Изобретение относится к сварочному производству, а именно к системам питания для электродуговой сварки, и может быть применено во всех областях народного хозяйства, где имеется большой объем сварочных работ.
Целью изобретения является повышение надежности устройства в работе путем равномерной загрузки сварочных установок.
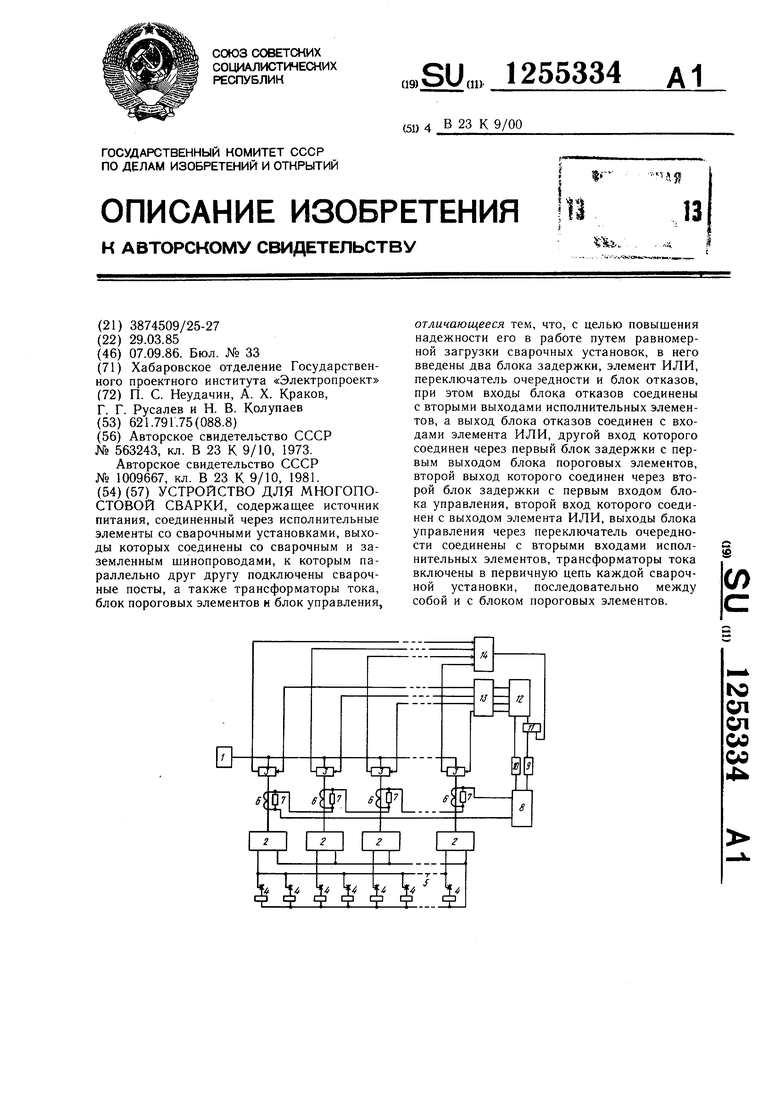
На чертеже представлена сблок-схема устройства для многопостовой сварки.
Устройство содержит источник 1 питания, в качестве которого может быть использована электросеть, сварочные установки 2 (например, выпрямители), исполнительные элементы 3 (например, тиристорные пускатели), сварочные посты 4, сварочный шинопровод 5, трансформаторы 6 тока, резисторы 7 сопротивлением 1,2 Ом и мош,ностью 30 Вт, блок 8 пороговых элементов с напряжением на входе О-15 В, два блока 9 и 10 задержки, элемент ИЛИ 11, блок 12 управления, переключатель 13 очередности и блок 14 отказов.
При этом источник 1 питания подключен к каждой сварочной установке 2 через ее исполнительный элемент 3. Выходы сварочных установок 2 и сварочных постов 4 подключены параллельно друг другу к сварочному шинопроводу 5 и заземленному шинопроводу. Первичная обмотка каждого трансформатора 6 тока включена между соответствующей установкой 2 и ее исполнительным элементом 3. Вторичные обмотки трансформаторов 6 тока с параллельно включенными резисторами 7 соединены между собой. Последовательная цепь вторичных обмоток трансформаторов 6 тока подключена к блоку 8 пороговых элементов.
Первый выход блока 8 пороговых элементов соединен с блоком 9 задержки, а второй выход - с блоком 10 задержки. При этом выход блока 9 задержки через элемент ИЛИ 11 подключен к одному входу блока 12 управления, а выход блока 10 задержки - к другому входу блока 12 управления, выходы которого соединены с переключателем 13 очередности, каждый выход которого подключен к соответствуюш.ему исполнительному элементу, второй выход каждого из которых соединен с соответствующим входом блока 14 отказов, выход которого соединен с вторым входом логического элемента ИЛИ 11.
Устройство работает следуюш,им образом.
