(50 СТЕНД-ДЛЯ СБОРКИ ПОД СВАРКУ НИЖНЕГО . ЗАМЫКАЮЩЕГО ПОЯСА С П-ОБРАЗНОЙ БАЛКОЙ
устанавливают двутавровые балки. На верхние полки двутавров бобираемой мостовой балки устанавливают тележк с рамой, наружные стенкикоторой объединяют балкой.
Нижние полки двутавров с помощью силовых 1$алиндров, размещенных на стойках, прижимают к поясу.
после упора прижимов в нижние |ПОлки двутавров рама поднимается и поджимает пояс к нижним полкам двут авров. После окончательного прижатия полок дв тавров к поясу, осуществляют прихватку последнего электросваркой. Тележку с рамой смещают на шаг и цикл сборки повторяют в зоне, ограниченной двумя опорными стойками. При переходе в следующую зону сборки меххду опорными стойками поджимную балку разбирают и собирают вновь на новом месте 2.
Недостаток указанного стенда для сборки мостовых балок заключается в том, что при переходе через очередную опорную стойку требуется разборка поджимной балки со стойками,что сказывается на производительности труда.
Кроме того, с помощью указанного устройства невозможно исправить волнистость вертикальных стенок и винтообразность балки.
Цель изобретения - повышение про изводительности труда и качества сборки балок под сварку путем уменьшения волнистости боковых вертиксшь- ных стенок и винтообразности самой балки.
Указанная цель достигается тем, что стенд оснащен боковыми телегхками, смонтированными на рельсгис и несущими боковые прижимы и торцовыми тележками, установленными на основании с торцов опорной балки и несущими наклонную к центру стенда площадку, боковые прижимы и ориентированны перпендикулярно основанию -домкраты, а сборочное устройство выполнено в виде двух стоек, каждая из которых включает подвижную от штока силового цилиндра планку и траверсы с убирающимися упорами, при этом в планках выполнены гнезда для указанных упоров.
Такое выполнение стенда позволяет повысить производительность сборки балки с нижним замыкающим поясом, а также устранить волнистость вертикальных стенок и винтообразность самой балки.
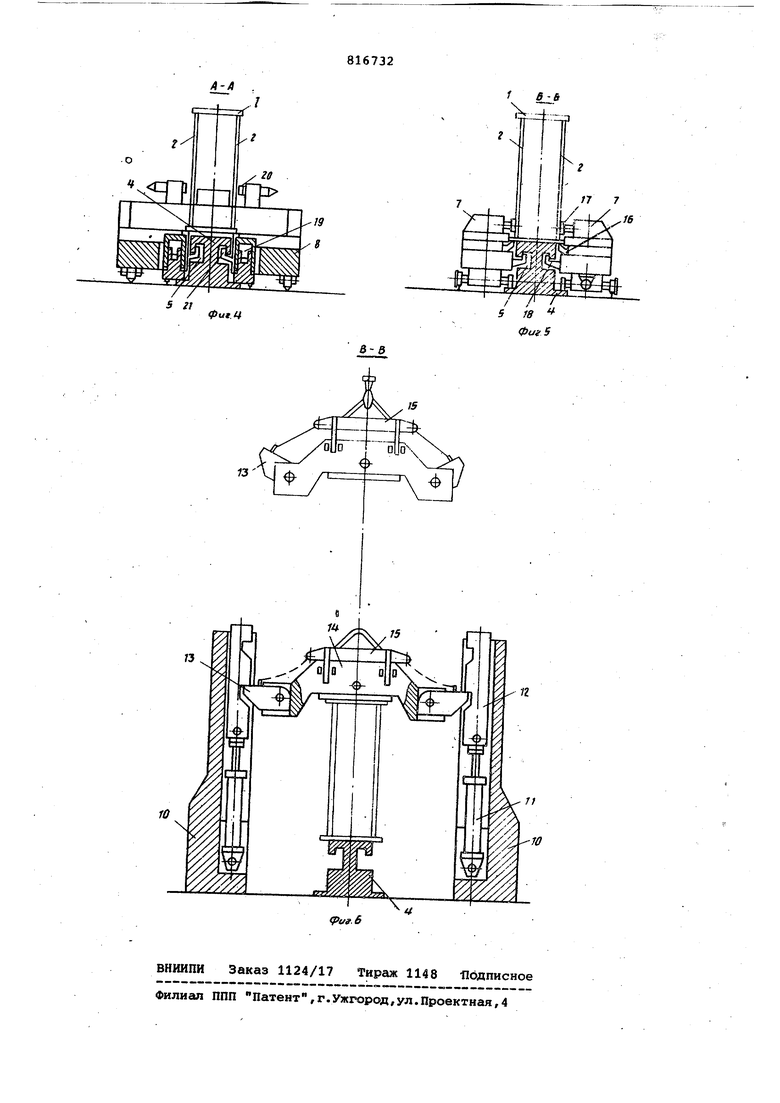
На Фиг.1 изображена П-образная балка и нижний замыкающий пояс; на фиг.2 - установка, общий вид, вид сбоку; на фиг.З - то же,вид сверху; на фиг.4 - рэзрез А-А на фиг.2; на фиг. 5 - разрез Б-Б на фиг.2;- на фиг.б - разрез В-В на фиг.2.
Стенд . для сборки под сварку нижнего замыкающего пояса 1 с П-образной балкой 2, включающей боковые вертикальные стенки 3, содержит смонтированные на основании опорную балку 4 с боковыми направляющими 5. По обе стороны от балки 4 расположены рельсы б для перемещения по ним самоходных боковых 7 и торцовых 8 тележек.
В центре стенда смонтировано сборочное устройство 9, выполненное в виде двух стационарных стоек 10 с силовыми цилиндрами 11 и планками 12, которые взаимодействуют с убирающими ся упорами 13 траверсы 14, а сами упоры 13 связаны с быстродействующим механизмом 15 зачаливания траверсы 14.
Боковая тележка 7 имеет гидравлический прижим 16 для поджатия пояса 1 к вертикальным стенкам 3 и боковой прижим 17 для устранения наружной волнистости вертикальных стенок 3,
Боковая тележка 7 снабжена зацепом 18, взаимодействующим с направляющими 5 для восприятия боковых усилий при работе тележки.
Торцовая тележка 8 выполнена с ориентированными перпендикулярно основанию домкратами 19 для устранения отклонений балки от вертикальной оси и боковые прижимы 20 для предварительного центрирования балки относительно пояса 1.
На торцовой тележке 8 имеются также зацепы 21 для восприятия боковых усилий при центрировании балки относительно пояса 1.
Опорная поверхность 22 тележки 8, на которую, укладывают пояс 1, выполнена с наклоном к центру стенда для создания технологического зазора между П-образной балкой и поясом 1С последующей установкой и приваркой на пояс 1 технологических направляющих планок 23.
Стенд работает следующим образом.
На опорную балку 4 краном укладывают пояс 1 и размечают линии для установки по ним вертикальных стенок 3 балки. После чего торцовые тележки 8 перемещают по направляющим рельсам6 так, чтобы концы пояса 1 оказались лежащими на наклонных опорных поверхностях 22 тележек 8. Сам пояс из-за своей гибкости остается лежать на опорной балке 4,
П-образную балку 2 опускают на приподнятые концы пояса 1 и совмещают, с помощью; прижимов 20, вертикальные стенки 3 с размеченными для них линиями на поясе 1.
При этом зацепы 21 торцбвой тележки 8, находящиеся в пазу направляющих 5, препятствуют смещению тележки в поперечном направлении.
В образовавшийся зазор между поясом 1 и балкой в местах видимой вогнутости вертикальных стенок 3 по размеченным линиям устанавливают и приваривгиот технологические направляющие планки 23. Торцовые тележки
9 разводят в стороны, концы пояса 1 вместе с П-образной балкой 2 опускаются на опорную балку 4. При этом вертикальные стенки 3 скользят по направляющим планкам 23 и выправляют свою вогнутость (волнистость). Затем в работу включают сборочное устройство 9, для чего краном между стойками 10 на П-образную балку опускают траверсу 14, упоры 13 которой после освобождения от крана заходят в пазы планок 12, связанных с силовыми цилиндрами 11. При включении цилиндров 11 происходит прижатие П-образной-балки к поясу 1 и к опорной балке 4.
С помощью домкратов 19 торцовых тележек 8 производят выверку торцов балки по вертикали.
Боковые тележки 7 по направляющим рельсам 6 перемещают от центра опорной балки 4 к ее краям и при этом поджимают прижимами 16 нижний пояс I к вертикальным стенкам 3 П-образной балки, а в местах видимой выпуклости вертикальные стенки 3 поджимают боковыми прижимами 17 до линии разметки на поясе 1. Боковые усилия на тележку 7 воспринимаются зацепом 18, входящим в паз направляющей 5.
После поджатия производят прихватку пояса 1 к вертикальным стенг нам 3.
После окончания сборки траверсу 14 захватывают краном, при зтом упоры 13, связанные с механизмом зачаливания 15, выходят из пазов планки 12 и траверсу снимают с балки. Боковые 7 и торцовые 8 тележки возвращают в исходное положение, а собранную балку передают на следующее рабочее место.
Применение предлагаемого стенда для сборки под сварку балки с поясом в области краностроения позволяет повысить производительность труда в 3,5 раза, а также улучшает качество
сборки коробчатых балок за счет применения механизмов, устраняющих волнистость вертикальных стенок и винтообразность самой (5алки.
Экономия от внедрения предлагаемого стенда составит 50 тыс.руб. при годрвой программе 400 кранов в год.
Формула изобретения
to
Стенд для сборки под сварку ниж-, него замыкающего пояса с П-образной балкой , включающей боковые вертикальные стенки, содержащий смонтированные на основании опорную балку, по обеим сторонам которой расположены рельсы и сборочное устройство с закрепленными в нем силовыми цилиндрами со штоками, отличающийQ с я тем, что, с целью повышения производительности труда и качества сборки балок под сварку, путем уменьшения волнистости боковых вертикальных стенок и винтообразности самой балки, стенд оснащен боковьади тележками, смонтированными на рельсах и HecyuyiMH боковые прижимы и торцовыми тележками, установленными на основании с торцов опорной балки . и несущими наклонную к центру стен0 Дэ площадку, боковые прижимы и ориентированные перпендикулярно основанию домкраты, а сборочное устройство выполнено в виде двух стоек, каждая из. которых включает
подвижную от штока силового.цилиндра планку и траверсы с убирающими ся упорами, при этом в планках выполнены гнёзда для указанных упоров.
Источники информации, принятые вЪ внимание при экспертизе
0 1. Авторское свидетельство СССР 507426, кл. В 23 К 37/04, 1976.
2. Авторское свидетельство СССР 560028, кл. Е 01 D 21/00, 1976 (прототип).
23
гз
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки под сварку п-образнойбАлКи C зАМыКАющиМ НижНиМ пОяСОМ | 1978 |
|
SU793736A1 |
| Стенд для сборки под сварку пояса с диафрагмами и боковыми стенками балок коробчатого сечения | 1978 |
|
SU747674A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1976 |
|
SU745630A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1973 |
|
SU507425A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Устройство для сборки под сварку решетчатых ферм | 1989 |
|
SU1683940A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |