(54) МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ДЛЯ ЭЛЕКТРЮДУГОВОЙ СВАРКИ
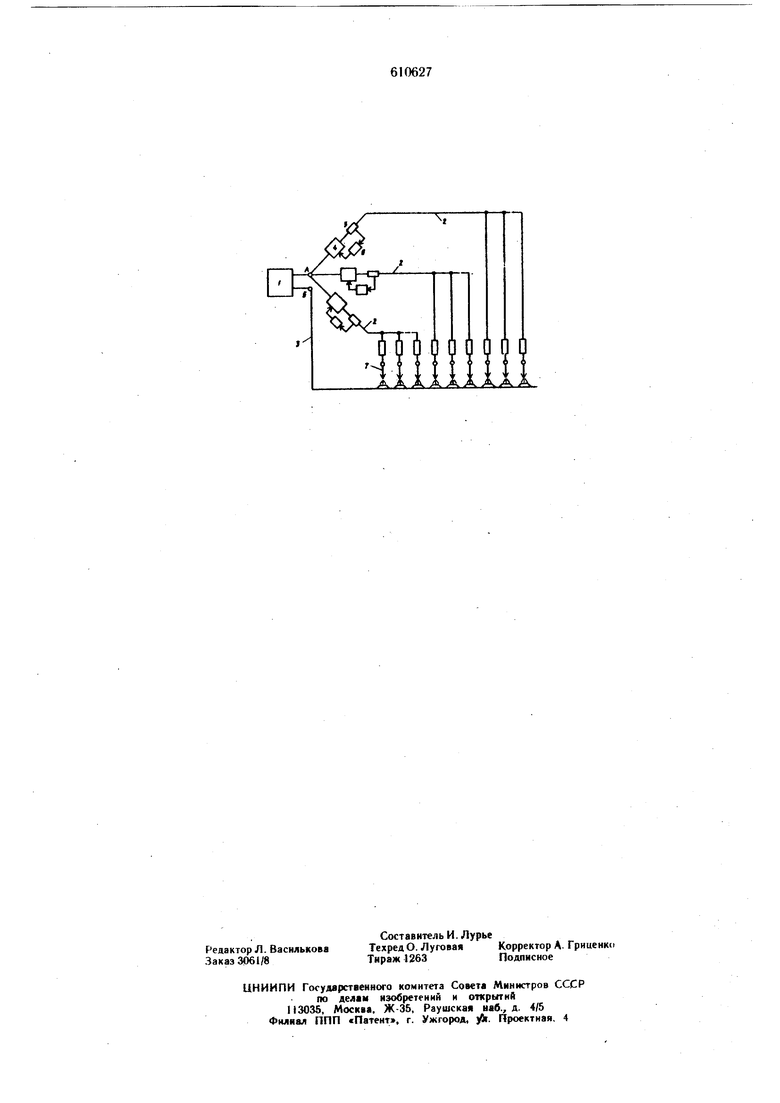
В каждой линии 2 разводящего шинопровода у общей клеммы А установлен исполнительный блок 4, к которому подключен одним из выводов задающий блок 5 через блок 6 управления,
В качестве исполнительного блока 4 могут быть использованы, например, силовые тиристоры.
Сварочные посты 7 в каждой линии установлены параллельно.
Многопостовая система питания для дуговой сварки постоянного тока работаетследующим образом..
К выводным клеммам А и В источника питания подается напряжение постоянного тока, величина которого поддерживается известными устройствами, обычно порядка 75 В.
С помощью задающего блока в каждой линии 2 выставляется свой предельный ток, абсолютное зиачение которого может лежать в пределах 1000-6000 А и больще в зависимости от возможностей источника питания и з1адач, стоящих перед производством.
При возникновении короткого замыкания или подсоединении к линии 2 дополнительной избыточной нагрузки в ее цепи течет ток, значение которого превышает максимальное допустимое, в связи с чем появляется необходимость отключить эту линию как можно быстрее.
Это увеличение тока в каждой линии 2 фиксируется задающим блоком 5. Сигнал об этом посылается в блок 6 управления, который со строго регламентированной временной задержкой вь1дает команду исполнительному блоку 4 на отключение данной линии от источника питания. Через 3--5 сек блок 6 управления через исполнительный блок 4 подключает данную линию 2 к источнику питания, чтобы осуществить проверку, является заброс тока случайным, т. е. кратковременным (в данном случае не более 3-5 сек) явлением или носит постояниый характер. В первом случае блок 6 управления не выдает никакой команды исполнительному блоку 4, и линия 2 остается подключенной к источнику питания.
Во втором случае задающий блок 5 вторично посылает сигнал в блок 6 управления о наличии в цеии недопустимо больщого тока, и блок управления через исполнительный оргаивторично отключает линию от источника питания на сек. В третий раз питание от цепи отключается совсем. В этом случае для включения линии в цепь необходимо замкнуть выключатель на исполнительном органе 4. С помощью того же выключателя на исполнительном органе можио по желанию оператора отключить данную линию от источника питания.
Наличие таких устройств в линиях разводящего шинопровода многопостовой системы питания для злектродуговой сварки позволяет снизить потерю трудозатрат на 30% при ремонте системы. При проведении регламентных работ снижение трудозатрат составляет 60%. Кроме того, такая система питания позволяет перераспределять количество сварочных постов между линиями, исходя из потребностей производства, без боязни из строя какой-нибудь линии из-за ее п(ерегрузки, что позволяет увеличить производительность труда на 23%.
Производственные испытания система прош5ла на пяти монтажных участках треста «Мосэнергомонтаж. Результаты испытаний положительны. Данная система питания сварочных постов одобрена и рекомендована к широкому внедрению на предприятиях Минэнерго.
г
Формула изобретения
Многопостовая система питания для электродуговой сварки, содержащая источник питания постоянного тока, вход которого подключен к выходу исполнительного блока, вход последнего подключен к выходу устройства для управления и распределительный шинопровод,
выполненный из отдельных подключенных к нагрузке постов линий, собранных в общую точку, подключенную к одной клемме источника питания, вторая клемма того же источника подключена к обратному проводу, отлычаюш,аясятем, что, с целью расширения эксплуатационных возможностей системы путем перераспределения количества постов между линиями и одновременно защиты распределительных линий разводящего шинопровода у общего контакта от перегрузки в линии, система снабжена задающими блоками, каждый из которых включен в соответствующую линию, а исполнительный блок и устройство для управления выполнены в виде нескольких исполнительных и управляющих блоков, каждый из которых также включен в соответствую1цую
линию, причем выход каждого задаюц его блока подсоединен ко входу каждого блока управления.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 460957,
кл. В 23 К 9/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Многопостовая система питания для электродуговой сварки | 1973 |
|
SU460957A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Многопостовая система питания | 1983 |
|
SU1172664A1 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |