(54) ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электропечь для нагрева длинномерных изделий | 1976 |
|
SU655735A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УПЛОТНЯЮЩЕЙ ПАСТЫ | 1967 |
|
SU201234A1 |
| Сушилка для крупногабаритных штучных изделий | 1974 |
|
SU525845A1 |
| Устройство для сборки под сварку продольных стыков обечаек | 1981 |
|
SU946872A1 |
| Шахтная термическая печь | 1977 |
|
SU739116A1 |
| Устройство для обработки изделий | 1982 |
|
SU1067062A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Устройство прижима крышки к камере | 1979 |
|
SU836489A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
1
Изобретение относится к термическому оборудованию и предназначено для термообработки тяжеловесных тел вращения, например ротор крупных паровых и газовых турбин.
Известна печь, содержащая разъемную в горизонтальной плоскости рабочую камеру и опоры для вращения изделий 1. Недостаток конструкции - ограниченная номенклатура длин обрабатываемых изделий.
Известна также печь, содержащая рабочую камеру, состоящую из секций с катками, размещенными на направляющих 2.
Секции телескопически перемещаются к стационарной торцовой секции или от нее.
Недостаток этой печи - повышенные тепловые потери в условиях высоких температур, трудности в эксплуатации при обработку крупногабаритных изделий.
Цель изобретения расширение технологических возможностей печи.
Эта цель достигается тем, что печь снабжена стойкой и, расположенными на боковых стенках секции тягами , один конец которых укреплен на стенке рабочей камеры, а другой с приводами, установленными на стойке.
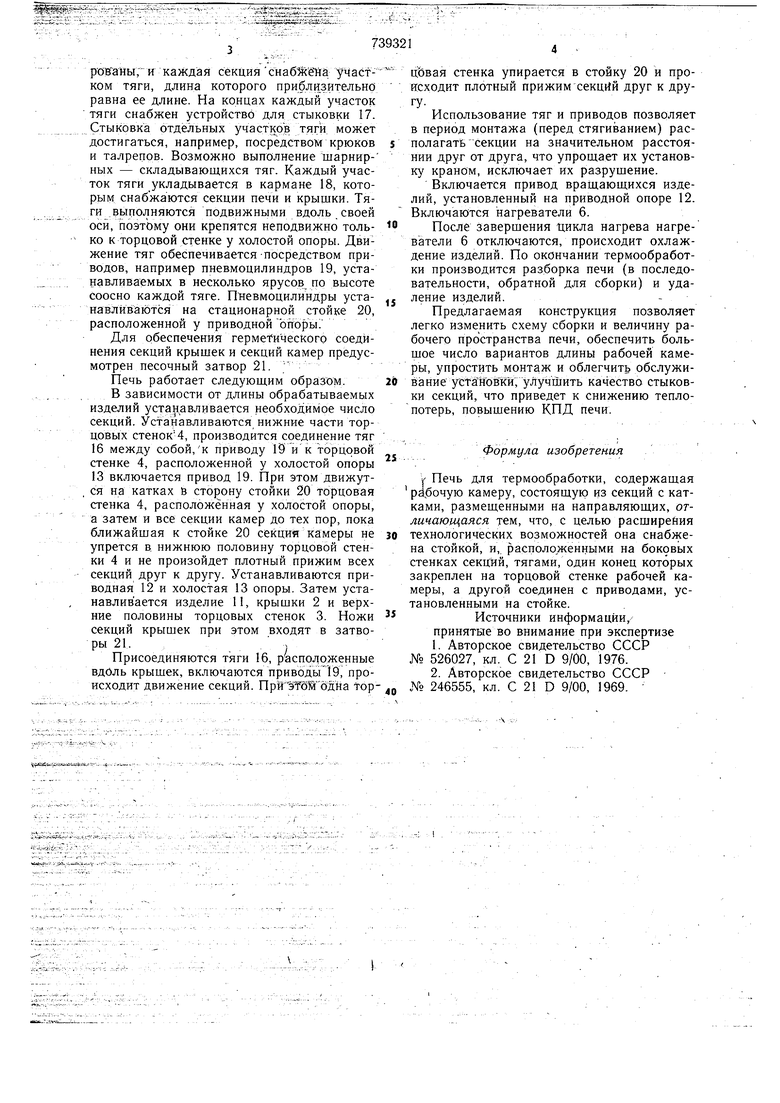
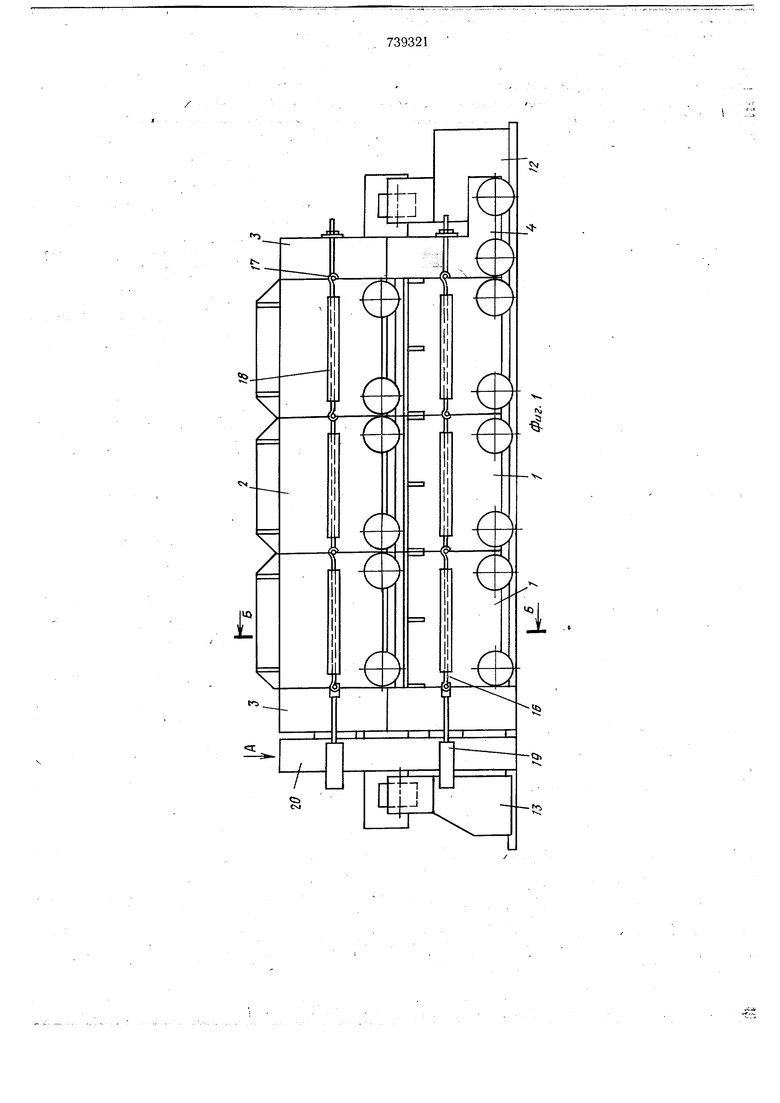
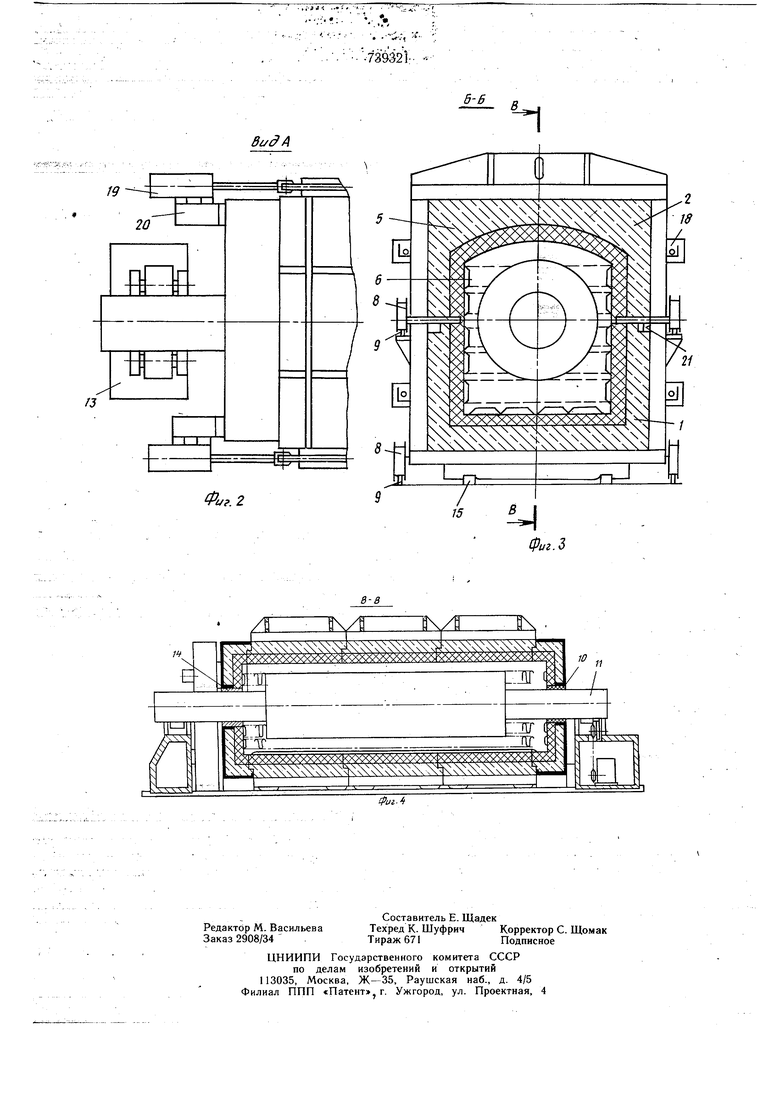
На фиг. 1 изображена печь, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез Б.-В на фиг. 3.
Печь состоит из отдельных секций, кажg дая из которых содержит камеру Г и крышку 2, торцовых стенок, выполненных из двух половин - верхней 3 и нижней 4. Изнутри нагревательная камера имеет теплоизоляцию 5, на которой установлены нагревательные элементы 6. Все нестационарные секции
10 печи снабжены катками 8 и могут передвигаться по направляющим 9. Торцовые стенки печи имеют отверстия 10, ось которых совпадает с линией разъема стенки. Через отверстия проходят концы 11 обрабатываемых в печи изделий, опирающихся на при водную 12 и холостую 13 опоры. Зазор между концом изделия и отверстием 10 перекрывается посредством уплотнения 14. Приводная опора 12 обеспечивает вращение изделий в процессе термообработки. Приводная
20 12 и холостая 13 опоры имеют возможность передвигаться вдоль печи по направляющим 15. По всей длине вдоль секций печи и крыщек проходят тяги 16. Тяги имеют изменяющуюся длину. Для этой цели они секционированы; и каждая секция снабШШа участком тяги, длина которого приблизительно равна ее длине. На концах каждый участок тяги снабжен устройство для стыковки 17. Стыковка отдельных участков тяги может достигаться, например, посредством крюков и талрепов. Возможно выполнение шарнирных - складывающихся тяг. Каждый участок тяги укладывается в кармане 18, которым снабжаются секции печи и крышки. Тяги выполняются подвижными вдоль своей оси, поэтому они крепятся неподвижно только к торцовой стенке у холостой опоры. Движение тяг обеспечиваетсяпосредством приводов, например пневмоцилиндров 19, устанавливаемых в несколько ярусов по высоте соосно каждой тяге. Пневмоцилиндры устанавлйва1отся на стационарной стойке 20, расположенной у приводной опоры
Для обеспечения repMetH4ecKoro соединения секций крышек и секций камер предусмотрен песочный затвор 21. :
Печь работает следующим образом.
В зависимости от длины обрабатываемых изделий уста авливается необходимое число секций. Устанавливаются нижние части торцовых стенок4, производится соединение тяг 16 между собой,к приводу 19 и к торцовой стенке 4, расположенной у холостой опоры 13 включается привод 19. При этом движутся на катках в сторону стойки 20 торцовая стенка 4, расположённая у холостой опоры, а затем и все секции камер до тех пор, пока ближайшая к стойке 20 секция камеры не упрется в. нижнюю половину торцовой стенки 4 и не произойдет плотный прижим всех секций друг к другу. Устанавливаются приводная 12 и холостая 13 опоры. Затем устанавливается изделие 11, крышки 2 и верхние половины торцовых стенок 3. Ножи секций крышек при этом входят в затворы 21. ,
Присоединяются тяги 16, расположенные вдоль крышек, включаются приводы 19, происходит движение секций. Торп Ьвая стенка упирается в стойку 20 и происходит плотный прижим секций друг к другу.
Использование тяг и приводов позволяет в период монтажа (перед стягиванием) располагат ь секции на значительном расстоянии друг от друга, что упрощает их установку краном, исключает их разрушение.
Включается привод вращающихся изделий, установленный на приводной опоре 12. Включаются нагреватели 6.
После завершения цикла нагрева нагреватели 6 отключаются, происходит охлаждение изделий. По окончании термообработки производится разборка печи (в последовательности, обратной для сборки) и удаление изделий.
Предлагаемая конструкция позволяет легко изменить схему сборки и величину рабочего пространства печи, обеспечить большое число вариантов длины рабочей камеры, упростить монтаж и облегчить обслуживание устайОвкй, улучшить качество стыковки секций, что приведет к снижению теплопотерь, повышению КПД печи.
Формула изобретения
У Печь для термообработки, содержащая ра бочую камеру, состоящую из секций с катками, размешенными на направляющих, отличающаяся тем, что, с целью расширения технологических возможностей она снабжена стойкой, и, расположенными на боковых стенках секций, тягами, один конец которых закреплен на торцовой стенке рабочей камеры, а другой соединен с приводами, установленными на стойке.
Источники информации, принятые во внимание при экспертизе
«о
У
..-;:.f;. . V %,: . . .--iv, x. -;
. . -7Ш21..4,x, xxtv X X V-Цч V HtX
N|
