(54) ПОРТАЛ ДЛЯ СБОРКИ ПОД СВАРКУ БАЛОК КОРОБЧАТОГО СЕЧЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Портал для сборки под сварку балок коробчатого сечения | 1976 |
|
SU745630A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1973 |
|
SU507425A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1986 |
|
SU1391854A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1989 |
|
SU1692798A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1984 |
|
SU1199554A1 |
| Портал для сборки балок коробчатого сечения | 1974 |
|
SU511172A1 |
| Стенд для сборки под сварку | 1974 |
|
SU612772A1 |
| Стенд для сборки под сварку нижнегозАМыКАющЕгО пОяСА C "п"-ОбРАзНОйбАлКОй, ВКлючАющЕй бОКОВыЕ ВЕРТиКАль-НыЕ СТЕНКи | 1978 |
|
SU816732A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1978 |
|
SU724304A1 |

1
Изобретение относится к сварке, а именно к конструкции портала для сборки под сварку балок коробчатого сечения.
Известны приспособления для сборки под сварку балок коробчатого сечения, выполненные в виде самоходного портала, на котором смонтированы горизонтальные и
вертикальные прижимы с гидроцилиндрами.
Ввод в действие горизонтальных и вертикальных прижимов осуществляется посредством двух раздельно действующих распределительных золотников, подающих рабочую жидкость в гидроцилиндры соответствующих прижимов. 1 аждый раздельно действующий распределительный золотник вводит в действие соответствующую группу црижимов (горизонтальных или вертикальных) одновременно. Группа горизонтальных прижимов, действующих на наружную поверхность стенки балки, в процессе сборки перемещается в одинаковом направлении: параллельно друг другу и перпендикулярно вертикальной оси балки. Вертикальные прижимы и упоры действуют навстречу друг другу на противоположные торцы стенки 1 и 2.
В известных приспособлениях одновременный ввод в действие группы прижимов, действующих в различных направлениях не обеспечивает качественной сборки балок. Горизонтальные боковые.прижимы стремятся расправить боковую стенку, а действующие навстречу друг другу на противоположные торцы стенки вертикальные прижимы
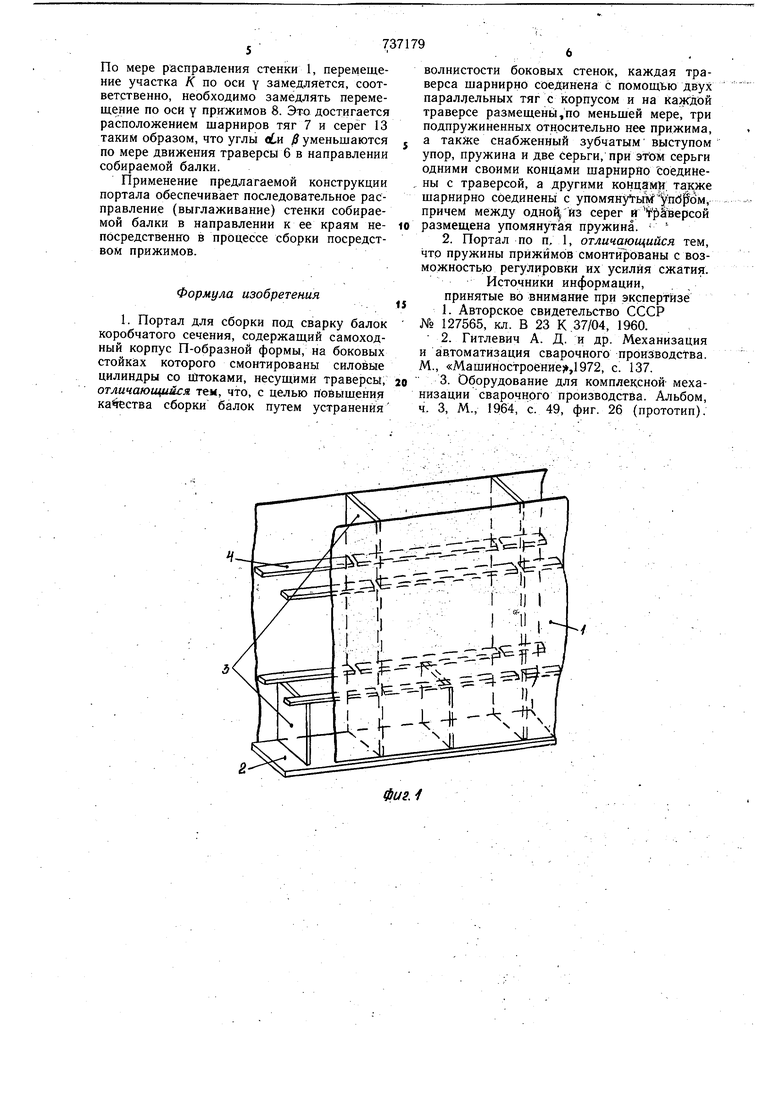
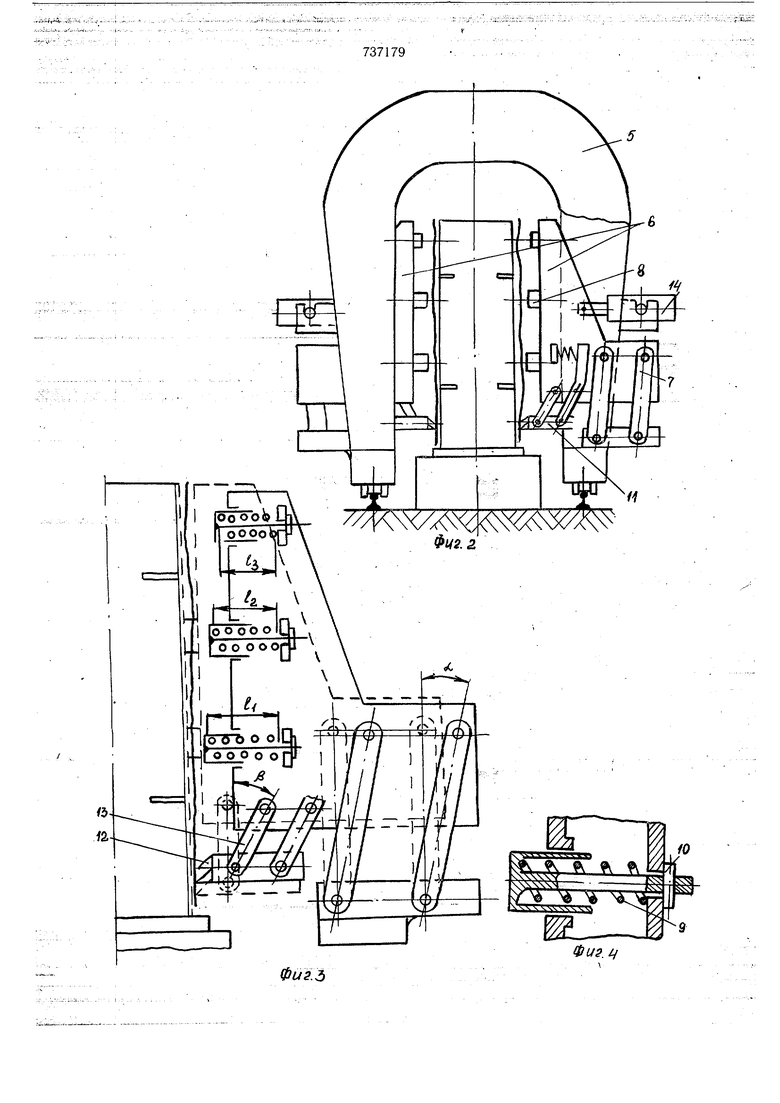
, и упоры осуществляют продольное сжатие стенки в вертикальном направлении. Увеличение усилия вертикальных прижимов при10водит к потере устойчивости стенки в процессе сборки. С другой стороны, увеличение усилия боковых прижимов приводит к тому, что усилия вертикальных прижимов недостаточно для подачи стенок в упор по вертикали. Если первой включена одновременно дейст15вующая группа вертикальных прижимов или горизонтальных, то на участках стенки между прижимами образуются выпуклости, а между собираемыми элементами балки - зазоры. Качественная сборка стенок с кар20касом в известных приспособлениях без дополнительной рихтовки не гарантирована. Этот недостаток особенно проявляется при сборке относительно нежестких (тонколистовых) стенок. Известен также портал для сборки под сварку балок коробчатого сечения, содержащий самоходный корпус П-образной формы, на боковых стойках которого смонтированы силовые цилиндры со штоками, несущими траверсы 3. Недостатком известного портала является то, что он не обеспечивает высокого качества сборки балок, так как возникает волнистость боковых стенок. Цель изобретения - повышение качества сборки балок путем устранения волнистости боковых стенок. Цель достигается тем, что каждая траверса щарнирно соединена с помощью двух параллельных тяг с корпусом и на каждой траверсе размещены, по меньщей мере, три подпружиненных относительно нее прижима, а также снабженный зубчатым выступом ytrop, пружина и две серьги, при этом серьги одними своими концами щарнирно соединены с траверсой, а другими концами также щарнирно соединены с упомянутым упором, причем между одной из серег и траверсой размещена упомянутая пружина. Пружины прижимов смонтированы с возможностью регулировки их усилия сжатия. На фиг. 1 схематически изображен участок собираемой балки; на фиг. 2,- портал, общий вид; на фиг. 3 - траверса портала с частичным выровом; на фиг. 4 - прижим, продольный разрез; на фиг. 5 - собираемые элементы в исходном положении; на фиг. 6, 7 и 8 - последовательные этапы сборки в соответствии с заданной оптимальной программой сборки; на фиг. 9 - обозначение размеров стенки по высоте-h, (до сборки), ha (после сборки), К - положение отдельного участка стенки до и после сборки; на фиг. 10 - схема дефектов при сборке стенок в известных приспособлениях; на фиг. 11 - вертикальная стенка с прижимами. Собираемая балка состоит из вертикальных стенок 1, пояса 2, с предварительно приваренным к нему каркасом, в который входят диафрагмы 3 и продольные полосы 4. Портал включает самоходный корпус 5, траверсы 6, щарнирно соединенные с корпусом 5 двумя параллельными тягами 7 в виде щарнирного параллелограмма. На обращенном к собираемой балке вертикальном торце траверсы 6 размещены прижимы 8, под пруЖй нённые относительно траверсы пружинами 9, предварительное сжатие которых зафиксировано щтырями 10. it, и -63 - ЙЖйы руж11н в предварительно Сжатом состоянии. Действующий в первую очередь упор 11 имеет зубчатый выступ 12. Упор 11 подвешен к траверсе 6 посредством серег 13, одна изкоторыхподпружинена относительно траверсы 6. Траверса 6 приводится В движение силовым цилиндром 14. Угол сСобразовай вертикалью и осью, проходящей через Щарниры тяг 7, а угол 0 образован вертикалью и осью, проходящей через щарниры серег 13. . Прижи ы айв расположены в зоне впадин на плоскости стенки балки, поэтому они неизбежно опережают прижим б, расположенный в зоне выпуклости на плоскости стенки балки, и препятствуют его работе по устранению выпуклости. В этом случае требуется увеличение общего усилия силового цилиндра 14, а также увеличение количества прижимов на траверсе 6. Изображенное на фиг. 11 явление устраняется посредством поочередного ввода в действие по заданной программе каждого действующего на собираемую балку подпружиненного, расположенного на общей траверсе, прижима. Величина предварительного сжатия пружин в прижимах, вводимых в действие во вторую очередь, превьшает величину предварительного сжатия пружин в поочередно действующих прижимах. Портал работает следующим образом. Включением одного распределительного золотника рабочая жидкость подается в силовой цилиндр 14, усилие силового цилиндра 14 передается на траверсу 6, которая начинает движение в направлении собираемой балки. Первым вводится в действие упор 11 с зубчатым выступом. Упор 11 действует на нижнюю кромку стенки 1, нижняя кромка стенки 1 поджимается к диафрагме 3, нижний торец стенки подается к поясу 2. Заданное движение упора 11 сверху вниз в результате подачи стенки по вертикали происходит за счет того, что тяги 7 и серьги 13 установлены под острым углом к вертикали, который уменьшается по мере прижатия стенки к каркасу, при этом длина серег 13 меньще длины тяг 7. на величину. определяем ую экспериментально в зависимости от параметров собираемого изделия. При дальнейщем движении траверсы 6 в направлении собираемой балки, поочередно, снизу вверх вступают в действие в соответствии с заданной программой прижимы 8. Поочередный ввод в действие прижимов достигается за счет различного предварительного сжатия пружин -St €а «з ( 1. Ь и -8з - длина пружин в предварительно сжатом состоянии), зафиксированного штырями 10 