(54) УСТРОЙСТВО ДЛЯ ВЯЗКИ АРМАТУРНЫХ КАРКАСОВ

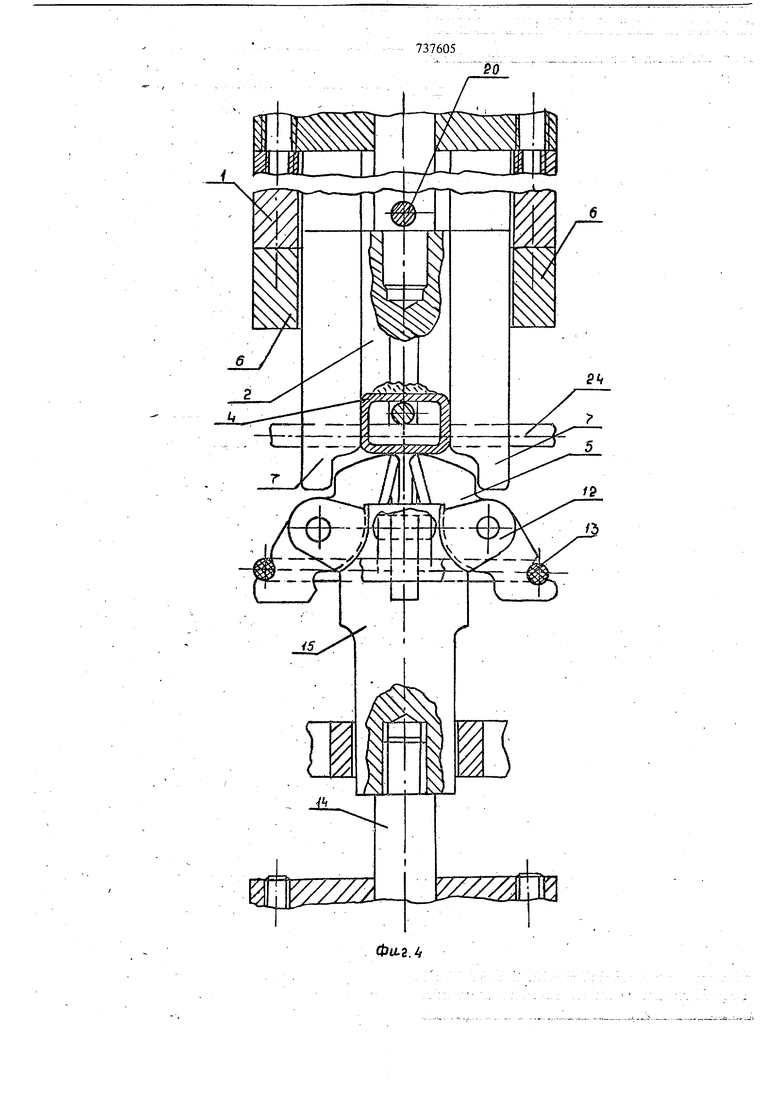
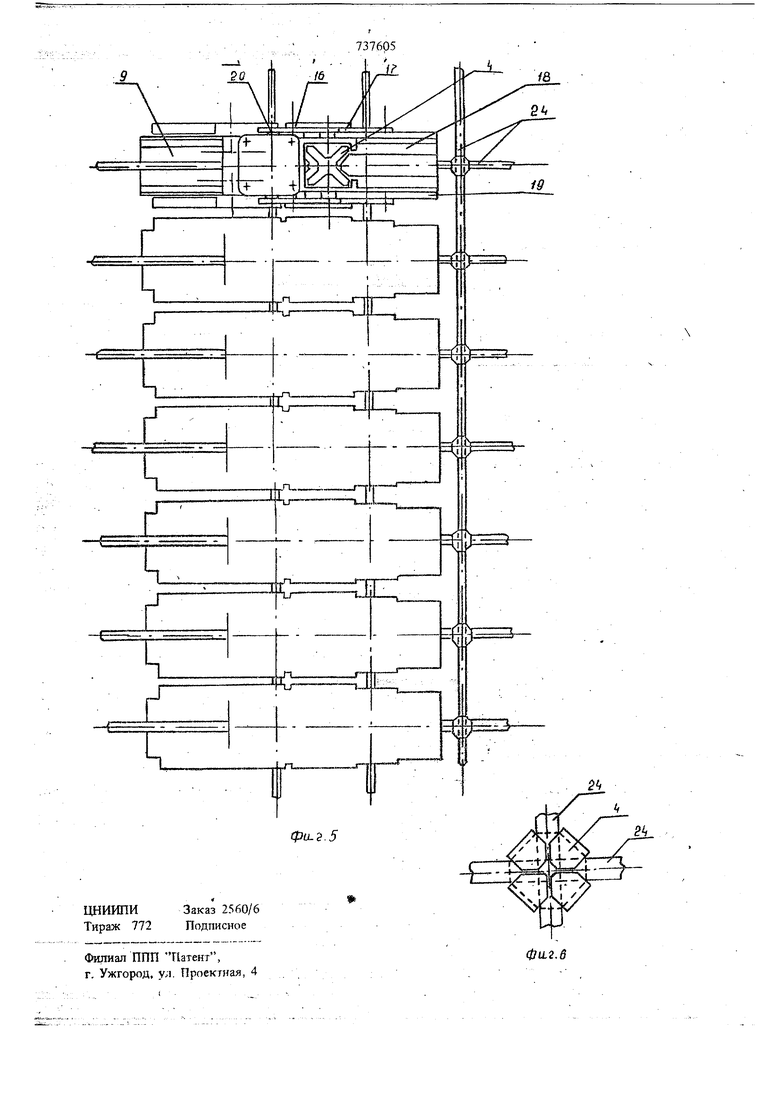
толкателя и губок в исходном положении; на фиг. 4 - то же, при соединении арматуры вязальным элементом; на фиг. 5 - комплект из нескольких устройств для вязки арматурных каркасов; на фиг. 6 - соединение арматуры после изгибания вяз;шьного элемента.
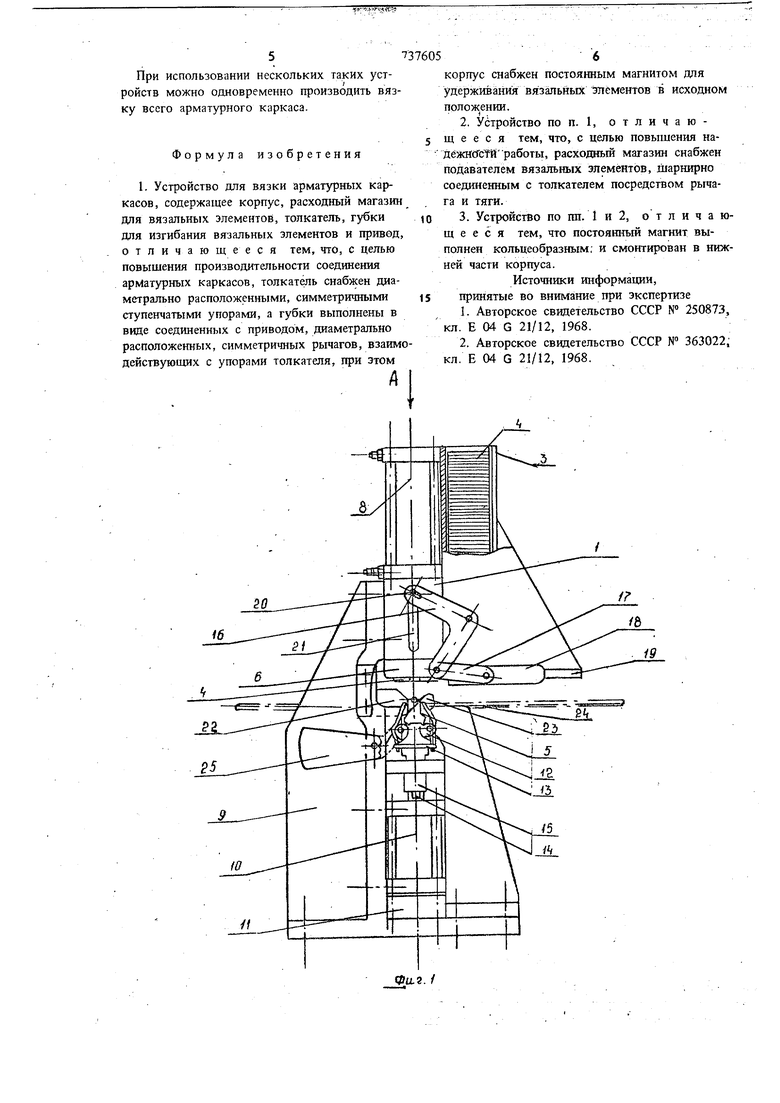
Устройство состоит из корпуса 1,толкателя 2, расходного магазина 3 для плоских лепестковых вязальных элементов 4, губок 5 и постоянного магнита 6 для удерживания элементов 4 в исходном положении, который выполнен кольцеообразныМ и смонтирован в нижней части корпуса 1.
