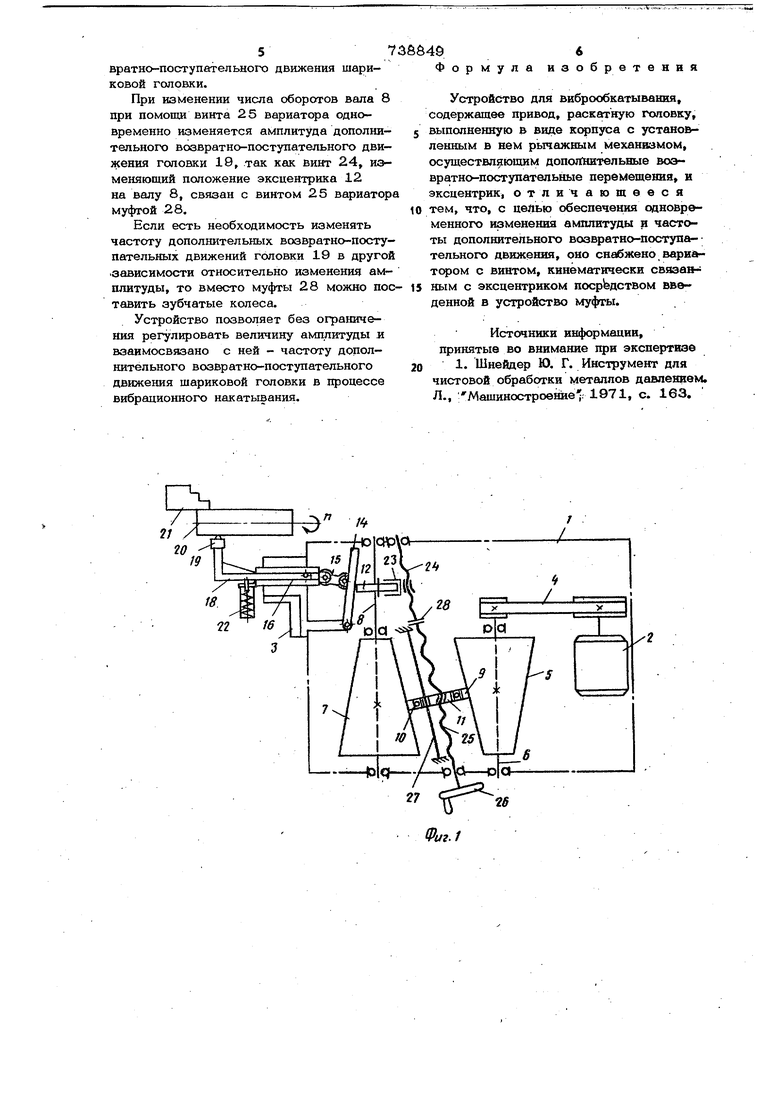
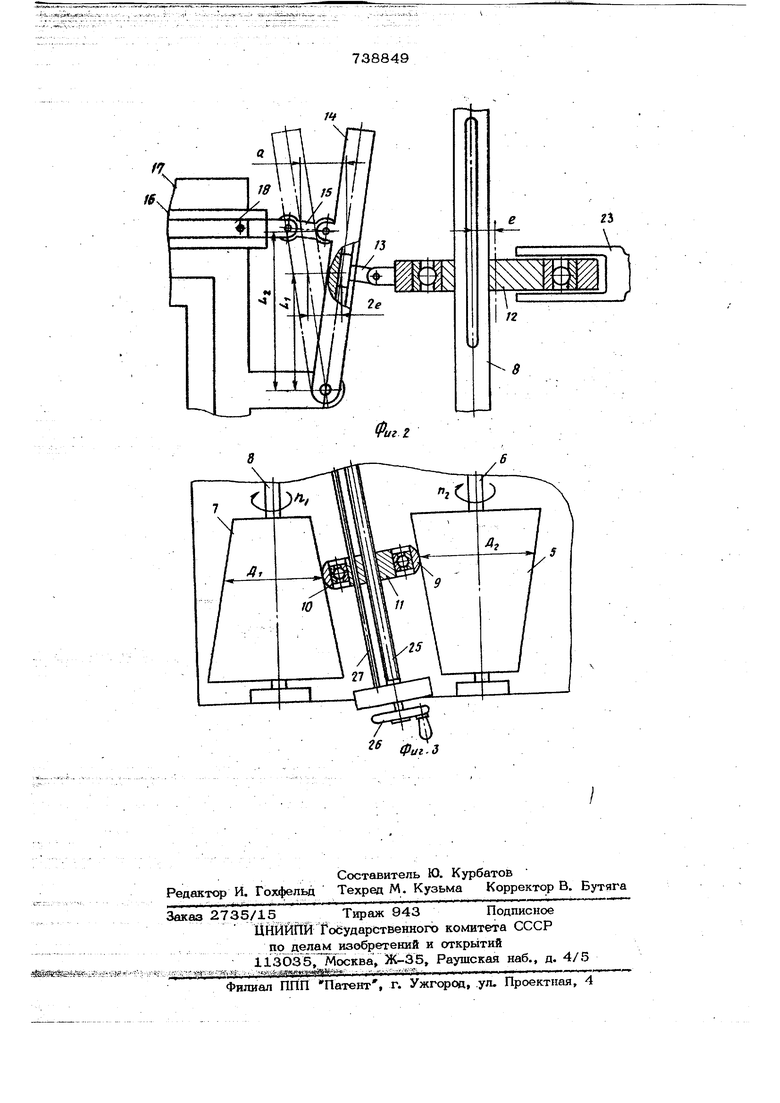
Изобретение относится к холодной обработке металлов и сплавов давлением и может быть использовано при чистовой обработке цилюздрических поверхностей деталей вибрационньтм накатыванием для получения на трущихся костях заданного закономерно иамёняющегося микрорельефа, обеспечивающего оптимальные условия с|С«ааки, минимальный износ и минимальный коэффициент трения во всех металлообрабатываемых производствах. Известно устройство для виброобкатывания, содержащее привод, раскатную головку в виде корпуса с установлёйНык в нем рычал ньш меха1шамом, эксцентрик, в котором вращение вала электрсщв гателя преобразуется в дополнительное возвратно-поступательное движенив шток с раскатной головкой параллельно оси вращения обрабатываемой детали с чиспо двойных ходов, равным числу оборотов йала электродвигателя, и амплитудой. равной двойному эксцентриситету на валу электродвигателяС: J. Недостатком его является невозможнОсть плаяого изменения амплитуды и частоты двойных ходоь дополнительного возвратно-поступательного перемещення инструмента. Целью изобретения является обеспечение одновременного изменения амплитуды и частоты дополнительного возвратнопсступательного перемещения. Эта пель достигается тем, что устройство снабжено вариатс ом с винтом, кинематически связанным с эксцентриком, посредством введенной в устройство муфпм. На фиг. 1 гфедставлена кинематическая схема , 1федлагаемоего устройства для отделочной обработки пластическим деформщ ованнем; на фиг. 2 - схема иэменешш амплитуды дополнительного воэвратно-)й;оступатёльного движения раскатной головки; на фиг. 3 - схема измо некия ащення выходного вала вариатора. Устройство для отделочной обработки пластическим деформированием содержит корпус 1 (см. фиг. 1), на котором установлен электродвигатель 2. Корпус 1 пр помощи треугольника 3 закреплен в резцедержателе суппорта токарного станка. Электродвигатель 2 ременной передачей 4связан с ведупщм барабаном 5 вариатора, установленного на валу 6. Для передачи движения от