Изготовление электродов с предлагаемым покрытием возможпо па существующих электродпых прессах иизкого и средпего давлепия с меныпим количеством жидкого стекла по сравиеп1 ю с существующими марками электродов аналогичиого иазпачения.
Проведеииые исследования и иромыщлепиые испытания даниого электродного покрытия иоказали, что электроды обеспечивают стабильное горение дуги при сварке как иа иостояииом токе обратной полярности, так п на переменном; возможность сварки во всех пространственных положениях (кроме потолочиого); иолучепие хорощо раскисленных щвов с мелкочещуйчатой иоверхностью без каких-либо дефектов: легкое удаление (в больщинстве случаев самоотделение) щлаковой корки при сварке в нижнем положепии и ири сварке угловых соединений; отсутствие кремиевосстановительного процесса; отсутствие дефектов в виде иор, иодрезов, трещин, шлаковых и других включений; содержание в металле щва кислорода 0,04%, азота 0,02%, водорода 3-5 см на 100 г нанлавленного металла; высокую производительность 11,5-12,0 г/А-ч ири коэффициенте массы иокрытия, равном 0,4-0,5; возможиость получеиия требуемых механических свойств металла щва при сварке стали в широком диаиазоне (тнцы Э42 ... Э60А
ло ГОСТ 9467-75) ири соответствующем соотношении комионентов покрытия между собой.
Приведеииые положительиые свойства достигаются при плавлеиии электродного
иокрытия, в состав которого введены компоненты в указанном соотношении.
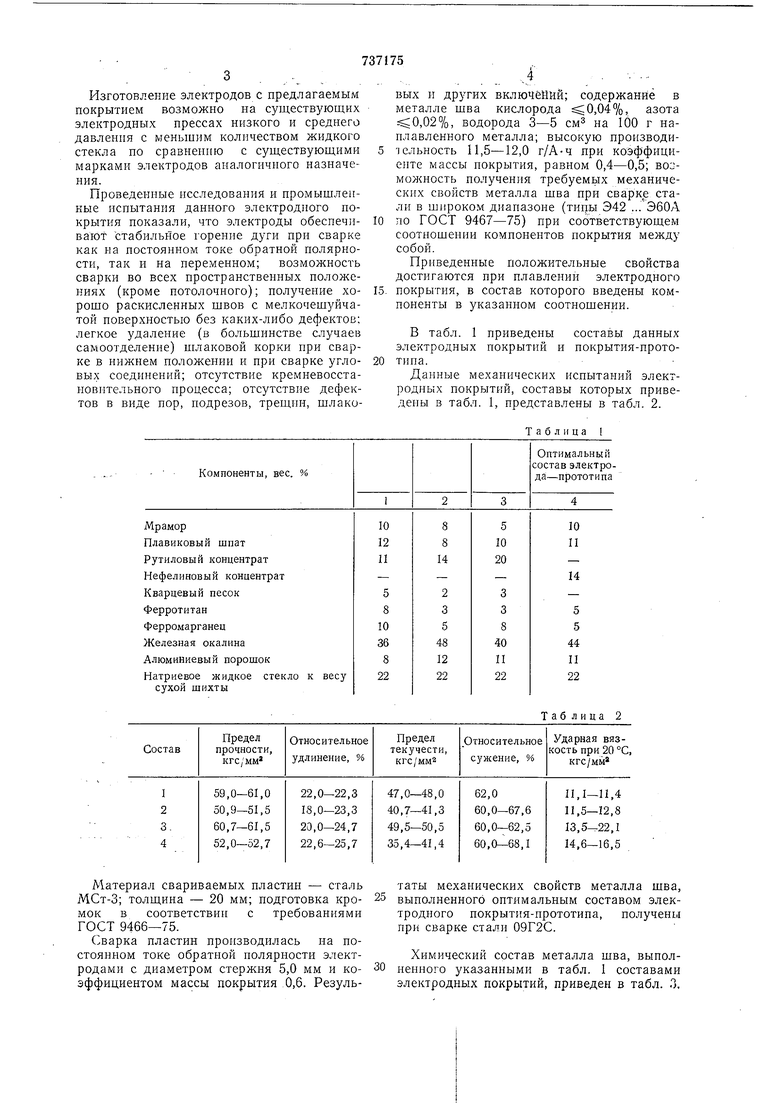
В табл. 1 приведены составы данных электродных покрытий и иокрытия-ирототипа.
Данные механических испытаний электродных покрытий, составы которых ириведепы в табл. 1, представлены в табл. 2.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный электрод | 1989 |
|
SU1648702A1 |
| Состав электродного покрытия | 1986 |
|
SU1388238A1 |
| ПОКРЫТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2020 |
|
RU2739306C1 |
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2005 |
|
RU2353492C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2002 |
|
RU2217287C1 |
| Состав электродного покрытия | 1989 |
|
SU1673354A1 |
| Состав электродного покрытия для сварки низколегированных термоулучшенных сталей | 1986 |
|
SU1523292A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2000 |
|
RU2201856C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2595077C2 |
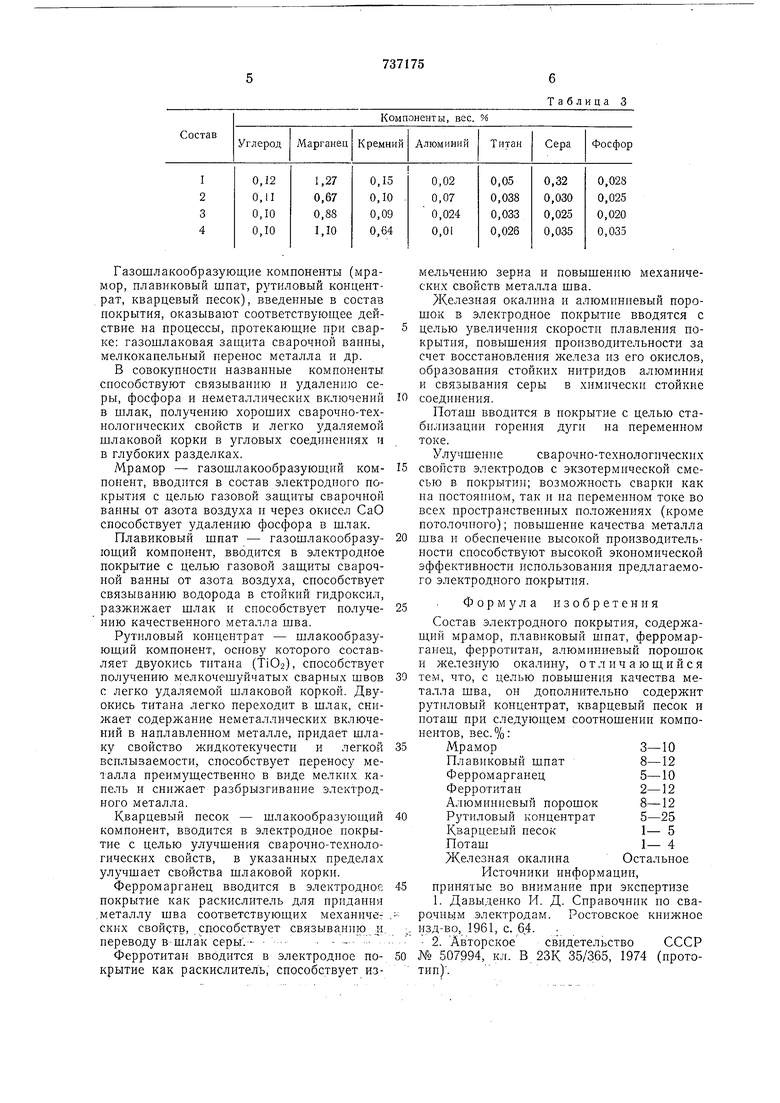
Материал свариваемых пластин - сталь МСт-3; толщииа - 20 мм; подготовка кромок в соответствии с требоваииями ГОСТ 9466-75. Сварка пластин производилась на иостояниом токе обратной полярности электродами с диаметром стержня 5,0 мм и коэффициентом массы покрытия ,0,6. РезульТаблица 2 таты механических свойств металла щва, выполненного оптимальным составом электродного покрытия-прототипа, получены при сварке сталн 09Г2С. Химический состав металла шва, выполненного указанными в табл. 1 составами электродных покрытий, приведен в табл. 3,
Таблица 3