Рабочая часть толкателя 2 имеет четыре диаметрально и симметрично расположенных ступенчатых упора 7, взаимодействующих при загибе лепестков элементов 4 с губками 5. Толкатель 2 связан со штоком силового цилийдра 8, а корпус 1 закреплен на стойке 9. Губки 5 смонтированы с возможностью возвратно-вертикального перемещения с помощью силового цилиндра 10, установленного на плите 11,жестко связанной со стойкой 9.
Губки 5 выполнены в виде шарнирно устанленных на кронштейнах 12 с возможностью поворота в вертикальных плоскостях четырех симметрично размещенных двутшечих рычагов, подпружиненных кольцевой пружиной 13 из эластичного материала, например резины.
Рычаги установлены на щтоке 14 силового щшиндра 10 с помощью втулки 15, имеющей внутренние щлицы, взаимодействующие с соответствующими шлидами на щтоке 1,4.
Толкатель 2 связан двуплечим рычагом 16 и тягой 17 с подавателем 18 лепестковых плоских элементов 4 из магазина 3, закрепленным на корпусе 1 сбоку. Магазин 3 в нижней части, имеет натфавляющие 19 для подавателя 18.
Двуплечий рычаг 16 связан с толкателем 2 с помощью пальца 20, перемещающегося по вертикальной прорези 21. На стойке 9 закрегглены ловители 22 и 23 ддя арматуры 24, ловитель 23 установлен с помощью кронигтейна 25.
Устройство работает следующим образом.
Продольную и поперечную арматуру 24 фисируют с помощью улавливателей 22 и 23 под толкателем 2 и губками 5. При движении щтка силового цилиндра 8 вверх палец 20 по прорези 21 перемещается вверх, поворачивает двуплечий рычаг 16 и соответственно перемещает тягу 17 и подаватель 18, который захватывает из магазина 3 один лепестковый плоский элемент 4 и подает под толкатель 2. При этом элемент 4 фиксируется закреплённым на корпусе I магнитом 6 и располагается в исходном положении.
При опускании штока силового иилт1дра 8 вниз п;шец 20 опускается впиз и поворачивает дзуплечий рычаг 16 и соответственно тягу 17 и подаватель 18 в исходное положение для подачи следующего лепесткового плоского элемента 4.
В процессе опускания цггока силового цилшщра 8 соответственно перемещается вниз и связанный с ним толкатель 2, который своими ступенчатыми упорами 7 отрывает от магнита 6 лепестковый плоский элемент 4. При дальнейшем опускании толкателя 2 ступенчатые упоры 7 загибают i все четыре лепестка плоских элементов 4 одновременно между перекрестками арматуры. Затем включается силовой цилигщр 10, который своим штоком 14 поднимает втулку 15, а соответственно и губки 5 вверх. При этом губки 5 своими профильными наружными поверхностями взаимодействуют с внутренними поверхностями ступенчатых упоров 7 и поворачиваются друг к другу, захватывая концы загнутых вниз всех четырех лепестков плоского элемента 4. При дальнейшем подъеме вверх штока 14 силового цилиндра 10 губки 5 загибают лепестки внутрь и прижимают их снизу к перекрытию арматуры 24. В этом случае верхняя часть элемента 4 упирается на торцовую опорную часть толкателя 2, а с боков прижимается ступенчатыми упорами 7, тем самым лепестковый плоский элемент 4 обжимается со всех сторон, образуя надежное соединение арматуры 24 в пересечении.
Силовые цилиндры 8 и 10 включают на обратный ход. При движении штока силового цилиндра 8 поднимается вверх толкатель 2. При этом палец 20 по прорези 21 перемещает.ся вверх и поворачивает двуплечий рычаг 16 и соответственно перемешает тягу 17 и подаватель 18, который захватывает из магазина 3 один лепестковый плоский элемент 4 и подает под толкатель 2. При этом элемент 4 фиксируется на корпусе 1 магнитом 6 и располагаетс:я в исходном положении.
При движении штока 14 силового цилиндра 10 вниз соответственно опускаются вниз и губки 5, которь/е выходят из взаимодействия со ступенчатыми упорами. 7 и с помощью пружин 13 поворачиваются на кронштейнах 12 в вертикальной плоскости в исходное положение.
Устройство или арматуру 24 перемечцают и с помощью улавливателей. 22 и 23 фиксируют очередное пересечение арматуры под толкателем 2 и губками 5, после чего цикл работы повторнюч.
При использовании нескольких таких устройств можно одновременно производить вязку всего арматурного каркаса.
Формула изобретения
корпус снабжен постоянным магнитом для удерживания вязальных элементов в исходном положении.
Источники информации,
принятые во внимание при экспертизе
А
Фаг. /
Д
0 1 /6/г
-л| г ,Ш./-Ь/1.7376Ъ5
/6/f