ведущего барабана 5вариатора к ведомому барабану 7, установленному на валу 8, служит ролик 9, свободно вращающийся на подшипнике 10 ступицы 11. Эксцентрик 12 установлен на валу 8 ведомого барабана 7 вариатора и соединен при помощи ползуш ки 13 (фиг„ 2) и Т-образного паза с рычагом 14. Тяга 15 соедняет рычаг 14 с ползуном 16, установленным в направляющих 17, закрепленных на корпусе 1, В пазу ползуна 16 установлена штанга 18, на конце которой закреплена раскатная головка 19 (фиг. 1). Величина усилия прижатия головки 19 к поверхности, обрабатываемой детали 20, закрепленной в патроне 21 токарного станка регулируется пружиной 22. Эксцентрик 12 с по.мощью вилки 23 соединен с винтом 24. Число оборотов выходного вала 8 изменяется при помощи винта 25 вариатора со штурвалом 26. Через ступицу 11 проходит неподвижная ось 27. Винт 25 вариатора соединен с винтом 24 муфтой 28. УстройстЬб работает следующим образом. Деталь - тело вращения 20 закрепляют в патроне 21 токарного станка. Раскатная головка 19 прижита к поверхности обрабатываемой детали с усилием, отрегулированным пружиной 22. Детали сообщают вращательное движение с числом оборотов И в минуту, а устройству«. С . поступательное движение с подачей о мм/о вдоль оси вращения детали. При включении электродвигателя 2 вращение от вал электродвигателя через ременную передачу 4, ведущий барабан 5 вариатора, ведомый барабан 7, вал 8 передается на эксцентрик 12. Вращательное движение от эксцентрика 12 преобразуется в вйзВрйТн« -поступаТелыюе движение ры чагом 14 и через тягу 15 передаётся на ползун 16 и штангу 18 с раскатной головкой 19. Последняя совершает воЗ-г врат но-поступательное движение и вы- давпиваетна обкатываемой поверхностииилиндрической детали синусоидальную канавку Амплитуда дополнительного возвратно-поступательного движения головки 19 определяется величиной эксцентриситета эксцентрика 12 и егоположением на валу 8 (фиг. 2). Величину амплитуды дополнительного возвратно-поступательного движения шариковой головки можйо определить по формуле: с.