При включении устройства к источнику
1питания всегда начинает работу одна из сварочных установок 2, которая включается своим исполнительным элементом 3. Остальные сварочные установки 2 отключены. По мере подключения сварочных постов 4 ток в сварочном шинопроводе 5 возвраста- ет. Величина нагрузки сварочных установок
2измеряется трансформаторами 6 тока. Вторичные обмотки трансформаторов 6 тока
нагружены на соответствующие резисторы 7. Суммарное напряжение, снимаемое с последовательно соединенных резисторов 7 и поступающее в блок 8 пороговых эле- метов, пропорционально току в сварочном шинопроводе 5. При достижении величины тока на сварочном шинопроводе, равной номинальной нагрузке одной сварочной установки, блок 8 пороговых элементов, срабатывающий на сумму номинальных токов од0 ной, двух, трех и так далее сварочных установок 2, выдает сигнал на включение в виде одиночного импульса в блок 9 задержки. После выдержки времени сигнал в виде одиночного импульса с выхода блока 9 задержки сигнала на включение поступает через
5 элемент ИЛИ 11 в блок 12 управления, который вырабатывает командный сигнал на включение второй сварочной установки 2. При этом сигнал проходит через переключатель 13 очередности, которым предварительно задается очередность включения сва рочных установок 2. При дальнейшем подключении сварочных постов 4 к сварочному щинопроводу 5 нагрузка в цепи продолжает расти. При достижении нагрузки на сварочном щинопроводе 5, равной номиналь5 ной мощности двух сварочных установок 2, срабатывает блок 8 пороговых элементов. Сигнал, поступивший с блока 8 пороговых элементов, поступает с выдержкой во времени через элемент ИЛИ 11 в блок 12 управления, который вырабатывает команд0 ный сигнал на включение исполнительного элемента 3 третьей сварочной установки 2, включается третья сварочная установка 2. При дальнейшем росте нагрузки на сварочном шинопроводе 5 подобным образом включаются четвертая и последующие свароч5 ные установки 2.
При уменьшении нагрузки на сварочном шинопроводе 5 подобным образом поочередно отключаются сварочные установки 2. Отключение сварочных установок 2 происходит по уровням тока в сварочном
0 шинопроводе 5:
1ш (П- 1)1нКв5,
где п - количество включенных сварочных
установок;
1н - номинальный ток сварочной установки;KBS -коэффициент возврата, равный
0,9-0,95.
На эти уровни тока на сварочном DJHHO- проводе 5 настраиваются пороговые элементы блока 8, Так, например, при четырех 0 включенных сварочных установках 2 и снижении нагрузки на сварочном шинопроводе 5 до величины, равной 1ш ЗЬК, происходит срабатывание блока 8 пороговых элементов, с выхода которого сигнал в виде одиночного импульса поступает на вход блока 5 10 задержки сигнала на отключение и через заданную выдержку времени на вход блока 12 управления, который вырабатывает ко5
мандный сигнал на отключение, в данном случае, четвертой сварочной установки 2.
При дальнейшем снижении нагрузки на сварочном шинопроводе 5 и достижении величины 1„ 21иКм срабатывает блок 8 пороговых элементов и сигнал с его выхода в виде одиночного импульса проходит через блок 10 задержки сигнала на отключение в блок 12 управления, который вырабатывает командный сигнал на отключение третьей сварочной установки 2. При дальнейшем снижении нагрузки в сварочном шинопроводе аналогичным образом отключаются следующие сварочные установки 2.
Блок 14 отказов включается в работу либо при несрабатывании исполнительного элемента 3 по командному сигналу на включение блока 12 управения, либо при отключении исполнительного элемента 3 при работающей соответствующей сварочной установке 2.
Например, работают две сварочные уста новки 2, а блок 12 управления выработал командный сигнал на включение третьей сварочной установки 2, но исполнительный элемент 3 третьей сварочной установки 2 из-за неисправности не включил ее. В этом случае блок 14 отказов после принятия сигнала об отказе с исполнительного элемента 3 посылает сигнал на включение в виде одиночного импульса в блок 12 управления через элемент ИЛИ 11. Блок 12 управления вырабатывает командный сигнал на включение очередной сварочной установки 2, в данном случае четвертой. Включается четвертая сварочная установка 2 соответствующим исполнительным элементом 3.
Например, работают три сварочные установки 2. В это время отключился исполнительный элемент 3 второй сварочной установки 2. Блок 14 отказов по сигналу с исполнительного элемента 3 второй сварочной установки 2 формирует сигнал в виде одиночного импульса на включение и направляет в блок 12 управления через элемент ИЛИ 11. Далее блок 12 управления посылает командный сигнал на включение четвертой сварочной установки 2. Посредством соответствующего исполнительного элемента 3 включается четвертая сварочная установка 2. Таким образом, происходит резервирование вышедших из строя сварочных установок 2 и исполнительных элементов 3.
Предлагаемое устройство для многопостовой сварки позволяет по сравнению с известным повысить надежность работы за счет того, что не происходит перегрузки трансформаторов тока, так как равномерно распределяется нагрузка на каждый трансформатор, предупреждается быстрый износ исполнительных элементов и сварочных установок за счет исключения влияния на них кратковременных колебаний тока нагрузки на сварочном шинопроводе, равномерно используются сварочные установки и исполнительные элементы путем изменения очередности их включения в процессе длительной работы, а также за счет обеспечения непрерывной работы всего устройства в случае выхода какой-либо сварочной установки или исполнительного элемента из строя. Кроме того, повышается качество сварки, а использование трансформаторов тока с одинаковым коэффициентом трансформации облегчает их подбор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Устройство для многопостовой сварки | 1986 |
|
SU1344535A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
| Устройство для управления работой группы источников сварочного тока | 1989 |
|
SU1632677A2 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Многопостовая система питания для сварки на постоянном токе | 1986 |
|
SU1409425A2 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Система централизованного питания сварочных постов | 1985 |
|
SU1278144A2 |
| Система централизованного питания сварочных постов | 1973 |
|
SU563243A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для многопостовой сварки | 1981 |
|
SU1009667A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
