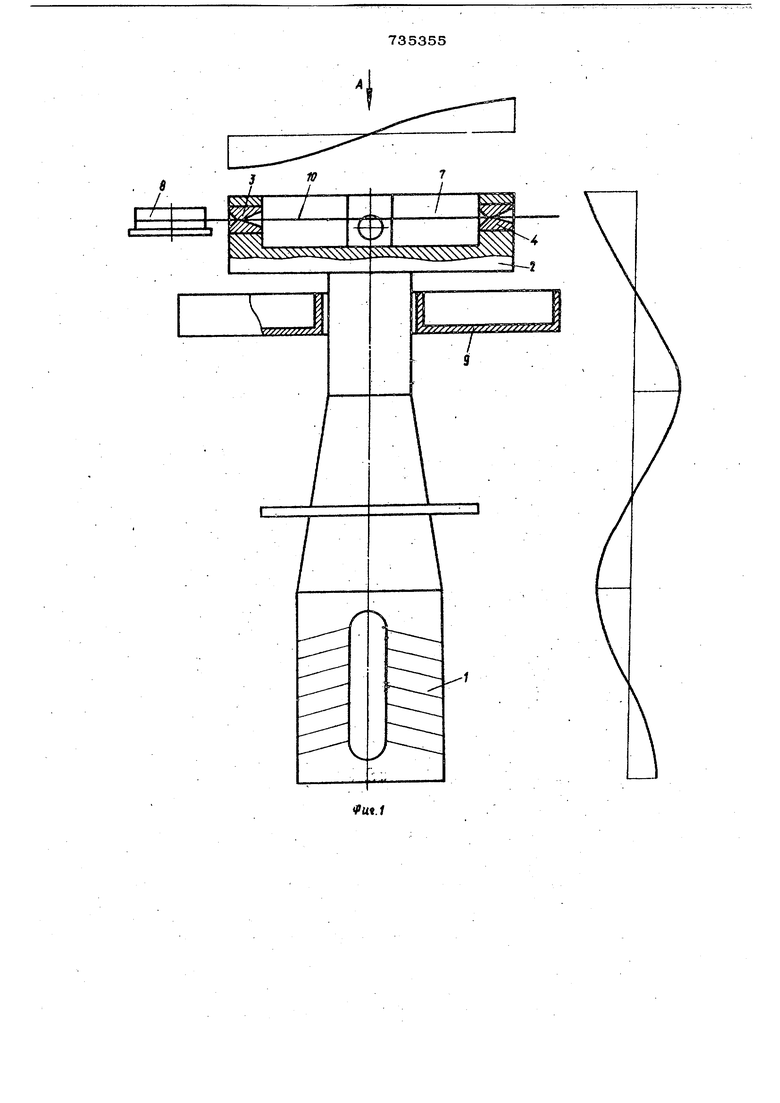
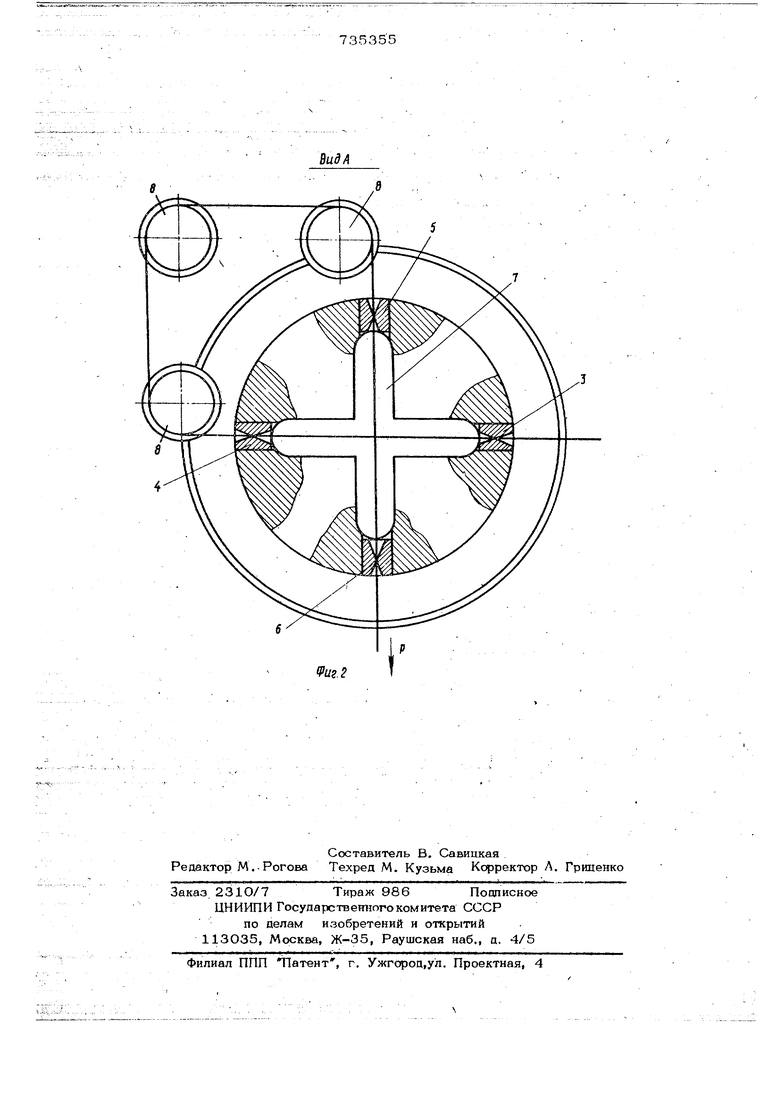
Проволоку 10 заправляют в волоки 3 и 4, пропускают по направляющим роликам и заправляют в волоки 5 и 6. Затем пазы 7 заполняют смазочной жидкостью. Включают прес)бразователь 1 продольных колебаний и приводаой механизм тянущего барабана (на чертеже не показан). Под действием радиальных .колебаний, которые распространяются вдоль стенок пазов, смазочная жидкость перемещается к от верстию в волоках. Одновременно в процессе волочения вдоль протягиваемой протводоки распространяются ультразвуковые колебания, которые также перемещают сма зочную жидкость к отверстию волок. Благодаря этим двум факторам создаются, бла гоприятные условия смазки, которые снижают усилия волочения (Р), что позволяет повысить скорость волочения, уменьшают шероховатость обрабатываемой проволоки. В процессе волочения происходит также и ультразвуковая очистка проволоки смазочной жиокостью, что также сказывается на повышении качества получаемой провоч лрки. Предлагаемое устройство увеличивает скорость осуществления процесса волочения круглых и фасонных профилей изделий в 1,4-1,6 раза, уменьшает шероховатость
обрабатываемых изделий на 1-2 класса 30 с. 225-226. стойкость волок в чистоты, повышает 1, раза. Формула изобретения Устройство для многократного волочения металлических изделий с применением радиальных ультразвуковых колебаний, вклю« чающее преобразователь