ге, где а - амплитуда дополнительного возвратно-поступательного движения раскатной головки; величина эксцентриситета эксцентрика 12; расстояние от оси качания рычага 14 до оси закрепления тяги 15; расстояние от оси качания рычага 14 до точки, в которой эксцентрик передает движение рычагу 14. При повороте штурвала 26 с помощью винта 25 вариатора изменяется положение ступицы 11 с рс)ликом 9 в вариаторе и одновременно с помощью муфты 28, винта 24 изменяется положение вилки 23 и связанного с ней эксцентрика 12 на валу 8. Это вызывает изменение значений расстояний Ь , ,« при постоянной величине эксцентриситета е эксцентрика 12 изменяется величина амплитуды а . Частота колебаний дополнительного возвратно-поступательного движения головки 19 определяется числом оборотов в минуту эксцентрика 12, который получает вращение от вала 8 вариатора. При вращении штурвала 26 (фиг. 3) винт 25 вариатора перемещает ступицу 11 с роликом 9, изменяя соотношение диаметров ведущего 5 и ведомого 7 барабанов вариатора. Число оборотов вала 8 вариатора определяется по формуле Ое где n - число оборотов вала 8 вариатора;ho число оборотов вала 6 вариатора;соответственно диаметры ведомого и ведущего барабана вариатора, по которым ролик 9 передает вращение. При изменении числа оборотов вала 8 вариатора изменяется число оборотов вращения эксцентрика 12, а, следова- тельно, и частота дополнительного возвратно-поступетельного движения шариковой головки.
При изменении числа оборотов вала 8 при помощи винта 25 вариатора одновременно изменяется амплитуда дополнительного возвратно-поступательного движения головки 18, так как винт 24, изменяющий положение эксцентрика 12 на валу 8, связан с винтом 25 вариатора муфтой 28.
Если есть необходимость изменять частоту дополнительных возвратно-поступательных движений головки 19 в другой зависимости относительно изменения амплитуды, то вместо муфты 28 можно поставить зубчатые колеса.
Устройство позволяет без ограничения регулировать величину амплитуды к взаимосвязано с ней - частоту дополнительного возвратно-поступательного движения шариковой головки в процессе вибрационного накатывания.