при наладке портала. Величина предварительного сжатия пружин задается последовательно увеличивающейся от прижима к прижиму в направлении хода сборки в зависимости от жесткости собираемых элементов. При расправлении и прижатии вертикальной стенки 1 происходит некоторое увеличение размера стенки по высоте, т. е. hj hi. Поэтому отдельно взятый участок /С наряду с перемещением по оси х в направлении диафрагмы 3, перемещается и по оси у. Благодаря повороту тяг 7 и серег 13 перемещаются по осям х и у прижимы портала, что способствует направлению (разглаживанию) стенки 1 и прижатию ее к диафрагмам 3, продольным полосам 4 и поясу 2. По мере расправления стенки 1, перемещение участка К. по оси у замедляется, соответственно, необходимо замедлять перемещение по оси Y прижимов 8. Это достигается расположением щарниров тяг 7 и серег 13 таким образом, что углы оСи уменьшаются по мере движения траверсы 6 в направлении собираемой балки. Применение предлагаемой конструкции портала обеспечивает последовательное расправление (выглаживание) стенки собираемой балки в направлении к ее краям непосредственно в процессе сборки посредством прижимов. Формула изобретения 1. Портал для сборки под сварку балок коробчатого сечения, содержащий самоходный корпус П-образной формы, на боковых стойках которого смонтированы силовые цилиндры со Штоками, несущими траверсы, отличающейся тем, что, с целью повыщения сборки балок путем устранения
a s-irN
-.:r :te44 -
li I
Т l|
:i,
c- t . - iL, . ,l
--::.
Tri-.t., волнистости боковых стенок, каждая траверса щарнирно соединена с помощью двух параллельных тяг с корпусом и на каждой траверсе размещены,по меньщей мере, три подпружиненных относительно нее прижима, а также снабженный зубчатым выступом упор, пружина и две серьги, при этом серьги одними своими концами шарниряо соединены с траверсой, а другими концами; также щарнирно соединены с упомянугыйулбрбм, причем между однон йз серег и аверсой размещена упомянутая пружина. 2. Портал по п, 1, отличающийся тем, что пружины прижимов смонтированы с возможностью регулировки их усилия сжатия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 127565, кл. В 23 К 37/04, 1960. 2. Гитлевич А. Д. и др. Механизация и автоматизация сварочного производства. М., «Машиностроение,1972, с. 137. 3. Оборудование для комплексной механизации сварочного производства. Альбом, ч. 3, М., 1964, с. 49, фиг. 26 (прототип).
Фиг.:)
Фиг. 5
Физ. б
-.SX
v-л
Фи2.9
Фи. 10
Фиг 11
