(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления объемных текстильных изделий | 1977 |
|
SU737522A1 |
| Устройство для изготовления объемных текстильных изделий | 1984 |
|
SU1240805A1 |
| Способ формирования объемных изделий на ткацком станке | 1981 |
|
SU1020465A1 |
| ПЛОСКОВЯЗАЛЬНАЯ МАШИНА | 1992 |
|
RU2031996C1 |
| Устройство для изготовления штучных цельноканатных объемных изделий | 1971 |
|
SU496338A1 |
| Устройство для изготовления объемных текстильных изделий | 1973 |
|
SU469775A1 |
| Устройство для выработки тканей перевивочного переплетения к ткацкому станку | 1984 |
|
SU1261983A1 |
| Устройство для изготовления объемных текстильных изделий | 1978 |
|
SU777096A1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| ЗЕВООБРАЗОВАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ ТРЕХОСНОЙ ТКАНИ | 2023 |
|
RU2806965C1 |
-:-1. Изобретение относится к области текстильного машиностроения и касается конструкции устройства для изготовления объемных текстильньгх изделий, используемых в качестве армирующего материала для синтетических смол. Известно устройство для изготовления объемных текстильных изделий, содержащее раму с распределительными трубками для подачи нитей в вертикальной плоскости, приспособление для прокладывания нитей петлей в горизонтальной плоскости в двух взаимно-перпендикулярных направлениях, выполненное в-виде системы лент и рапир, средство для их возвратно-поступательного перемещения, приспособление для уплотнения нитей, имеющее кромочные иглы и прижимные пластины 1. Недостатком известного устройства является ограниченная возможность получения изделий заданной плотности, за счет того, что межцентровое расстояние между вертикальными нитями определено фиксированнУм положением трубочек. Известно также наиболее близкое к изобретению устройство для изготовления объемных текстильных изделий, содержащее приспосрбление ДЛЯ прокладывания нитей петлей в горизонтальной плоскости в двух взаимноперпендикулярных направлениях, имеющее две системы лент с отверстиями для нитей и средство возвратно-поступательного перемещения лент, раму с распределительными элементами для подачи нитей в вертикальной плоскости и направляющими для лент, и приспособление для уплотнения нитей, имеющее кромочные иглы и прижимные пластины, закрепленные на основании и установленные с возможностью перемещения в вертикальной плоскости 2. Недостатком этого устройства также является низкая технологическая плотность получаемых текстильных изделий, а следовательно, недостаточные эксплуатационные свойства конечных материалов. Этот недостаток предопределен расположением распределительных элементов с увеличенным щагрм и, как следствие, больщим межцентровым расстоянием между нитями одной из систем. Целью изобретения является расщирение технологических возможностей путем получения изделий повышенной плотности.
Указанная цель достигается тем, что в стройстве каждый из распределительных лементов выполнен в виде вертикально усановленной планки, имеющей в нижней части поперечные прорези для прохода одной системы лент и сквозной продольный паз для прохода второй системы лент и прижимных пластин, при этом ленты второй системы установлены с одной стороны рамы с распределительными элементами, а прижимные пластины установлены с другой стороны рамы, закреплены на основании консольно и имеют средство возвратно-поступательного перемещения в горизонтальной плоскости. Кроме того, отверстия соседних лент каждой системы смещены одно относительно другого в вертикальной плоскости в щахматном порядке, а прижимные пластины имеют выступы, при этом в каждой из распределительных пластин высота поперечных прорезей больше высоты продольного паза на щирину ленты.
