Изобр тение относится к машиностроению, а именно к автоматизации производственных процессов, и может быть использовано при поштучной и кассетной термической обработке плоских со сложным профилем и цилиндрических заготовок.
. Известна линия для закалки и отпуска, содержащая закалочное устройство, печь для отпуска, транспортные средства с направляющими и поддоны для изделий 1.
Недостатком данной линии являетс непроизводительная трата энергии из-за того, что нагрев и закалка производятся совместно с поддоном, а также сложность конструкции из-за наличия механизмов для вытаскивания поддонов с заготовками, что снижает надежность.
Кроме того, закалочная среда при выгрузке поддона из закалочного бака переносится с поддоном и заготовками в печь отпуска, что увеличивает расход закалочной среды.
Известен также станок для закалки деталей, содержащий станину, индуктор, стол для приема деталей и их сброса, механизм подачи деталей в индуктор, механизм вращения их и механизм выгрузки, расположенный в закалочной ванне С21.
Недостатком этого устройства является то, что деталь в закалочный бак погружается по наклонному желобу, т.е. происходит косое погружение детали в закалочную ванну, что ведет к короблению тонкостенных заготовок.
Кроме того, ограниченная скорость погружения делает процесс почти неуправляемым, что также ведет к понижению качества обрабатываемых деталей.
Наиболее близкой к предложенному по технической сущности и достигаемому эффекту является линия для термической обработки изделий, содержащая устройство для закалки, печь отпуска, кассеты, перекладыватели кассет, транспортную систему, состоящую из подводящего и отводящего конвейера, направляющие устройства заполнения кассет, каретку для шагового переме1чения с фиксатором для кассет СЗ}Недостатком известной линии явля ется то, чтр она не обеспечивает обработку плоских деталей со сложным профилемЧнапример, свеклорезных ножей h
Кроме того, в указанной линии непроизводительно тратится время на переустановку кассет на рабочие позиции ( после заполнения деталями кассеты ее надо передвинуть на следующую позицию, а на ее место установить пустую кассету, т. е. непрерывный иикл заполнения кассет преры- вается ).
Транспортная система (конвейер) используется только для перемещения кассет от одного технологического оборудования к другому, а ceiMO технологическое оборудование ( устройство для закалки, печь отпуска вынесено за пределы конвейера, и передача касет к технологическому оборудованию
o производится манипуляторами ( nepeKJiaдывателями), что делает линию малопроизводительной и сложной по конструкции.
Наиболее близкой к предложенному
с ПО Технической сущности и достигаемому эффекту является вакуумная закалочная печь, содержащая нагревательную камеру, камеру охлаждения, камеры загрузки и выгрузки, соединенные между собой транспортирующими средствами в виде рольганга.
При этом секция рольганга, расположенная над закалочным баком, имеет механизм вертикального перемещения ||4J ..
5 Недостатком известного устройства является то, что рольганги, размещенные в закалочной печи, ухудшгиот надежность работы закалочной печи. Транспортировка деталей при помощи
0 рольганга не обеспечивает быстрого перемещения и быстрого и точного останова детали на позицию, что отражается на качестве закаляемых деталей С ухудшается), а также при
5 быстром опускании секции с закаляемой деталью в закалочную ванну будут образовываться пузырьки воздуха, из-за чего происходит неравномерное охлаждение тонкостенной нагретой поверхности, что ухудшает качество закалки.
Целью изобретения является повышение производительности, упроа1ение конструкции, повышение нгщежности конструкции и повышение качества
5 деталей.
Поставленная цель достигается тем, что автоматическая линия для термообработки деталей, содержащая устройство для закалки, печь для .
0 отпуска, транспортную систему с направляющими, толкатель с приводом, кассеты и каретки с фиксаторами кассет, снабжена расположенной между закалочным устройством и печь для отпуска мойкой, а каретки снабжены подпружиненными защелками, кассеты выполнены в виде чередуюп91Хся поперечных сквозных пазов и стоек, а направляющая, соеди«яющая закалочное устройство, мойку и отпускную
0 печь, - составной и с С -образными боковыми пазаки.
Кроме того, тбрцы кассет выполнены таким образом, что при стыковке их между собой они образуют паз.
или стойку, аналогичные пазу или стойке кассеты.
