54) ИЗЛОЖНИЦА .. t Изобретение относится к области черной металлургии, а именно к сквоз HEIM, уширенным кверху изложницам, применяемым для разливки спокойных марок сталей. .. Известны сквозные, уширенные квер ху сталеразливочные изложницы с волнистой (ребристой) по всей; высоте . внутренней поверхностью, применяемые для разливки спокойных марок сталей 1 . . .Однако в указанной изложнице кром ка, образованная нижним торцом излож ницы и внутренней волнистой поверхност1 ю,обладает низким сопротивлением образованию таких эксплуатацион ных дефектов как трещины, сколы и приварки (литков. Одной из причин разрушения изложниц Являются трещины, возникающие из за термических напряжений, вследствие больших перепадов температур от неравномерного перегрева стенок в вертикальном и горизонтальном сечениях. В отличие от гладкостенных изложниц термические напряжения в стен ках ребристьрс изложниц дополняются так называемыми напряжениями местног характера, возникновение которых свя зано с наличием выступов и впадин. :Особенно резко это проявляется в раионе нижнего торца. В процессе кристаллизации слитка внутренняя поверхность ребрис тых изложниц имеет неоднородное температурное поле, что обусловлено наличием выступов и впадин,, обеспечивающих увеличение поверхности теплоотвода. Следовательно выступы и впадины поверхностных слоев ребристых изложниц в районе нижнего торца будут проходить через критические точки неодновременно. Неодновременность прохождения через критические чки чугуна у нижних торцов с неоднородными структурой и свойствами является одним из источников знакопеременных термических напряжений и деформаций. Наиболее близким техническим решением к описываемому изобретению является изложница для отливки слитков выполненная сквозной с уширением кверху и с волнистой внутренней поверхностью 2 . ... Недостаток известных изложниц состоит в том, что при эксплуатации на расстоянии до 1/10-1/15 общей высоты изложницы интенсивно начинают
азвиваться дефекты: сколы кромок, а акже приваривание слитка по выступам олн и трещины по впадинам волн. Разитие этих дефектов приводит к сокраению срока службы волнистой (ребрисой), изложницы.
Цель изобретения - увеличение сроа службы изложницы и обеспечение ысокого качества слитка.
Цель достигается тем, что, йнутреняя поверхность широких стенок изложицы от нижнего торца на высоту 1/10/15 общей высоты изложницы выполнена плоской по касательной к выступам расположенных выше волн, при этом высота плоской стенки изложницы выполнена переменной по дуге окружности d майсймуйом по оси широкой стенки и на расстоянии от нижнего торца, равном половине максимума.
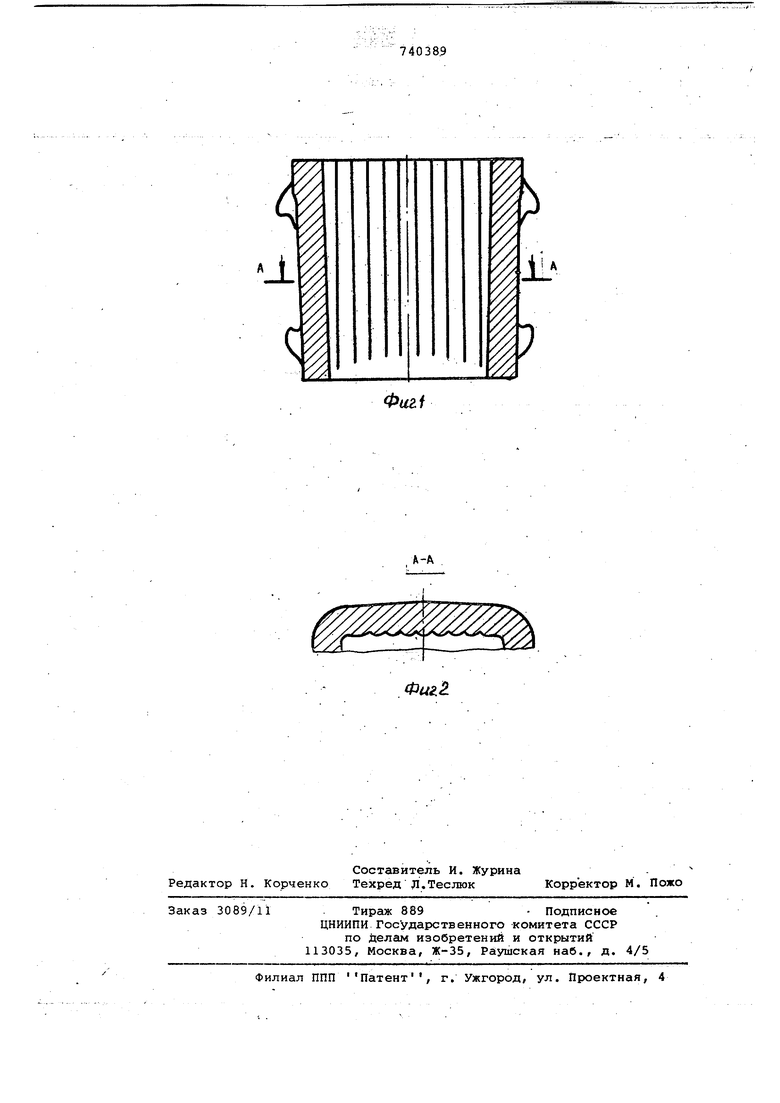
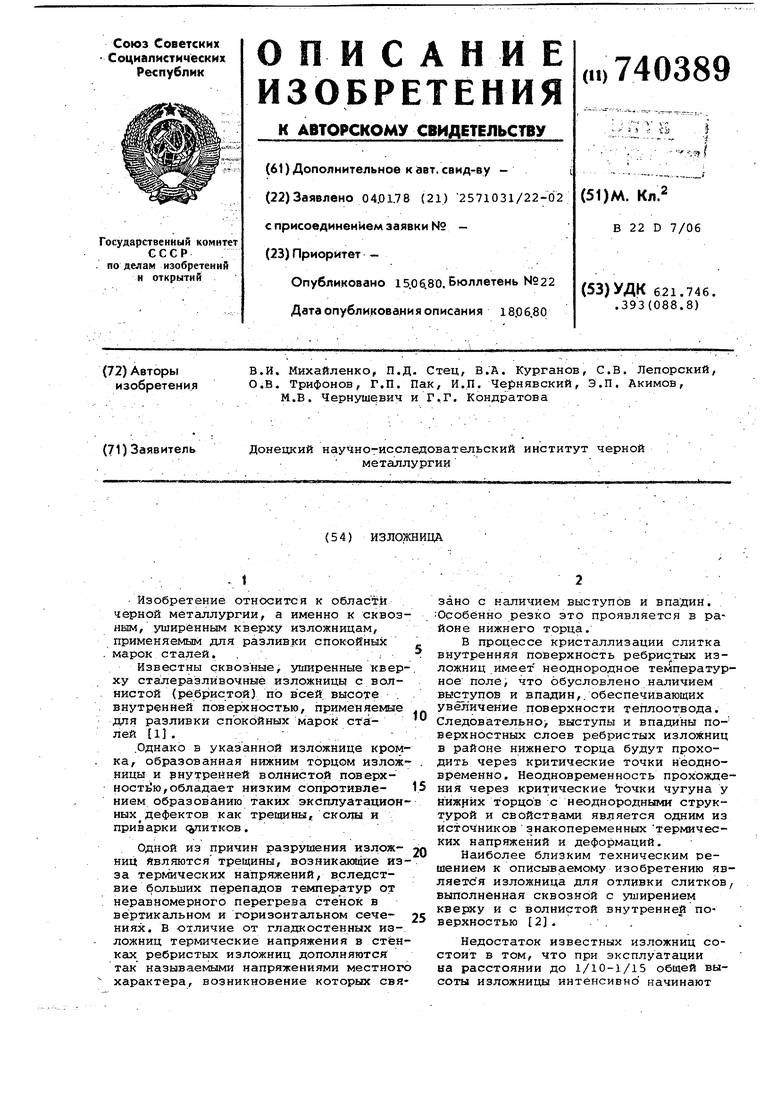
На фиг. 1 изображена уширенная кверху изложница с волнистой внутренней поверхностью; на фиг. 2 - широкие стенки изложницы в разрезе (А-А на фиг. 1), где показано сопряжение плсэской и волнистой частей стенки.
Минимальный размер высоты плоской части обусловлен зоной действия эксплуатационных напряжений в начальный Момент разливки стали, в Процессе на-. грена изложницы и при извлечении слитка из изложницы. Максимальный . размер высоты плоской части обусловлен ограничениями данной высоты, связанными с требованиями пО качеству слитка.