Формула изобретен ня
Устройство для виброобкатывания, содержащее привод, раскатную головку,
выполненную в виде корпуса с установленным в нем рь1чажным механизмом, осуществляющим допошштельные воэвратно-поступательные перемещения, и эксцентрик, отличающееся
тем, что, с целью обеспечения одновременного измененЕ з амплитуды и частоты дополнительного возвратно-поступательного движения, оно снабжено, вариатсфом с винтом, кинематически связавн
ным с эксцентриком посредством вве денной в устройство муфты.
Источники информации, принятые во внимание при экспертизе 1. Шнейдер Ю. Г. Инструмент для чистовой обработки металлов давлением. Л., Мащиностроение 1971, с. 163.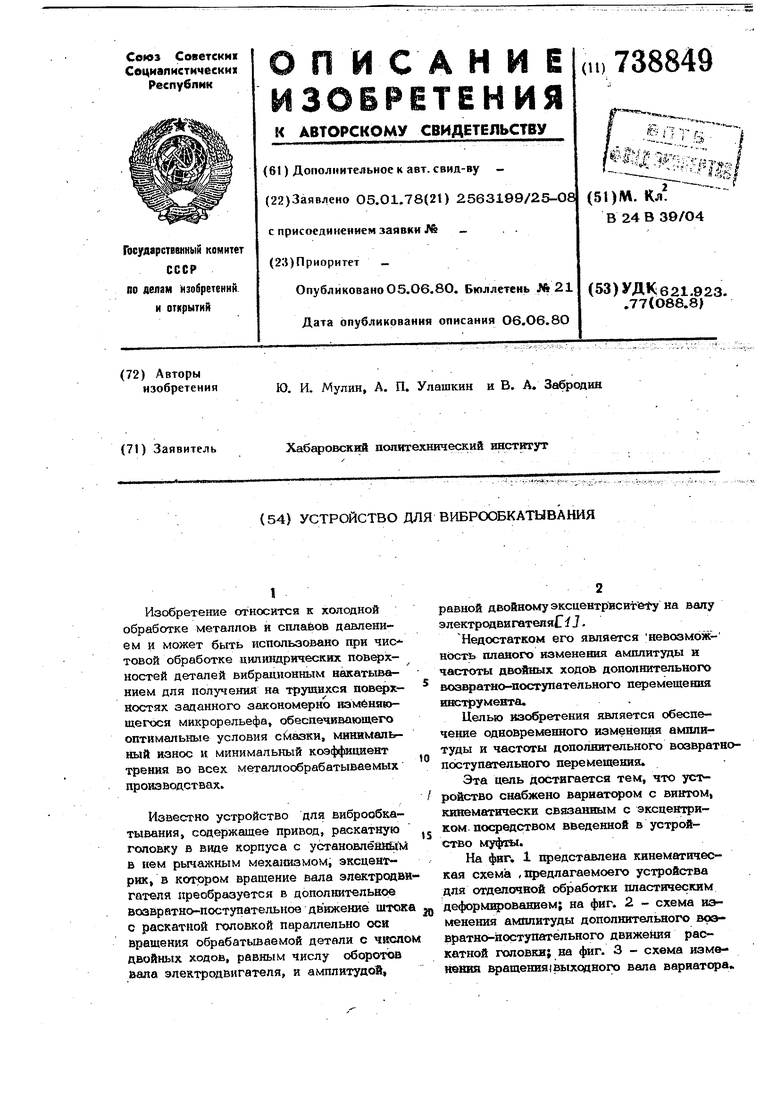

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки наружных поверхностей поверхностным пластическим деформированием | 1978 |
|
SU774933A1 |
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| Устройство для моделирования траекторий точек режущего инструмента | 1974 |
|
SU553129A1 |
| ИМПУЛЬСНЫЙ ВАРИАТОР | 1992 |
|
RU2044941C1 |
| Ультразвуковая головка | 1986 |
|
SU1395466A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ЧИСТКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2145528C1 |
| Устройство для определения динамических характеристик грунтов | 1980 |
|
SU958584A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Буровой станок | 1975 |
|
SU565101A1 |
| Механизм регулируемого эксцентрикового узла | 1989 |
|
SU1700294A1 |
Фаг.З