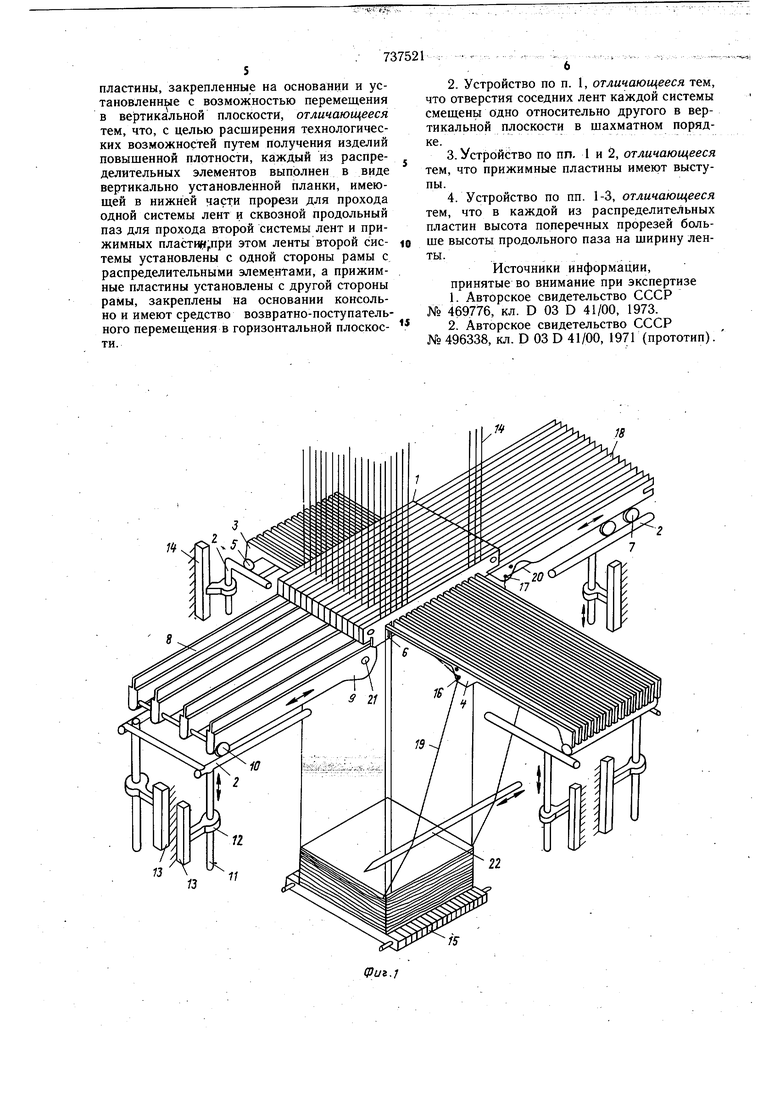
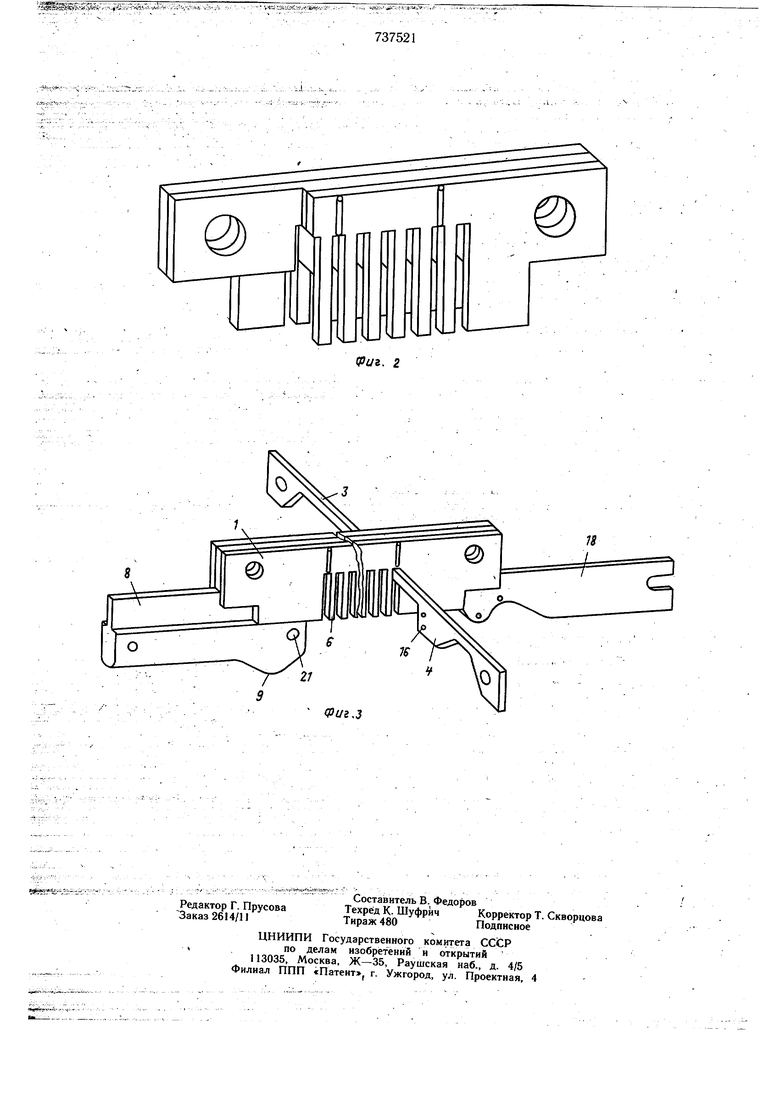
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - распределительный элемент; на фиг. 3 - взаимное расположение распределительных элементов, ленты с отверстием для нити и прижимной пластины.
Устройство для изготовления объемных текстильных изделий содержит распределительный элемент 1 для вертикальных нитей, выполненный в виде системы планок, закрепленных на раме 2. (полностью не показано) . Первая система лент 3 с выступами 4 установлена на каретке 5, перемещающейся в горизонтальной плоскости по раме 2, а сами ленты 3 размещены между зубьями 6 планок, имеющих сквозные пазы, которые образуются поперечными прорезями в зубьях 6. Каретк 7 также установлена и перемещается на раме 2.
С противоположной стороны сквозного паза, образуемого поперечными прорезями в зубьях 6, вставлены свободные концы прижимных пластин 8 с выступами 9. Пластины 8 укреплены на каретке 10, которая установлена и перемещается по paiMe в горизонтальной плоскости.
Рама 2 имеет цилиндрические стержни 11, которые связаны с приводом (не показан) и могут перемещаться по направляющим 12, укрепленным на стойках 13.
В верхней части устройства установлен узел питания вертикальными (основными) нитями 14 (не показан).
Вертикальные нити 14, сходящие с щпулярника, пробираются между вертикально установленными распределительными элементами 1 и лентами 3 так, что в каждой ячейке, образованной распределительными планками и лентами, оказывается одна нить. Все вертикальные нити крепятся к столу (не показан) при помощи замкового устройства 15. В глазки 16 лент 3 одной системы лент и в глазки 17 второй системы лент 18
заправляются горизонтальные нити, соответственно 19 и 20 с боковых щпулярников (не показано). Глазки 16 и 17 соседних лент смещены относительно друг друга в вертикальной плоскости в щахматном поS рядке..
Пластины 8 имеют отверстия 21 для ввода стержня. Игла 22 предназначена для прокладывания кромочной нити.
Устройство работает следующим образом.
- После заправки вертикальных и горизонтальных нитей производится наработка объемных текстильных изделий в следующем порядке. Ленты 18, установленные на каретке 7, которая перемещается по раме 2, прокладывают группу горизонтальных нитей 20.
S После прихода каретки 7 в крайнее положение, игла 22 прокладывает кромочную нить и возвращается в исходное положение. Затем каретка 5 с системой лент 3, двигаясь по раме 2, прокладывает вторую группу горизонтальных нитей 19. Проложенные ни ти второй группы фиксируются, как и при прокладке нитей первой группы, кромочной нитью, проложенной иглой (не-показано). После этого осуществляется прибой проложенных рядов нитей. Для этого в пазы
5 планок вводятся прижимные пластины 8, которые имеют профиль, как, например, указано на фиг. 3. Прижимные пластины 8 имеют пологий выступ 9, которым при движении каретки 10 по раме 2 производится начальное уплотнение систем горизонтальных нитей
19 и 20.
Отвод изделия из зонь формирования производится дискретно по мере его наработки с помощью замкового устройства, прикрепленного к столу, который перемещается
J вертикально.
В процессе наработки изделий периодически осуществляется уплотнение изделия, для чего прижимные пластины 8 вводятся в пазы пластин 1, а в отверстия 21 пластин 0 .8 вводится для жесткости стержень (не показано). Затем рама 2 вместе с установленными системой планок и каретками 5, 7 и 10 перемещается вниз.
Далее процесс наработки изделия повторяется.
Формула изобретения