Исследования температурных режимов показывают, что в районе нижних торцов изложниц температура стенки на внутренней поверхности значительно ниже, чем в районе теплового центра. Объясняете это также более интенсивным отводом тепла от изложницы и слитка поддоном, на котором стоит изложница. Следовательно, необходимая при скоростной разливке стали прочная корочка в районе 8HS:We3: ot6|3ца будет образовываться достаточно быстро и при гладкой поверхности за счет интенсивного теплоотвода от слитка и изложницы поддоном.
Работа изложницы с предлагаемой формой кромки, образованной нижним торцом и плоской внутренней поверхностью широких стенок, характеризуется более низкими равномерно распределёнными температурными напряжениями ч деформациями. Уменьшение эксплуатационных напряжений и деформаций в нижних торцах широких стенок за счёт изменения их формы способствует более позднему возникновению продо.ль.ных трещин, сколов кромки, привариванию и заклиниванию слитков. Устранение И.ЛИ замедление развития
указанных дефектов обеспечивает снижение удельного расхода изложниц и повышение качества слитков.
Максимальное снижение термической прочности материала, из которого изе готовлена изложница чугуна,начинается в первую очередь у нижнего торца в центральной части широких стенок, максимально приближенных к струе горячей стали. По мере удаления от струи к угловой части температура чугуна снижается и вероятность возникновения указанных дефектов также снижается. Этим объясняется тот факт, что поверхность, на которой возникают дефекты, имеет форму сегмента с максимальной высотой в центральной части широких стенок, Максимальная высота плоской части широких стенок выбирается на основании длительных наблюдений и замеров. Дальнейшее увеличе0 .ние высоты пло.ской части нецелесообразно, так как с удалением от поддона снижается его охлаждающее действие на кристаллизующуюся корочку и ведущим становится процесс аккумуляции
5 тепла стенкой изложницы.
Использование данного изобретения позволяет устранить дефекты у нижнего торца изложницы,в связи с чем снижается удельный расход волнистых
(4 ИЗЛОЖНИЦ) так как устраняется отбраковка, изложниц из-за появления сколов нижних торцов, приваривания слитков и трещин на первых наливах, определяющих повышенный их расход, /
Формула изобретения
, Изложница для отливки слитков, вы.полненная сквозной, уширенной кверху
0 и -с волнистой внутренней поверхностью, отличающаяся тем, что, с целью увеличения срока службы изложницы и обеспечения BticoKoro качества слитка, внутренняя .поверхность широг Ких стенок от нижнего торца на высоту 1/10-1/15 общей высоты изложницы выполнена плоской по касательной к выступам волн, при этом высота njioc- -кой части стенки изложницы выполнена
д переменной по дуге окружности с максимумом по оси широкой, стенки и на расстоянии от нижнеготорца, равном половине максимума,
. Источники информации, принятые во внимание при. экспертизе
5 1, Ефимов В.А. и др. Пути усовершенствования разливки стали. М., 1963,. с, 110-111.
2, Ефимов В.А. и Кузема И.Д. Разливка стали и формирование слитка.0 Труды 1 конференции по стальному слитку. М,, 1966,, с. 5-46.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для отливки слитков из кипящей и спокойной стали | 1986 |
|
SU1440602A1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| Изложница для слитков | 1976 |
|
SU692674A1 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
| СПОСОБ ПОДГОТОВКИ К ПОСТОЯННОЙ ЭКСПЛУАТАЦИИ УШИРЕННЫХ КНИЗУ СЛЯБИНГОВЫХ ИЗЛОЖНИЦ ДЛЯ ОТЛИВКИ СЛИТКОВ СПОКОЙНОЙ СТАЛИ | 1992 |
|
RU2043829C1 |
| СЛИТОК ПОЛУСПОКОЙНОЙ ИЛИ КИПЯЩЕЙ СТАЛИ | 2004 |
|
RU2285578C2 |
| Изложница для слитков | 1977 |
|
SU740388A1 |
| Изложница для слитков стали | 1980 |
|
SU925529A1 |
| Изложница | 1978 |
|
SU814555A1 |
| ИЗЛОЖНИЦА ДЛЯ СЛИТКОВ СТАЛИ | 1973 |
|
SU395161A1 |