Толкатель установлен перед направляющей вне зоны Нагрева.
В устройстве для закалки деталей, содержащем нагревательное устройство и закалочный бак, соединенные секционной направляющей, одна из секций которой расположена над закалочным баком и имеет привод вертикального перемещения, и механизм продольногоперемещения деталей, направляющая снабжена подпружиненными прижимами, установленными на секциях направляющей нагревательного устройства и закалочного бака, и обтекателем, установленным на секции направляющей закалочного бака, механизм продольного перемещения выполнен в виде штанги с собачками и подгфужиненной планки, соединенной шарнирно с каждой из собачек, а направляющая - в виде желоба, причем пружина планки установлена иве зоны нагрева, а пружина прихшма - в закалочном баке.
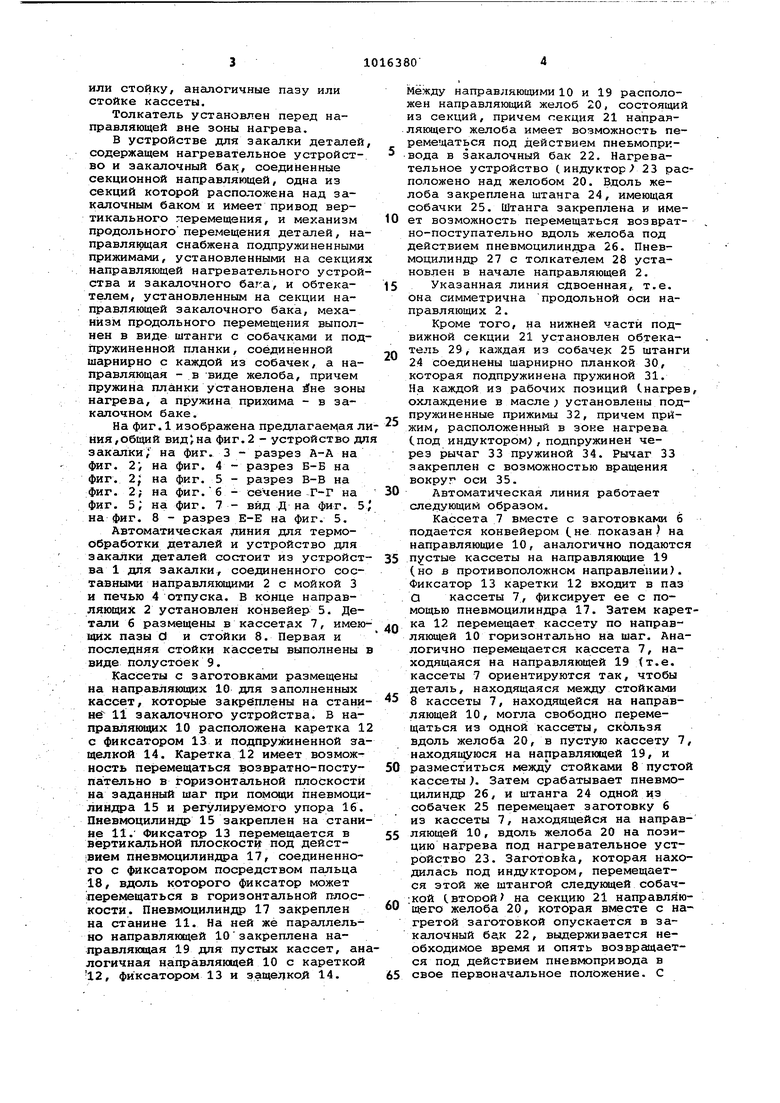
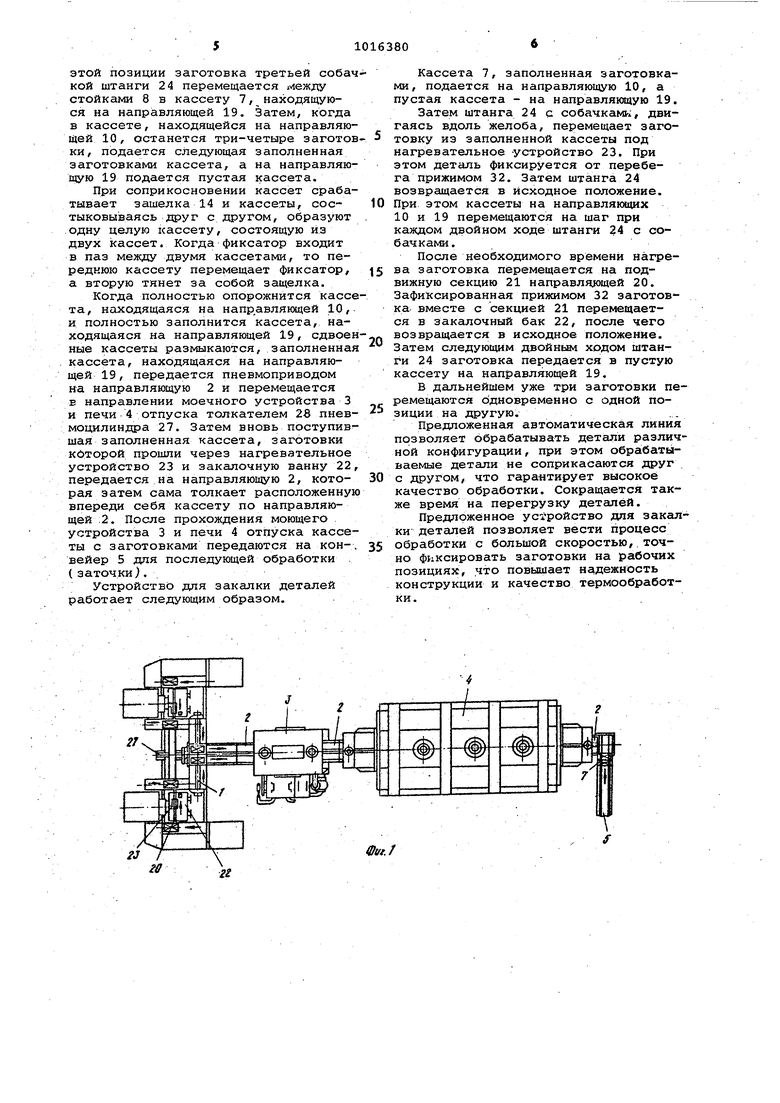
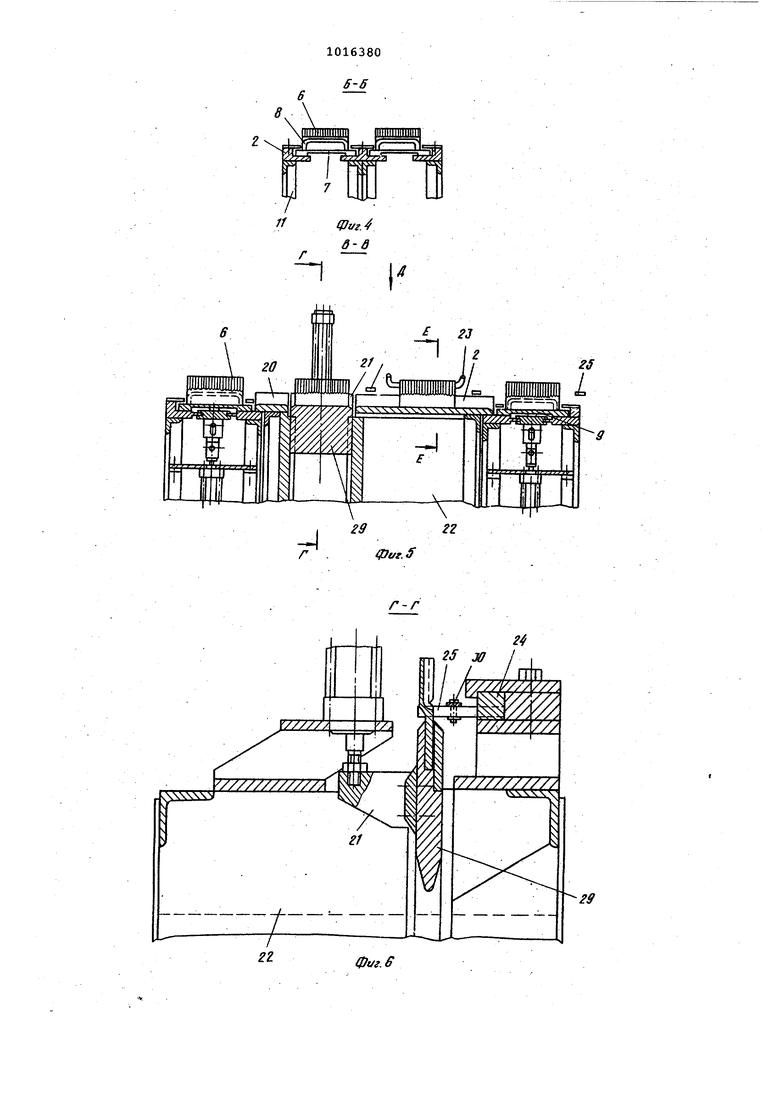
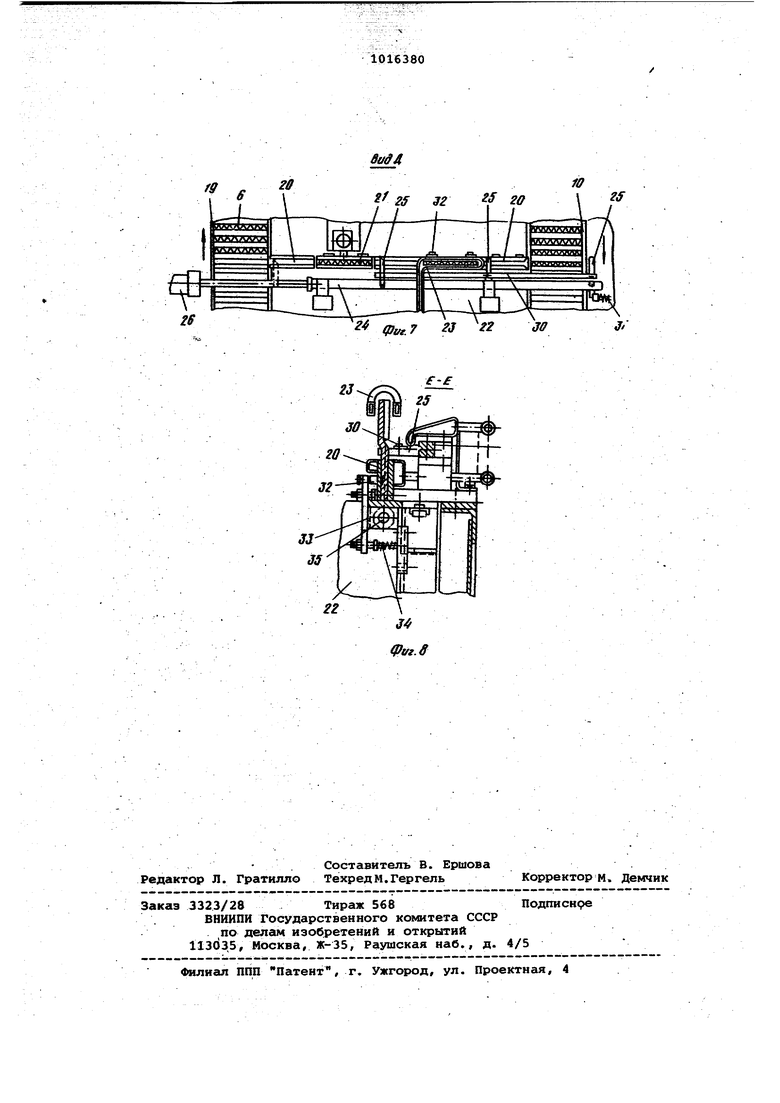
На фиг. 1 изображена предлагаемая линия, общий видена фиг.2 - устройство дл закалки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2f на фиг. 5 - разрез В-В на фиг. 2; на фиг.б - сечение Г-Г на фиг. 5; на фиг. 7 - вид Д на фиг. 5 на фиг. 8 - разрез Е-Е на фиг. 5.
Автоматическая линия для термообработки деталей и устройство для закалки детгшей состоит из устройства 1 для закалки, соединенного составными направляющими 2 с мойкой 3 и печью 4 отпуска. В конце направляющих 2 установлен конвейер 5. Детали б размещены в кассетах 7, имеющих пазы О и стойки 8. Первая и последняя стойки кассеты выполнены в виде полустоек 9.
Кассеты с заготовками размещены на направляющих 10 для заполненных кассет, которые закреплены на станине 11 закалочного устройства. В направляющих 10 расположена каретка 12 с фиксатором 13 и подпружиненной защелкой 14. Каретка 12 имеет возможность перемещаться возвратно-поступательно в горизонтальной плоскости на заданный шаг при помощи пневмоцилиндра 15 и регулируемого упора 16. Пневмоцилиндр 15 закреплён на станине 11. Фиксатор 13 перемещается в вертикальной плоскости под дейст;ВИ€М пневмоцилиндра 17, соединенного с фиксатором посредством пальца 18, вдоль которого фиксатор может перемещаться в горизонтальной плоскости. Пневмоцилиндр 17 закреплен на станине 11. На ней же параллельно направляющей 10закреплена направляющая 19 для пустых кассет, аналогичная направляющей 10 с кареткой 12, фиксатором 13 и защелкой 14.
между направляющими 10 и 19 расположен направляющий желоб 20, состоящий из секций, причем секция 21 направляющего желоба имеет возможность перемещаться под действием пневмопривода в закалочный бак 22. Нагревательное устройство (индуктор 23 расположено над желобом 20. Вдоль желоба закреплена штанга 24, имеющая собачки 25. Штанга закреплена и имеет возможность перемещаться возвратно-поступательно вдоль желоба прд действием пневмоцилиндра 26. Пневмоцилиндр 27 с толкателем 28 установлен в начале направляющей 2.
Указанная линия сдвоенная, т.е. она симметрична продольной оси направляющих 2.
Кроме того, на нижней части подвижной секции 21 установлен обтекатель 29, каждая из собачеу. 25 штанги 24 соединены шарнирно планкой 30, которая подпружинена пружиной 31. На каждой из рабочих позиций (.нагрев охлаждение в масле; установлены подпружиненные прижимы 32, причем прижим, расположенный в зоне нагрева Спод индуктором), подпружинен через рычаг 33 пружиной 34. Рычаг 33 закреплен с возможностью вращения вокруг оси 35.
Автоматическая линия работает следующим образом.
Кассета 7 вместе с заготовками б подается конвейером (.не показан) на направляющие 10, аналогично подаются пустые кассеты на направляющие 19 (но в противоположном направлении). Фиксатор 13 каретки 12 входит в паз а кассеты 7, фиксирует ее с помощью пневмоцилиндра 17. Затем каретка 12 перемещает кассету по направляющей 10 горизонтально на шаг. Аналогично перемещается кассета 7, находящаяся на направляющей 19 т.е. кассеты 7 ориентируются так, чтобы деталь, находящаяся между стойками 8 кассеты 7, находящейся на направляющей 10, могла свободно перемещаться из одной кассеты, скользя вдоль желоба 20, в пустую кассету 7 находящуюся на направляющей 19, и разместиться между стойками 8 пусто кассеты). Затем срабатывает пневмоцилиндр 26, и штанга 24 одной собачек 25 перемещает заготовку 6 из кассеты 7, находящейся на направляющей 10, вдоль желоба 20 на позицию нагрева под нагревательное устройство 23. 3aroTOBka, которая находилась под индуктором, перемещается этой же штангой следукядей собачкой (.ВТОРОЙ) на секцию 21 направляющего желоба 20, которая вместе с нагретой заготовкой опускается в закалочный бак 22, выдерживается необходимое время и опять возвращается под действием пневмопривода в свое первоначальное положение. С этой позиции заготовка третьей соба кой штанги 24 перемещается между стойками 8 в кассету 7, находящуюся на направляющей 19, Затем, когда в кассете, находящейся на направляю щей 10, останется три-четыре загото ки, подается следующая заполненная заготовками кассета, а на направляю щую 19 подается пустая кассета. При соприкосновении кассет сраба тывает зашелка 14 и кассеты, состыковываясь друг с другом, образуют одну целую кассету, состоящую из двух кассет. Когда фиксатор входит в паз между двумя кассетами, то переднюю кассету перемещает фиксатор, а вторую тянет за собой защелка. Когда полностью опорожнится кассе та, находящаяся на напр авляющей 10, и полностью заполнится кассета, находящаяся на направляющей 19, сдвоен ные кассеты размыкаются, заполненная кассета, находящаяся на направляющей 19, передается пневмоприводом на направляющую 2 и перемещается в направлении моечного устройства 3 и печи 4 отпуска толкателем 28 пневмоцилинщза 27. Затем вновь поступившая заполненная кассета, заготовки которой прошли через нагревательное устройство 23 и закалочную ванну 22, передается на направляющую 2, которая затем сама толкает расположенную впереди себя кассету по направляющей :2. После прохождения моющего устройства 3 и печи 4 отпуска кассеты с заготовками передаются на кон-, вейер 5 для последукицей обработки , (заточки). Устройство для закалки деталей работает следующим образом. Кассета 7, заполненная заготовками, подается на направляющую 10, а пустая кассета - на направляющую 19. Затем штанга 24 с co6a4KaMt;, двигаясь вдоль желоба, перемещает заготовку из заполненной кассеты под нагревательное -устройство 23. При этом деталь Фиксируется от перебега прижимом 32. Затем штанга 24 возвращается в исходное положение. При этом кассеты на направляющих 10 и 19 перемещаются на шаг при каждом двойном ходе штанги 24 с собачками. После необходимого времени нагрева заготовка перемещается на подвижную секцию 21 направляющей 20. Зафиксированная прижимом 32 заготовка вместе с секцией 21 перемещается в закалочный бак 22, после чего возвращается в исходное положение. Затем следующим двойньш ходом штанги 24 заготовка передается в пустую кассету на направляющей 19. В дальнейшем уже три заготовки перемещаются бдновременно с одной позиции на другую. Предложенная автоматическая линия позволяет обрабатывать детали различной конфигурации, при этом обрабатываемые детали не соприкасаются друг о другом, что гараитирует высокое качество обработки. Сокращается также время на перегрузку деталей. Предложенное устройство для закалки деталей позволяет вести процесс обработки с большой скоростью, точно фиксировать заготовки на рабочих позициях, что повышает надежность конструкции и качество термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия закалки деталей | 1981 |
|
SU1041584A1 |
| Установка для закалки деталей | 1979 |
|
SU831813A1 |
| Поточная линия для термообработки | 1983 |
|
SU1201329A1 |
| Установка для закалки деталей | 1978 |
|
SU789595A1 |
| Комплекс для термической обработки деталей | 2024 |
|
RU2836553C1 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
1. Автоматическая линия для термообработки деталей, содержащая устройство для закалки, печь для отпуска, транспортную систему с направляющими, толкатель с приводом, кассеты и каретки с фиксаторами кассет, отличающаяся Тем, что, с целью повышения производительности и упрощения её конструкции, линия снабжена мойкой, .расположенной между закалочным устройством и печью для отпуска, а каретки - подпружиненными защелками, кассеты выполнены в виде чередующихся поперечных сквозных пазов и стоек/ а направляющая, соединяющая закалочное устройство, мойку и отпускную печь, - составной и с С-образными боковыми пазами. 2.Линия по п. 1, отличающаяся тем, что торцы кассет выполнены таким образом, что при сты ковке их между собой они образуют паз или стойку, аналогичные пазу или стойке кассеты. 3.Линия по п. 1, о т л и ч а. ющ а я с я тем, что толкатель установ лен перед направляющей вне зоны нагре;Ва.. . 4.Устройство для закалки деталей, содержащее нагревательное устройство и закалочный бак, соединен- з ные секционной направляющей, одна т из секций которой расположена над закалочным баком и имеет привод вертикального перемещения, и механизм продольного перемещения деталей, ;отлич ающе еся тем, что, с целью повышения надежности устройства и качества деталей, направляющая снабжена подпружиненными прижимами,, установленными на секциях направляющей нагревательного устройства и закалочного бака, и обтекателем, устсшовленным на секции наО) правляющей Зс1калочного бак а, механизм продольного перемещения ВЫПОЛНЕН is ост виде штанги с собачками и подпружи00 ненной планки., соединенной шарнирно ,с каждой из собачек, а направляющаяв виде желоба, причем пружина планки установленавне зоны нагрева, а пружина прижима - в закалочном баке..
А-Л S3
8
фиг.З
24
Фг/г.б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соколов К.Н | |||
| Механизация и автоматизация в термических печах | |||
| М., Машгиз, 1962, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