продольных ультра-ч звуковых колебаний, в торце которого перпендикулярно по оси закреплен излучатель радиальных ультразвуковых колебаний, выполненный в виде диска с установленными в нем волоками, отличающееся тем, что, с целью увеличения скорости волочения и улучшения качества изделия, волоки расположены диаметрально и пшарно соосно на боковой поверхности диска, , причем оси каждой пары волок смещены по высоте относительно друг друга, а на торцовой поверхности диска по оси волок каж-; дои пары выполнены пазы для смазочной ЖИДКОСТИ. Источники информации, принятые во внимание при экспертизе 1. Северденко В. П., Клубович В. В. и Степаненко А. В. Ультразвук и пластичность. Минск,Наука и техника, 1976,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многократного волочения металлических изделий с применением радиальных ультразвуковых колебаний | 1984 |
|
SU1161210A2 |
| Установка для многократного волочения металлических изделий с применением радиальных ультразвуковых колебаний | 1980 |
|
SU900918A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 2000 |
|
RU2197543C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2015761C1 |
| Устройство для волочения изделий с использованием ультразвуковых колебаний | 1990 |
|
SU1731334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Способ волочения металла через две волоки с применением ультразвука | 1980 |
|
SU1002064A1 |
| Волочильный стан | 1986 |
|
SU1435355A1 |