о:
О О) ND
Изобретение относится к упрочнению деталей поверхностной пластической деформацией и может быть использовано в автомобильной промышленности при производстве листовых рессор.
Известен агрегат для термической обработки изделий, содержащий вибробункер и печь с конвейером и штампами Cl .
Недостатками Исзвестного агрегата являются сложность конструкции и сложность осуществления операций.
Наиболее близким к изобретению является устройство для обработки изделий, содержащее транспортер, установленную на нем приемную кассету с центральной опорой и торцовыми фиксаторами и приводной силовой орган, укрепленный на стойках С2.
Недостаток данного устройства заключается в том, что оно предназначено для обработки рессорного листа определенной длины и ширины. Лис иного размера в этом устройстве обработать нельзя.
Целью изобретения является расширение диапазона размеров обрабатываемых изделий.
Поставленная цель Достигается те что устройство для обработки издели .содержащее транспортер, установленную на нем приемную кассету с центральной опорой и торцовыми фиксаторами и приводной силовой орган, укрепленный на стойках, снабжено расположенными на стойках центрирующими рычагами и запирающим механизмом выполненным в виде имеющих возвратно-поступательное движение толкателей и взаимодействующих с ними водил, связанных с приводом силового органа, а приемная кассета при этом выполнена с пазом и установленными в - нем торцовыми фиксаторагш в виде пластин с упоррм, которые кинематически связаны с толкателями.
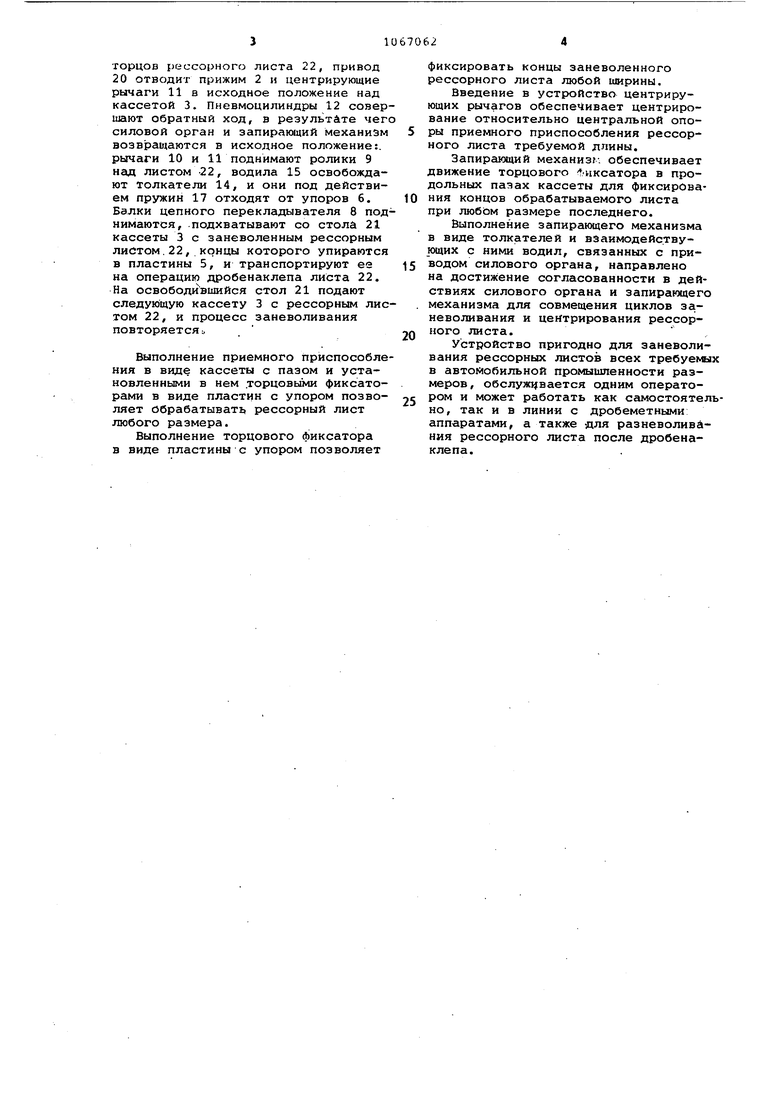
На фиг.-1 изображено устройство для обработки рессорного листа, общий вид; на фиг. 2 - кассета, продольный разрез; на фиг. 3 - то же, в плане.
Устройство для обработки изделий содержит центрирующие рычаги 1 и прижим 2. Приемное приспособление ,выполнено в виде кассеты 3 с центральной опорой 4 и торцовыми фиксаторами в виде пластин 5 с упором 6. В боковых стенках кассеты 3 выполнены продольные сквозные пазы 7, в которых с возможностью перемещения установлены пластины 5. Кассета 3 установлена на транспортере, например цепном перекладывателе 8. Силовой орган выполнен в виде, двух роликов 9, связанных каждый рычагами 10 и 11 с приводом, например ЛневмоЦилиндром 12. Силовой орган
и пневмоцилиндры 12 смонтированы над цепным перекладнвателем 8 на стойках 13. Запирающий механизм выполнен в виде двух толкателей 14 и взаимодействующих с ними водил 15 Толкатели 14 установлены с возможностью возвратно-поступательного движения в направляющих 16,жестко укрепленных на стойках 13, и снабжены пружинами 17. Каждое из водил 15 связано с пневмоцилиндром 12 посредством зубчатой передачи 18 и системы тяг и рычагов 19. Прижим 2 имеет индивидуальный привод 20, смонтирован над цепным перекладывателем 8 и связан с центрирующими рычагами 1 смонтированными на стойках 13. Под прижимом 2 установлен стол 21, на котором осуществляется обработка (заневоливание) изделий, например рессорного листа 22 в кассете 3.
Устройство работает следующим образом.
С помощью цепного перекладывателя 8 кассету 3 со свободно лежащим в ней листом 22 подают в устройство Когда кассета 3 оказьшается под .столом 21, балки цепного перекладывателя 8 опускаются и кассета 3 подается на стол 2i, Затем включают привод 20, с помощью которого прижим 2 и связанные с ним рычаги 1 начинают двигаться по направлению к рессорному листу 22. Воздействуя с торцов на лист 22, центрирующие рычаги 1 центрируют его в кассете 3 относительно центральной опоры 4. Сразу же после центрирования приблизившийся к листу 22 прижим 2 прижимает отцентрированный рессорный .лист 22 к центральной опоре 4, фиксируя ее положение в кассете 3. Затем включают пневмоцилиндры 12, приводящие в движение силовой орган и запирающи механизм одновременно. Ролики 9 в исходном положении сведенные к прижиму 2, начинают удаляться от него и Движутся по направлению к рессорному листу 22, лежащему в кассете 3. Одновременно с роликами 9 и рычагами 10 и 11 начинают свое движение по круговой траектории водила 15, приближаясь к толкателям 14. Когда ролики 9 коснутся поверхности рессорного листп 22, водила 15 входят в- контакт с толкателями 14 и перемещают их в направляющих 16 к упорам 6 пластин 5. Продолжая двигаться, ролшси 9 прижимают ко дну кассеты 3 первоначально загнутые вверх концы рессорного листа 22. Одновременно с этим толкатели 14 с помощью водил 15, воздействуя на упоры б, продвигают пластины 5 в продольных сквозных пазах 7 боковых стенок кассеты 3 по направлени 6 к центру рессорного листа 22. Как только поступает сигнал, что упоры 6 коснулись
торцов рессорного листа 22, привод 20 отводит прижим 2 и центрирующие рычаги 11 в исходное положение над кассетой 3. Пневмоцилиндры 12 совершают обратный ход, в результате чег силовой орган и запирающий механизм возв|ращаются в исходное положение:, рычаги 10 и 11 поднимают ролики 9 над листом -22, водила 15 освобождают толкатели 14, и они под действием пружин 17 отходят от упоров 6. Балки цепного перекладывателя 8 поднимаются, подхватывают со стола 21 кассеты 3 с заневоленным рессорным листом.22, концы которого упираются в пластины 5, и транспортируют ее на операцию дробенаклепа листа 22. На освободившийся стол 21 подают следующую кассету 3 с рессорным листом 22, и процесс заневоливания повторяется L.
Выполнение приемного приспособления в виде кассеты с пазом и установленными в нем .торцовьпии фиксаторами в виде пластин с упором позволяет (Обрабатывать рессорный лист любого размера.
Выполнение торцового фиксатора в виде пластины с упором позволяет
фиксировать концы заневоленного рессорного листа любой ширины.
Введение в устройство центрирующих рычагов обеспечивает центрирование относительно центральной опоры приемного приспособления рессорного листа требуемой длины.
Запирающий механизм обеспечивает движение торцового -т нксатора в продольных пазах кассеты для фиксирования концов обрабатываемого листа при любЬм размере последнего.
Выполнение запирающего механизма в виде толкателей и взаимодействующих с ними водил, связанных с приводом силового органа, направлено на достижение согласованности в действиях силового органа и запирающег механизма для совмещения циклов заневоливания и центрирования рессорного листа.
Устройство пригодно для заневоливания рессорных листов всех требуем в автомобильной промышленности размеров, обслуживается одним оператором и может работать как самостоятено, так и в линии с дробеметными аппаратами, а также -для разневоливания рессорного листа после дробенаклепа.
| название | год | авторы | номер документа |
|---|---|---|---|
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для нанизывания рыбы на прутки | 1983 |
|
SU1103839A1 |
| УСТРОЙСТВО для ЗАПРЕССОВКИ ПРОБОК В ГИЛЬЗЫРУЛОНОВ | 1971 |
|
SU296842A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |

УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ, содержащее транспортер, установленную на нем приемную кассету с центральной опорой и торцовы- ми фиксаторами и приводной силовой орган, укрепленный на стойках, о тличающееся тем, что, с целью расширения диапазона размеров обрабатываемых изделий, оно снабже.но расположенными на стойках центрирующими рычагами и запирающим механизмом, выполненным в виде имеющих . возвратно-поступательное движение толкателей и взаимодействующих с ними водил, связанных с приводом силового органа, а приемная кассета при этом выполнена с пазом и установленными, в нем торцовыми фиксаторами в виде пластин с упором, которые кинематически связаны с толкателями. с 9 (Л с
- « (риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU179784A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ РЕССОР | 0 |
|
SU332139A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
